MEJORAS EN LA SOLDADURA DE MIEMBROS DE REBORDE HUECO.
Un procedimiento de soldadura por resistencia o inducción eléctrica (ERW) en línea en un tren de conformado en frío,
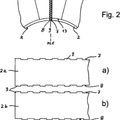
comprendiendo dicho procedimiento las etapas de: formar a partir de una tira metálica (16) una superficie contorneada que tiene un borde libre (34); y soldar, mediante un procedimiento de soldadura por resistencia o inducción eléctrica, dicho borde libre (34) a una superficie de dicha tira metálica (16) para formar un reborde hueco (31), dicho proceso caracterizado por alinear dicho borde libre (34) linealmente con un eje de soldadura predeterminado sobre dicha superficie de dicha tira mediante uno o más rodillos de guiado de la costura (68, 68a), cada uno de los cuales tiene un resalto circunferencial (70), llevar dicho borde libre (34) a apoyar en dicho resalto (70) mediante un rodillo de guiado contorneado (66, 66a), y guiar dicho borde libre (34) a través de una trayectoria lineal a lo largo de un eje de incidencia de una unión soldada subsiguiente entre dicho borde libre y dicha superficie, en el que la energía de soldadura se focaliza por un efecto de proximidad a lo largo de dicho eje de soldadura predeterminado sobre dicha superficie antes de fusionar dicho borde libre (34) a dicha superficie
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AU2005/000897.
Solicitante: SMORGON STEEL LITESTEEL PRODUCTS PTY LTD.
Nacionalidad solicitante: Australia.
Dirección: 650 LORIMER STREET PORT MELBOURNE, VIC 3207 AUSTRALIA.
Inventor/es: BARTLETT,ROSS,JOHN, NOLLER,ALEXANDER, YOKOYAMA,Keiji.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Junio de 2005.
Clasificación Internacional de Patentes:
- B23K11/06B
- B23K11/087B
- B23K13/02B
Clasificación PCT:
- B21D19/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 19/00 Conformación u otro tratamiento de los bordes, p. ej. de los bordes de los tubos. › por medio de herramientas de acción continua que se desplazan a lo largo del borde.
- B21D19/04 B21D 19/00 […] › en forma de rodillos.
- B21D19/06 B21D 19/00 […] › que trabajan interiormente.
- B21D5/08 B21D […] › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › utilizando rodillos de conformación (B21D 5/12 tiene prioridad).
- B23K11/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
- B23K13/02 B23K […] › B23K 13/00 Soldadura por calentamiento mediante una corriente de alta frecuencia. › Soldadura de juntas continuas.
Clasificación antigua:
- B21D19/02 B21D 19/00 […] › por medio de herramientas de acción continua que se desplazan a lo largo del borde.
- B21D19/04 B21D 19/00 […] › en forma de rodillos.
- B21D19/06 B21D 19/00 […] › que trabajan interiormente.
- B23K11/00 B23K […] › Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
PDF original: ES-2373961_T3.pdf
Fragmento de la descripción:
Mejoras en la soldadura de miembros de reborde hueco Esta invención se refiere a la fabricación de miembros de reborde hueco conformados en frío mediante un proceso de soldadura mejorado.
La invención se refiere particularmente, aunque no exclusivamente, a la fabricación de miembros estructurales de reborde hueco, conformados en frío, de doble soldadura. La presente solicitud se refiere a un proceso y a un aparato de soldadura ERW en línea de miembros de acero de reborde hueco en una línea de conformado en frío de acuerdo con el preámbulo de las reivindicaciones 1 y 8 (véase, por ejemplo, el documento US 5.163.225) .
Antecedentes de la invención
Aunque existen muchas configuraciones de vigas estructurales ilustradas en un extenso conjunto de descripciones del estado de la técnica, la mayoría de estas vigas han sido diseñadas con un uso específico en la mente. Sin embargo, un número de estas divulgaciones del estado de la técnica ha buscado proporcionar una viga estructural de propósito general que pudiera competir con las vigas estructurales de propósito general más comunes, tales como las de madera, incluyendo vigas de madera laminada y vigas laminadas en caliente de perfil en I, de perfil en H y canales laminados en caliente.
Ejemplos de vigas estructurales de propósito específico se muestran en las patentes norteamericanas nº 5.012.626, 3.362.056 y 6.415.577, que describen vigas de material compuesto que tienen una plancha corrugada y rebordes huecos de sección rectangular o plana. La patente australiana nº 716.272 describe un tirante de refuerzo que incorpora cordones de reborde hueco.
