MÁQUINA CONFORMADORA DE CHAPAS CERRADAS.
Esta invención se refiere a una máquina conformadora de chapas cerradas,
conos y cilindros particularmente, que facilitará el proceso de producción de toberas para hélices. Esta conformadora de chapas está formada por una carcasa, un conjunto inferior llamado eje abatible, un conjunto superior, un sistema hidráulico y un sistema de control.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200901359.
Solicitante: UNIVERSIDAD DE VIGO.
Nacionalidad solicitante: España.
Inventor/es: FERNANDEZ ALVAREZ, AQUILINO, LOPEZ FIGUEROA,ESTEBAN, SOTO RODRÍGUEZ,EVA MARÍA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D19/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 19/00 Conformación u otro tratamiento de los bordes, p. ej. de los bordes de los tubos. › en forma de rodillos.
Fragmento de la descripción:
MAQUINA CONFORMADORA DE CHAPAS CERRADAS.
SECTOR DE LA TÉCNICA
La presente invención se refiere a una máquina para conformar chapas cerradas (conos o cilindros) de modo que se obtenga el perfil deseado en una sola fase y sin procesos intermedios, está optimizada para perfiles de doble curvatura de toberas para buques. Se encuentra dentro del campo de la construcción de máquina herramienta y en particular de máquinas curvadoras.
ESTADO DE LA TÉCNICA
La fabricación de chapas con curvas complejas es habitual en el sector naval, en la actualidad se realizan de modo poco eficiente, pasan por varias máquinas y procesos (corte, curvado, soldadura, ajuste, etc.) incurriendo en pérdidas de tiempo y consecuentes aumentos de costes que es necesario reducir. Tal es el caso de la fabricación de toberas para hélices.
La tobera de hélice se convierte sobre 1930 en un elemento importante dentro de la ingeniería naval, cuando experimentalmente se determina que el uso de cierto tipo de toberas aumenta la eficiencia, proporcionando un mayor rendimiento en la potencia suministrada por la hélice.
Una tobera es un tubo corto que rodea a la hélice. El tubo se encuentra muy próximo a la hélice, se estrecha levemente y tiene un perfil sustentador, el conformado de este perfil, normalmente un cuarto de elíptica, es el punto crítico del proceso.
En la actualidad estas toberas se fabrican de modo prácticamente artesanal. La zona curva de la tobera se divide en cuatro o más partes y se realiza un primer desarrollo plano en la oficina técnica. Cada una de las partes de la curva se va conformando mediante una prensa, desplazando las chapas de modo manual repetidamente puesto que las piezas son mucho más grandes que los útiles de conformado y comprobando en todo momento la curvatura obtenida. Los útiles de conformado constan de un macho y una hembra y son fabricados previamente para distintos diámetros de tobera. Por no resultar viable realizar un par de útiles para cada diámetro y tipo de tobera que se va a fabricar, existen útiles aproximadamente para cada 500 mm de diámetro a partir de las toberas de 1.000 mm.
Todas las nuevas curvas se intentan ajustar a los útiles de los diámetros ya existentes, lo que repercute en la calidad y precisión de la tobera final. Una vez que la primera de las partes curvas está conformada, se monta y ajusta sobre la estructura interna de la tobera (cilindro con perfiles) , anotando las desviaciones que se aprecian en ésta, debido a los defectos de curvatura de la chapa. Teniendo en cuenta estas desviaciones, se realiza el trazado de la siguiente pieza curva, se conforma de nuevo y se ajusta, repitiendo el mismo proceso para obtener todas las piezas que componen la parte curva de la tobera. Este proceso productivo consume entre 60 y 75 horas de fabricación para una tobera de dimensiones medias y son necesarios 2 operarios en la mayoría de los pasos de la operación descrita.
La nueva invención obtiene la parte curva de la tobera en un solo paso de modo automático y con un solo operario. La realización preferida de la máquina se ha optimizado para las partes curvas de toberas entre 600mm y 6.000mm de diámetro, para mayores diámetros serían necesarios dos pasos con esta máquina. Se estima una reducción de tiempo en fabricación en un factor de 5, permite la disminución de las tolerancias en estos productos y consecuentemente aumento de la calidad. La reducción de la soldadura necesaria con esta máquina también repercute en una mayor calidad, porque se reducen las tensiones en la pieza. Todo esto, mayor calidad, menores tiempos de fabricación y menos procesos intermedios como la soldadura, implican una reducción de coste de fabricación considerable que se obtiene con esta nueva invención.
DESCRIPCIÓN DETALLADA DE LA INVENCIÓN.
La presente invención se refiere a una máquina curvadora semiautomática de chapas cerradas (conos, cilindros, etc.) , especialmente indicada para su uso en el conformado de conos para obtener curvas de toberas.
La presente invención se refiere a una máquina con las siguientes ventajas:
1) Se agiliza el curvado realizándolo en un solo paso automático y en ausencia de procesos intermedios, además la máquina es manejada por una sola persona.
