PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR FIBRAS METÁLICAS FORMANDO UN VELO POR REALIZACIONES REPETIDAS DE UN PROCESO DE SOLDADURA; CUERPO DE NIDO DE ABEJA CON VELOS QUE COMPRENDEN FIBRAS METÁLICAS CURZADAS SOLDADAS.
Procedimiento para fabricar un velo (1) de fibras metálicas (2),
que comprende al menos los pasos siguientes: a) formación de una capa (3) con fibras metálicas (2) y b) soldadura de las fibras (2) una con otra para obtener un velo (1), caracterizado porque el paso b) comprende una realización repetida de un proceso de soldadura con respecto a un tramo (4) del velo (1), de modo que este tramo (4) es comprimido en mayor medida y se forman uniones de soldadura adicionales
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/004482.
B01D39/12TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 39/00 Sustancia filtrante para fluidos líquidos o gaseosos. › Tela metálica; de hilos metálicos tricotados; de metal expandido.
B22F3/00B […] › B22FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación.
B23K101/00B […] › B23MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Objetos fabricados por soldadura sin fusión, soldadura o corte.
B23K101/32B23K […] › B23K 101/00 Objetos fabricados por soldadura sin fusión, soldadura o corte. › Hilos.
B23K11/00B23K […] › Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
B23K11/06B23K […] › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › utilizando electrodos de rodillo.
F01N3/022MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F01MAQUINAS O MOTORES EN GENERAL; PLANTAS MOTRICES EN GENERAL; MAQUINAS DE VAPOR. › F01N SILENCIADORES O DISPOSITIVOS DE ESCAPE PARA MAQUINAS O MOTORES EN GENERAL; SILENCIADORES O DISPOSITIVOS DE ESCAPE PARA MOTORES DE COMBUSTION INTERNA (disposiciones de conjuntos de propulsión relativas al escape de gases B60K 13/00; silenciadores de admisión de aire especialmente adaptados para motores de combustión interna, o con dispositivos para estos motores F02M 35/00; protección contra ruidos en general o amortiguamiento de los mismos G10K 11/16). › F01N 3/00 Silenciadores o aparatos de escape que incluyen medios para purificar, volver inofensivos o cualquier otro tratamiento de los gases de escape (control eléctrico F01N 9/00; dispositivos de control o diagnóstico para los aparatos de tratamiento de gases de escape F01N 11/00). › caracterizados por estructuras filtrantes especialmente adaptadas, p. ej. en forma de panal, de malla o fibrosas.
Países PCT: Alemania, España, Francia, Reino Unido, Italia.
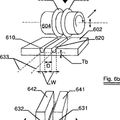
Procedimiento y dispositivo para soldar fibras metálicas formando un velo por realizaciones repetidas de un proceso de soldadura; cuerpo de nido de abeja con velos que comprenden fibras metálicas cruzadas soldadas. La presente invención concierne a un procedimiento para fabricar un velo de fibras metálicas, a un dispositivo para soldar fibras metálicas y a un cuerpo de nido de abeja según el preámbulo de las reivindicaciones 1, 5 y 14 (véase el documento EP 0 411 421 A). El interés del medioambiente es necesario que los gases de escape generados por motores de combustión interna sean tratados posteriormente en cuanto a los contaminantes contenidos en ellos. Es conocido en este constexto el recurso de depurar el gas de escape respecto de los componentes gaseosos y/o sólidos contenidos en ellos. A este fin, se pueden utilizar reacciones químicas catalíticamente motivadas y también procesos de filtrado para retener al menos temporalmente componentes sólidos del gas de escape, tales como, por ejemplo, hollín o ceniza. El gas de escape recorre para ello usualmente al menos una unidad de tratamiento de gas de escape, tal como, por ejemplo, un convertidor catalítico, un adsorbedor, una trampa de partículas y similares. En cuanto a los medios filtrantes utilizables, es conocido también el recurso de utilizar velos de fibras metálicas permeables al gas. La presente invención concierne especialmente a la fabricación de un velo de fibras para esta finalidad de utilización. Se conoce por el documento EP 0 411 421 A un procedimiento para fabricar un filtro de varias capas de alambras, uniéndose los alambres uno con otro por soldadura de costura con rodillos. El documento US 3,026,404 revela un dispositivo para la soldadura de perfiles, en el que unas costuras de soldadura generadas por soldadura de costura con rodillos están