En años más recientes, correas acabadas en frío de secciones transversales en forma de C, Z y J se han visto favorecidas en situaciones de soporte de baja carga como sustitución de secciones laminados en caliente, ya que generalmente tienen una capacidad de sección por unidad de masa superior. Tales correas conformadas en frío presentan limitaciones significativas en capacidad de momento, ya que la longitud de la viga aumenta debido al número de diferentes modos de fallo por pandeo. Las patentes británicas 2.093.886 y 2.102.465 ilustran secciones acabadas en frío en forma de J o de H, respectivamente, mientras que la publicación internacional nº 96/23939 describe un miembro de sección en C.
En un intento de mejorar la eficiencia de sección de secciones a modo de correas conformadas en frío, se propuso emplear miembros de reborde hueco para aumentar la sección de reborde sin penalizar consecuentemente o al menos significativamente la masa de viga por unidad de longitud.
Ejemplos de apoyos de reborde hueco se muestran en la patente norteamericana nº 3.342.007, el certificado ruso de inventor nº 827723 y la patente norteamericana nº 3.698.224, todas las cuales describen vigas de reborde hueco de sección transversal triangular con rebordes "abiertos", esto es, no fueron formadas mediante costuras de soldadura continuas para optimizar la resistencia torsional de los elementos de reborde.
Las patentes norteamericanas nº 5.163.225 y 5.373.679, del presente solicitante como sucesor en título de las mismas, describen por primera vez vigas de reborde hueco acabadas en frío producidas mediante un proceso de soldadura dual para producir rebordes "cerrados" de sección transversal circular, en las que los extremos libres de los rebordes estuvieran soldados a lo largo de los bordes del miembro central de plancha. Los rebordes generalmente circulares podrían ser conformados a continuación tras la soldadura para producir rebordes huecos con una variedad de formas en sección transversal, tales como rectangular, hexagonal, triangular, o similares. Las vigas de reborde hueco que tienen rebordes de sección transversal triangular eran conocidas en el mercado como vigas "Dogbone” (marca registrada) .
Aunque son generalmente satisfactorias para el propósito pretendido, el proceso de soldadura dual adoptado para la fabricación de las vigas "Dogbone" adolecía de una variedad de inconvenientes, en particular la estabilidad de la soldadura y una limitación en el intervalo de tamaños de la sección transversal del reborde debido a costes de herramienta excesivos. En un modo de realización, se provocaron fallos de esfuerzo en la soldadura por un trabajo 45 excesivo de la zona de endurecimiento de la soldadura en la sección de perfilado del tren de conformado.
Como se utiliza aquí, la expresión "ERW" se refiere a la soldadura por resistencia eléctrica o inducción que utiliza ya sea contactos o bobinas de inducción/impedidores para crear una corriente en el miembro y otras formas de soldadura por resistencia eléctrica.
Por consiguiente, es un objetivo de la presente invención superar o aliviar al menos algunos de los inconvenientes del 50 proceso de soldadura dual "Dogbone" del estado de la técnica, y proporcionar un proceso de soldadura adecuado para la producción de miembros de acero de reborde hueco conformados en frío.
Sumario de la invención De acuerdo con un aspecto de la invención, se proporciona un proceso de soldadura ERW en línea de miembros de acero de reborde hueco en un tren de conformado en frío de acuerdo con la reivindicación 1.
De acuerdo con la presente invención, dicho borde libre se alinea con dicho eje de soldadura mediante uno o más rodillos de costura, cada uno de los cuales tiene un resalto circunferencial que proporciona un apoyo para dicho borde libre.
De acuerdo con la presente invención, dicho borde libre de dicha tira metálica es llevado a apoyar en dicho resalto circunferencial mediante un rodillo de guiado contorneado.
Adecuadamente, dicha tira metálica está soportada centralmente mediante superficies de rodillo cilíndricas opuestas contiguas a dicha región de soldadura a medida que dicho borde libre es llevado a apoyar en dicho resalto circunferencial.
Los rodillos de costura pueden estar montados de modo ajustable para guiar dicho borde libre hacia dicha región de cierre de en un ángulo predeterminado con relación a dicha superficie de la tira.
Preferiblemente, dicho borde libre de dicha tira metálica es guiado a través de dicha trayectoria predeterminada mediante un rodillo escurridor contorneado que se extiende sobre dicha superficie contorneada de dicha tira metálica entre caras de contacto separadas, sustancialmente paralelas de dicho rodillo escurridor contorneado.