2) Se mejora la precisión gracias a la automatización del proceso e incorporación de un sistema automático punto a punto donde se incluye el desarrollo de la curva deseada.
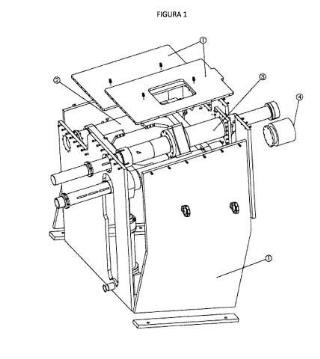
La máquina conformadora que resulta esta la invención es del tipo que comprende (figura 1) : una estructura (1) , cuya función es servir de soporte a los demás elementos, proteger los elementos móviles de la máquina de las agresiones externas, así como el acceso de los operarios a lugares peligrosos de la máquina; dos conjuntos mecánicos el eje abatible o inferior (2) y el eje superior (3) . El eje inferior (2) con dos movimientos uno vertical y otro de giro. El eje superior (3) tiene dos movimientos avance y giro. Con estos dos ejes y sus movimientos se permite el desplazamiento a lo largo de la pieza para obtener el curvado. Para proporcionar la potencia y movimientos de este conjunto resulta necesario un conjunto motor reductora (4) mostrado en la figura 1.
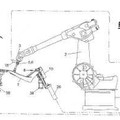
Como elementos imprescindibles de la máquina están los rodillos, (figura 2) situados al final de cada uno de los ejes que ejercerán la presión con la misión de realizar la deformación y dar sustentación a la pieza que gira. Los rodillos son piezas metálicas con alta dureza, diseñadas de forma que no dañen la pieza y se adapten a la mayor diversidad de diámetros de tobera para obtener las deformaciones que buscamos.
La máquina dispone de dos cilindros hidráulicos; uno que proporciona el posicionamiento vertical del eje abatible y otro que proporciona el avance en el eje superior, estos cilindros permiten el posicionamiento de los rodillos sobre la pieza para realizar el curvado. Los cilindros disponen de sensores de posición que irán comunicados con un autómata programable, en coordenadas (x, y) , y será el que nos permita la programación de las curvas y su ejecución de manera semiautomática.
La invención que se presenta en el presente documento funciona de un modo semiautomático, deformando un cono cerrado hasta llegar a la curva de la tobera. Primero se coloca el cono, geométricamente más próximo a la curva, entre los dos rodillos (figura2) , uno que hace de molde (rodillo inferior - (5) ) y el otro presiona (rodillo superior - (6) ) para obtener la deformación. Los dos rodillos giran de modo que mantenemos la velocidad tangencial evitando el deslizamiento. El autómata se programa por coordenadas (x, y) de la curva que deseamos moldear. Se trata de un sistema punto a punto. El operario vigila la ejecución de la máquina que una vez finalizada la deformación y obtenida por tanto la curva, se para y se realiza el cambio de pIeza.
REALIZACIÓN PREFERIDA DE LA INVENCIÓN
La forma de realización preferida para la "CONFORMADORA DE CHAPAS CERRADAS" consiste en la utilización única de las piezas y la realización dimensional y formal precisa del resto de los elementos. Se ha optado por la mayor cantidad de elementos comerciales para poder disminuir el coste de la máquina. Está formada por:
Una estructura (1) compuesta por cuatro chapas, frente, atrás y dos laterales, de 50 mm de espesor unidas mediante soldadura, dos tapas de menor espesor que evitan la deformación de la estructura a la vez que protegen las partes móviles de agentes externos.
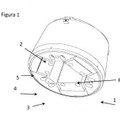
Un conjunto abatible (figura 3) , compuesto por dos ejes, uno fijo a la estructura (7) y otro móvil (8) , que pivota sobre éste proporcionando el movimiento vertical deseado, es un cilindro hidráulico fijo a la carcasa. En el conjunto abatible son necesarios rodamientos, casquillos, ejes, tubos, cartelas, chavetas y demás elementos mecánicos para obtener el conjunto mostrado en la figura 3. El movimiento vertical es proporcionado por el cilindro hidráulico fijo a la estructura, que permite, gracias a los sensores internos, el control de la posición en todo momento. Indica que el movimiento no es vertical absoluto, puesto que pivota sobre el eje fijo del conjunto (7) , por lo tanto, describe un arco.
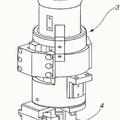
Un conjunto superior (figura 4) compuesto por un único eje (9) , movido en el sentido de avance, paralelo al eje inferior, por un cilindro hidráulico (10) . Compuesto el conjunto por un eje (9) , rodamientos, elementos de fijación...