yuxtapuestas, pero se aplican en estaciones siguientes. Un procedimiento correspondiente es conocido también por el documento US-A1-2,065,546. El documento DE-C1-355662 revela una máquina de soldadura para soldar rejillas, en la que pueden estar previstos varios pares de electrodos para soldar simultáneamente varios puntos de cruce de la rejilla. Debido a la combustión intermitente en tales motores de combustión interna, como, por ejemplo, motores Otto o Diésel, se presentan en el sistema de gas de escape unas cargas térmicas y dinámicas considerables para tal velo de fibras. Por este motivo, es necesario realizar tales velos de fibras con una resistencia especialmente alta a fin de evitar un desprendimiento de fibras durante el funcionamiento. Esto, por un lado, tendría la consecuencia de que no se puede conservar permanentemente el efecto de filtrado deseado del velo de fibras y, por otro lado, las fibras desprendidas ponen en peligro, en ciertas circunstancias, a unidades pospuestas de depuración de gas o incluso a las personas que se encuentren en el entorno. En la fabricación de tales velos de fibras se conocen procedimientos en los que se forman uniones de soldadura y/o uniones de sinterización entre las fibras del velo. Con miras a una fabricación de tales velos de fibras en una operación de producción en serie, se deberán utilizar preferiblemente procedimientos de soldaduras, ya que éstos pueden realizarse con una alta velocidad. Sin embargo, se ha visto a este respecto que no se pueden generar uniones de soldadura en la cantidad deseada con una seguridad suficiente del proceso. Partiendo de esto, el problema de la presente invención consiste en mitigar al menos parcialmente los problemas técnicos expuestos con relación al estado de la técnica. En particular, se trata aquí del problema de indicar un procedimiento para fabricar un velo de fibras metálicas y un dispositivo para soldar fibras metálicas, que generen uniones de soldadura en un número suficiente grande de sitios del velo con seguridad para el proceso y también en el marco de una fabricación en serie. Se pretende proporcionar aquí un velo de fibras que resista especialmente los esfuerzos térmicos y dinámicos en el sistema de gas de escape de un motor de combustión interna móvil. Asimismo, se pretende indicar velos adecuados para esta finalidad de utilización. Estos problemas se resuelven con un procedimiento para fabricar un velo dotado de las características según la reivindicación 1, un dispositivo para soldar fibras metálicas dotado de las características de la reivindicación 5 y un cuerpo de nido de abeja con las características según la reivindicación 14. Otras ejecuciones ventajosas de la invención se describen en las respectivas reivindicaciones formuladas en forma subordinada. Las características indicadas individualmente en las reivindicaciones pueden combinarse aquí unas con otras de cualquier manera tecnológicamente conveniente de modo que se indiquen con ellas otras ejecuciones de la ejecución. El procedimiento según la invención para fabricar un velo de fibras metálicas comprende al menos los pasos de: a) formación de una capa con fibras metálicas y b) soldadura de las fibras una con otra para producir un velo, en donde el paso b) comprende una realización repetida de un proceso de soldadura respecto de un tramo del velo de modo que este tramo sea comprimido en mayor medida y se formen uniones de soldadura adicionales. Con un velo se quiere dar a entender especialmente una estructura plana en la que las fibras que forman el velo pueden estar dispuestas en forma ordenada o enmarañada unas con otras. Ejemplos de un velo son tejidos, 2 estructuras de rejilla, géneros de punto, capas enmarañadas, etc. El velo puede comprender en principio también al menos un material aditivo, tal como, por ejemplo, velos de otra clase, polvos o similares, estando este último unido finalmente con el velo en forma imperdible. El velo se forma con fibras que son de un material resistente a altas temperaturas y estable frente a la corrosión. La fibra representa especialmente una designación para un elemento alargado y comprende especialmente también elementos de forma de alambre, de forma de viruta y similares. Las fibras metálicas pueden estar realizadas sustancialmente en forma redonda, ovalada o poligonal. Se prefieren especialmente fibras con una sección transversal plana. Las fibras