La energía de soldadura puede ser impartida a dicho borde libre y a dicha región de soldadura predeterminada mediante una bobina de inducción acoplada a una fuente de corriente eléctrica, extendiéndose dicha bobina sustancialmente alrededor de dicha tira metálica en un plano sustancialmente perpendicular a un eje longitudinal de la misma.
Si es necesario, un impedidor de inducción en forma de varilla alargada soportado en un extremo puede extenderse en una cavidad hueca interior de dicha superficie contorneada hasta una región contigua a dicha región de cierre en donde dicho borde libre se fusiona con dicha superficie de dicha tira metálica.
De acuerdo con otro aspecto de la invención, se proporciona un aparato de soldadura ERW en línea de miembros de acero de reborde hueco en un tren de conformado en frío, de acuerdo con la reivindicación 8.
Adecuadamente, dicha corriente eléctrica es inducida en dicho borde libre y en dicha región de soldadura mediante contactos eléctricos que se acoplan de modo deslizante con dicha tira metálica contigua a dicho borde libre y a dicha región de soldadura.
Preferiblemente, dicha corriente eléctrica es inducida en dicho borde libre y en dicha región de soldadura mediante una bobina de inducción que rodea transversalmente dicha tira metálica en un plano perpendicular a una dirección de desplazamiento de dicha tira metálica a través de la misma.
Preferiblemente, al menos uno de dicha pareja de rodillos escurridores es ajustable angularmente en un plano 30 perpendicular a una dirección de desplazamiento de dicha tira metálica entre ambos.
Al menos uno de dicha pareja de rodillos escurridores puede ser ajustable relativamente al otro de dicha pareja en una dirección perpendicular a un eje de rotación de dicho al menos uno de dicha pareja de rodillos escurridores.
Adecuadamente, dicha caja de soldadura incluye unos rodillos de... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de soldadura por resistencia o inducción eléctrica (ERW) en línea en un tren de conformado en frío, comprendiendo dicho procedimiento las etapas de:
formar a partir de una tira metálica (16) una superficie contorneada que tiene un borde libre (34) ; y soldar, mediante un procedimiento de soldadura por resistencia o inducción eléctrica, dicho borde libre (34) a una superficie de dicha tira metálica (16) para formar un reborde hueco (31) , dicho proceso caracterizado por alinear dicho borde libre (34) linealmente con un eje de soldadura predeterminado sobre dicha superficie de dicha tira mediante uno o más rodillos de guiado de la costura (68, 68a) , cada uno de los cuales tiene un resalto circunferencial (70) , llevar dicho borde libre (34) a apoyar en dicho resalto (70) mediante un rodillo de guiado contorneado (66, 66a) , y guiar dicho borde libre (34) a través de una trayectoria lineal a lo largo de un eje de incidencia de una unión soldada subsiguiente entre dicho borde libre y dicha superficie, en el que la energía de soldadura se focaliza por un efecto de proximidad a lo largo de dicho eje de soldadura predeterminado sobre dicha superficie antes de fusionar dicho borde libre (34) a dicha superficie.
2. Un procedimiento de acuerdo con la reivindicación 1, en el que dicha tira metálica (16) está soportada centralmente por superficies de rodillo cilíndricas opuestas contiguas a dicho eje de soldadura a medida que dicho borde libre (34) es llevado a apoyar en dicho resalto circunferencial (70) .
3. Un procedimiento de acuerdo con la reivindicación 1, en el que dichos rodillos de guiado de la costura (68, 68a) están montados de modo ajustable para guiar dicho borde libre (34) hacia dicho eje de soldadura en un ángulo predeterminado con relación a dicha superficie de la tira.
4. Un procedimiento de acuerdo con la reivindicación 1, en el que dicho borde libre (34) de dicha tira metálica (16) es guiado a través de dicha trayectoria predeterminada mediante un rodillo escurridor contorneado (84a, 84b) que se extiende sobre dicha superficie contorneada de dicha tira metálica (16) entre caras de contacto separadas sustancialmente paralelas de dicho rodillo escurridor contorneado (84a, 84b) .
5. Un procedimiento de acuerdo con la reivindicación 1, en el que la energía de soldadura es impartida a dicho borde libre (34) y a dicho eje de soldadura predeterminado mediante una bobina de inducción (102) acoplada a una fuente de corriente eléctrica, extendiéndose dicha bobina (102) sustancialmente alrededor de dicha tira metálica (16) en un plano sustancialmente perpendicular a un eje longitudinal de la misma.