Reivindicaciones:
Se reivindica como nueva y propia invención la propiedad y explotación exclusiva de:
1) Máquina conformadora semiautomática de chapas cerradas, para su uso en el conformado de conos que proporciona curvas de toberas en un solo paso, que comprende: una estructura (1) , cuya función es servir de soporte a los demás elementos, proteger los elementos móviles de la máquina de las agresiones externas y evitar accidentes; dos conjuntos mecánicos; el eje abatible o inferior (2) y el eje superior (3) . El eje inferior (2) con dos movimientos uno vertical y otro de giro. El eje superior (3) tiene dos movimientos; avance y giro. Con estos dos ejes y sus movimientos se permite el deslazamiento a lo largo de la pieza para obtener el curvado. Para proporcionar la potencia y movimientos de este conjunto resulta necesario un sistema hidráulico (4) y un sistema de control que proporciona la automatización del proceso.
2) Máquina conformadora semiautomática de chapas cerradas según reivindicación 1, para la obtención de elípticas de tobera.
3) Maquina conformadora semiautomática de chapas cerradas según reivindicación 1 y 2 caracterizada por ser válida para todos los diámetros de toberas, mediante intercambio de rodillos y programación del autómata.
Patentes similares o relacionadas:
Procedimiento para fabricar una tubería, en particular una tubería de frenos o una tubería de combustible para un vehículo motorizado y dicho sistema de tuberías, del 14 de Febrero de 2019, de COOPER-STANDARD AUTOMOTIVE (DEUTSCHLAND) GMBH: Procedimiento para fabricar una tubería provista de una brida (40, 40a), en particular una tubería de freno o tubería de combustible para un vehículo […]
Un método para producir mecánicamente un sellado repetible en una lata, del 4 de Enero de 2017, de Wild Goose Canning Technologies, Inc: Un aparato de sellado de latas que comprende: una placa de cierre que proporciona el acoplamiento con un conjunto de lata y tapa ; un motor […]
Método de fabricación de una tubería de acero mediante soldadura por costura y su aparato de fabricación, del 13 de Abril de 2016, de JFE STEEL CORPORATION: Un método para fabricar una tubería de acero mediante soldadura por resistencia eléctrica que incluye las etapas de conformar una tira de acero en forma de tubería […]
 Dispositivo de procesamiento de dobladura por rodillo y método de procesamiento de dobladura por rodillo, del 2 de Marzo de 2016, de NISSAN MOTOR CO., LTD.: Un aparato de procesamiento de dobladura por rodillo adaptado para realizar un procesamiento de dobladura colocando y soportando una pieza de trabajo de tipo panel […]
Dispositivo de procesamiento de dobladura por rodillo y método de procesamiento de dobladura por rodillo, del 2 de Marzo de 2016, de NISSAN MOTOR CO., LTD.: Un aparato de procesamiento de dobladura por rodillo adaptado para realizar un procesamiento de dobladura colocando y soportando una pieza de trabajo de tipo panel […]
 MANDRIL DE SUJECIÓN DE UNA CARCASA PARA TURBINAS Y PROCEDIMIENTO DE TRABAJO DE DICHA CARCASA, del 30 de Julio de 2015, de TINAJERO AGUIRRE, Luis Fernando: Mandril de sujeción de una carcasa para turbinas y procedimiento de trabajo de dicha carcasa. El mandril consta de: una pieza base que puede ir montada en […]
MANDRIL DE SUJECIÓN DE UNA CARCASA PARA TURBINAS Y PROCEDIMIENTO DE TRABAJO DE DICHA CARCASA, del 30 de Julio de 2015, de TINAJERO AGUIRRE, Luis Fernando: Mandril de sujeción de una carcasa para turbinas y procedimiento de trabajo de dicha carcasa. El mandril consta de: una pieza base que puede ir montada en […]
Dispositivo de plegamiento y procedimiento de plegamiento, del 23 de Abril de 2014, de KUKA SYSTEMS GMBH: Dispositivo de plegamiento con un lecho de plegamiento para una pieza de trabajo y varios robots de plegamiento con herramientas […]
 Instalación de plegado y procedimiento de plegado, del 14 de Noviembre de 2013, de KUKA SYSTEMS GMBH: Instalación de plegado con al menos un manipulador de varios ejes, que mueve la herramienta de plegado con relación a una pieza de trabajo , […]
Instalación de plegado y procedimiento de plegado, del 14 de Noviembre de 2013, de KUKA SYSTEMS GMBH: Instalación de plegado con al menos un manipulador de varios ejes, que mueve la herramienta de plegado con relación a una pieza de trabajo , […]
MEJORAS EN LA SOLDADURA DE MIEMBROS DE REBORDE HUECO, del 10 de Febrero de 2012, de SMORGON STEEL LITESTEEL PRODUCTS PTY LTD: Un procedimiento de soldadura por resistencia o inducción eléctrica (ERW) en línea en un tren de conformado en frío, comprendiendo dicho procedimiento […]