metálicas comprenden especialmente un material que incluye sustancialmente acero como material básico, estando previstas preferiblemente altas proporciones de cromo (por ejemplo, en un intervalo de 18 a 21% en peso) y/o aluminio (por ejemplo, al menos 4,5% en peso, especialmente al menos 5,5% en peso). En principio, se pueden utilizar también fibras aluminizadas. Estas fibras metálicas están realizadas preferiblemente con una longitud de fibra en el intervalo de 0,1 a 50 mm (especialmente en un intervalo de 1 a 10 mm) y un diámetro de fibra en el intervalo de 0,01 a 0,1 mm (especialmente en un intervalo de 0,02 a 0,05 mm). La porosidad del velo a fabricar está preferiblemente en un intervalo de 30% a 80%, especialmente en un intervalo de 45% a 60%. La formación de una capa según el paso a) comprende, por ejemplo, el regado de un sustrato con fibras de modo que éstas se dispongan al menos parcialmente una sobre otra. Si la capa tiene el espesor deseado o el peso específico deseado (por ejemplo, en el intervalo de 250 a 1500 g/m 2 ), se alimenta entonces este conjunto más suelto de fibras metálicas a un proceso de soldadura. Como puede deducirse del paso b), la soldadura de las fibras una con otra se efectúa mediante una realización repetida de un proceso de soldadura respecto de un tramo del velo o de la capa. Con un tramo se quiere dar a entender especialmente una zona parcial del velo o de la capa en la dirección del transporte. Regularmente, un proceso de soldadura actúa sobre un tramo de esta clase, generándose dentro de este tramo sustancialmente al mismo tiempo varias uniones de soldadura entre fibras diferentes. Se propone aquí ahora que este tramo sea sometido varias veces a un proceso de soldadura, generándose cada vez uniones de soldadura diferentes. Así, con un primer proceso de soldadura se genera en el tramo un número determinado de uniones de soldadura, se alimenta este tramo a otro proceso de soldadura y durante este segundo proceso de soldadura se generan otras uniones de soldadura. Preferiblemente, el proceso de soldadura se realiza dos veces. Respecto del proceso de soldadura, se utilizan preferiblemente procesos de soldadura por resistencia. En este caso, los varios procesos de soldadura pueden realizarse con diferentes métodos de soldadura, pero se prefiere la realización de dos procesos de soldadura del mismo método de soldadura, ya que de esta manera se puede reducir el coste técnico respecto de las instalaciones de soldadura. Ventajosamente, la realización de los procesos de soldadura se efectúan en forma regulada, es decir que están previstos... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un velo (1) de fibras metálicas (2), que comprende al menos los pasos siguientes: a) formación de una capa (3) con fibras metálicas (2) y b) soldadura de las fibras (2) una con otra para obtener un velo (1), caracterizado porque el paso b) comprende una realización repetida de un proceso de soldadura con respecto a un tramo (4) del velo (1), de modo que este tramo (4) es comprimido en mayor medida y se forman uniones de soldadura adicionales. 2. Procedimiento según la reivindicación 1, en el que el paso b) se realiza por soldadura de costura con rodillos. 3. Procedimiento según la reivindicación 1 ó 2, en el que se forman durante el paso b) varias costuras de soldadura (5) que se cruzan una con otra. 4. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que se conduce un gas protector hacia el tramo (4) del velo (1) durante el paso b). 5. Dispositivo (6) para soldar fibras metálicas (2), que comprende al menos los componentes siguientes: - un equipo de alimentación (7) para una capa (3) de fibras metálicas (2), - una primera estación de soldadura (8), en donde se comprime un tramo (4) de la capa (3) y pueden generarse en este tramo (4) de la capa (3) unas uniones (10) entre las fibras (2), caracterizado porque - está prevista una segunda estación de soldadura (9) y a esta segunda estación de soldadura (9) puede alimentarse el tramo (4) parcialmente consolidado y soldado de la capa (3) y se pueden generar otras uniones (10) entre las fibras (2) y se puede producir una compresión adicional, estando concebido el dispositivo (6) de modo que se formen por la primera estación de soldadura (8) y la segunda estación de soldadura (9) varias costuras de soldadura (5) que se crucen una con otra. 6. Dispositivo (6) según la reivindicación 5, en el que la primera estación de soldadura (8) y la segunda estación de soldadura (9) son adecuadas para realizar la soldadura de costura con rodillos. 