6. Un procedimiento de acuerdo con la reivindicación 1, en el que la energía de soldadura es impartida a dicho borde libre (34) y a dicho eje de soldadura predeterminado mediante uno o más contactos acoplados a una fuente 30 de energía eléctrica.
7. Un procedimiento de acuerdo con la reivindicación 5, en el que un impedidor de inducción en forma de varilla alargada soportado en un extremo se extiende en una cavidad interior hueca de dicha superficie contorneada hasta una región contigua a dicho eje de soldadura en donde dicho borde libre (34) se fusiona con dicha superficie de dicha tira metálica (16) .
8. Un aparato de soldadura por resistencia o inducción eléctrica (ERW) en línea de miembros de acero de reborde hueco en un tren de conformado en frío, comprendiendo dicho aparato:
una caja de rodillos de costura (60) que soporta de modo giratorio uno o más rodillos de guiado de la costura para guiar un borde libre (34) de una tira de metal contorneada (16) a alineamiento lineal con un eje de soldadura predeterminado separado de dicho borde libre (34) sobre una superficie de dicha tira metálica (16) , caracterizado por tener cada uno de dichos rodillos de guiado (68, 68a) un resalto circunferencial (70) sobre el mismo para proporcionar, en uso, un apoyo para dicho borde libre (34) ;
un rodillo de guiado contorneado (66, 66a) adaptado para llevar, en uso, dicho borde libre (34) de dicha tira metálica (16) a apoyar en dicho resalto circunferencial (70) ; y una caja de soldadura (61) que soporta de modo giratorio al menos una pareja de rodillos escurridores (84a, 84b)
45 para llevar, en uso, dicho borde libre (34) , una vez calentado a una temperatura predeterminada, a un acoplamiento de fusión con dicho eje de soldadura sobre dicha superficie, cooperando en uso dicha pareja de rodillos escurridores (84a, 84b) para guiar dicho borde libre (34) a través de una trayectoria lineal predeterminada sustancialmente a lo largo de un eje de incidencia de una unión soldada subsiguiente entre dicho borde libre (34) y dicha superficie de dicha tira metálica (16) , en el que la energía de soldadura es focalizada mediante un efecto de proximidad a lo largo 50 de dicho eje de soldadura predeterminado sobre dicha superficie, y en el que uno o más rodillos (68, 68a) sirven para guiar dicho borde libre (34) a un alineamiento longitudinal con una línea de costura de soldadura deseada.
9. Un aparato de acuerdo con la reivindicación 8, en el que dicha energía de soldadura es inducida en dicho borde libre (34) y en dicho eje de soldadura mediante contactos eléctricos acoplados de modo deslizante con dicha tira metálica (16) contiguamente a dicho borde libre (34) y a dicho eje de soldadura.
10. Un aparato de acuerdo con la reivindicación 8, en el que dicha energía de soldadura es inducida en dicho borde libre y en dicho eje de soldadura mediante una bobina de inducción que rodea transversalmente dicha tira metálica en un plano perpendicular a una dirección de desplazamiento de dicha tira metálica a través suyo.
11. Un aparato de acuerdo con la reivindicación 8, en el que al menos uno de dicha pareja de rodillos escurridores
(84a, 84b) es ajustable angularmente en un plano perpendicular a una dirección de desplazamiento de dicha tira metálica (16) entre ambos.
12. Un aparato de acuerdo con la reivindicación 8, en el que al menos uno de dicha pareja de rodillos escurridores (84a, 84b) es ajustable con relación al otro de dicha pareja en una dirección perpendicular a un eje de giro de dicha al menos una pareja de rodillos escurridores (84a, 84b) .
13. Un aparato de acuerdo con la reivindicación 8, en el que en el que dicha caja de soldadura (61) incluye unos rodillos (72) de soporte de la plancha giratorios alrededor de ejes paralelos respectivos perpendiculares a una dirección de desplazamiento de un miembro de tira metálica entre ambos.
14. Un aparato de acuerdo con la reivindicación 13, en el que al menos uno de dichos rodillos (81) de soporte de la plancha tiene un borde externo contorneado para funcionar como uno de dicha pareja de rodillos escurridores (84a, 15 84b) .
15. Un aparato de acuerdo con la reivindicación 8, que incluye más de una caja de rodillos de costura (60) .
16. Un aparato de acuerdo con la reivindicación 10, en el que un impedidor en forma de varilla soportado en un extremo de la misma, aguas arriba de dicha una o más cajas de rodillos de costura (60) se extiende en un interior hueco de una región de borde contorneado de dicha tira metálica (16) .
ESTADO DE LA TÉCNICA
ESTADO DE LA TÉCNICA
ESTADO DE LA TÉCNICA
Patentes similares o relacionadas:
 PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE TUBOS, del 23 de Diciembre de 2009, de BENTELER AUTOMOBILTECHNIK GMBH: Procedimiento para la fabricación de tubos en el que una platina de chapa (2, 2a-c) se inserta dentro de una herramienta de conformación y se prensa por un punzón dentro […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE TUBOS, del 23 de Diciembre de 2009, de BENTELER AUTOMOBILTECHNIK GMBH: Procedimiento para la fabricación de tubos en el que una platina de chapa (2, 2a-c) se inserta dentro de una herramienta de conformación y se prensa por un punzón dentro […]
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR FIBRAS METÁLICAS FORMANDO UN VELO POR REALIZACIONES REPETIDAS DE UN PROCESO DE SOLDADURA; CUERPO DE NIDO DE ABEJA CON VELOS QUE COMPRENDEN FIBRAS METÁLICAS CURZADAS SOLDADAS, del 18 de Noviembre de 2011, de EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH: Procedimiento para fabricar un velo de fibras metálicas , que comprende al menos los pasos siguientes: a) formación de una capa con fibras […]
PROCEDIMIENTO Y DISPOSITIVO DE SOLDADURA DE CHAPAS EXTREMO CON EXTREMO PARA PROCESOS FABRICACIÓN CONTINUA, del 6 de Junio de 2011, de MALEX S.A: Procedimiento de empalme de chapas metálicas por soldadura en una máquina de soldadura que comprende una pinza de entrada , una pinza de salida , unos […]
Procedimiento para fabricar una tubería, en particular una tubería de frenos o una tubería de combustible para un vehículo motorizado y dicho sistema de tuberías, del 14 de Febrero de 2019, de COOPER-STANDARD AUTOMOTIVE (DEUTSCHLAND) GMBH: Procedimiento para fabricar una tubería provista de una brida (40, 40a), en particular una tubería de freno o tubería de combustible para un vehículo […]
Un método para producir mecánicamente un sellado repetible en una lata, del 4 de Enero de 2017, de Wild Goose Canning Technologies, Inc: Un aparato de sellado de latas que comprende: una placa de cierre que proporciona el acoplamiento con un conjunto de lata y tapa ; un motor […]
Método de fabricación de una tubería de acero mediante soldadura por costura y su aparato de fabricación, del 13 de Abril de 2016, de JFE STEEL CORPORATION: Un método para fabricar una tubería de acero mediante soldadura por resistencia eléctrica que incluye las etapas de conformar una tira de acero en forma de tubería […]
 Dispositivo de procesamiento de dobladura por rodillo y método de procesamiento de dobladura por rodillo, del 2 de Marzo de 2016, de NISSAN MOTOR CO., LTD.: Un aparato de procesamiento de dobladura por rodillo adaptado para realizar un procesamiento de dobladura colocando y soportando una pieza de trabajo de tipo panel […]
Dispositivo de procesamiento de dobladura por rodillo y método de procesamiento de dobladura por rodillo, del 2 de Marzo de 2016, de NISSAN MOTOR CO., LTD.: Un aparato de procesamiento de dobladura por rodillo adaptado para realizar un procesamiento de dobladura colocando y soportando una pieza de trabajo de tipo panel […]
 MANDRIL DE SUJECIÓN DE UNA CARCASA PARA TURBINAS Y PROCEDIMIENTO DE TRABAJO DE DICHA CARCASA, del 30 de Julio de 2015, de TINAJERO AGUIRRE, Luis Fernando: Mandril de sujeción de una carcasa para turbinas y procedimiento de trabajo de dicha carcasa. El mandril consta de: una pieza base que puede ir montada en […]
MANDRIL DE SUJECIÓN DE UNA CARCASA PARA TURBINAS Y PROCEDIMIENTO DE TRABAJO DE DICHA CARCASA, del 30 de Julio de 2015, de TINAJERO AGUIRRE, Luis Fernando: Mandril de sujeción de una carcasa para turbinas y procedimiento de trabajo de dicha carcasa. El mandril consta de: una pieza base que puede ir montada en […]