7. Dispositivo (6) según la reivindicación 6, en el que al menos una de entre la primera estación de soldadura (8) y la segunda estación de soldadura (9) presenta al menos dos electrodos de rodillo (11) a través de los cuales puede conducirse la capa (3) con fibras (2) y los cuales pueden materializar un flujo de corriente a través de las fibras (2), presentando al menos un electrodo de rodillo (9) unos medios para variar la posición de soldadura (12). 8. Dispositivo (6) según la reivindicación 6 ó 7, en el que al menos un electrodo de rodillo (11) está construido con varias secciones (13) que, independientemente una de otra, pueden generar un flujo de corriente a través de las fibras (2) contactadas por ellas. 9. Dispositivo (6) según la reivindicación 8, en el que las varias secciones (13) del al menos un electrodo de rodillo (11) están decaladas una respecto de otra en la dirección de transporte (16) de la capa (3). 10. Dispositivo (6) según cualquiera de las reivindicaciones 6 a 9, en el que al menos un electrodo de rodillo (11) está construido con un perfil (14). 11. Dispositivo (6) según cualquiera de las reivindicaciones 6 a 10, en el que al menos una estación de soldadura (8, 9) está construida con medios para variar la posición de un eje de rotación (15) de al menos un electrodo de rodillo (11). 12. Dispositivo (6) según cualquiera de las reivindicaciones 6 a 11, en el que están previstos unos medios para variar la posición de las estaciones de soldadura (8, 9) una respecto de otra. 13. Dispositivo (6) según cualquiera de las reivindicaciones 6 a 12, en el que al menos una estación de soldadura (8, 9) está construida con medios para proporcionar un gas protector en la zona de la posición de soldadura (12). 14. Cuerpo de nido de abeja (31) que presenta varias láminas metálicas estructuradas (32) y varios velos (1) y que está construido de modo que están formados varios canales (34) que pueden ser recorridos por un gas de escape en una dirección de circulación (33), comprendiendo los velos (1) fibras metálicas (2) de un material resistente a altas temperaturas y estable frente a la corrosión, caracterizado porque el velo (1) está comprimido varias veces en un tramo (4) y presenta uniones de soldadura obtenidas con un procedimiento según cualquiera de las reivindicaciones 1 a 5 o con un dispositivo (6) según cualquiera de las reivindicaciones 6 a 13, estando formadas varias costuras de soldadura (5) que se cruzan una con otra. 15. Uso de un cuerpo de nido de abeja (31) según la reivindicación 14 para filtrar una corriente de gas de escape. 9 11 12 13
Patentes similares o relacionadas:
PROCEDIMIENTO PARA LA FABRICACIÓN MECÁNICA DE UN ESTERA DE REFUERZO Y DISPOSITIVO DE SOLDADURA, del 14 de Noviembre de 2011, de PROGRESS MASCHINEN & AUTOMATION AG: Procedimiento para la fabricación mecánica de una estera de refuerzo, en el que varias barras transversales distanciadas entre sí, esencialmente paralelas, […]
MEDIO PLEGADO DE FIBRAS METALICAS SINTERIZADAS, del 23 de Septiembre de 2010, de NV BEKAERT SA: Un medio de fibras metálicas sinterizadas, que comprende por lo menos un pliegue , comprendiendo dicho pliegue una primera ala […]
FILTRO PARA UN CONJUNTO DE PAQUETE DE HILATURA, del 21 de Julio de 2010, de NV BEKAERT SA: Un filtro de paquete de hilatura que comprende una estructura porosa de fibras metálicas cortas sinterizadas, teniendo dichas fibras metálicas cortas […]
MEDIO DE FIBRAS METALICAS SINTERIZADAS, del 2 de Junio de 2010, de NV BEKAERT SA: Un medio de fibras metálicas sinterizadas que comprende al menos una primera capa de fibras metálicas que proporciona una primera superficie externa […]
METODO DE FABRICACION DE UN MEDIO DE FIBRAS METALICAS SINTERIZADO, del 24 de Mayo de 2010, de NV BEKAERT SA: Un método de fabricación de un medio de fibras metálicas sinterizado, que comprende los pasos de:
proporcionar fibras metálicas, teniendo dichas […]
BLOQUE PARA LA FILTRACIÓN DE PARTÍCULAS CONTENIDAS EN LOS GASES DE ESCAPE DE UN MOTOR DE COMBUSTIÓN INTERNA, del 22 de Junio de 2011, de SAINT-GOBAIN CENTRE DE RECHERCHES ET D'ETUDES EUROPEEN: Cuerpo filtrante destinado a un filtro de partículas de gases de escape de un motor de combustión interna, comprendiendo dicho cuerpo filtrante […]
PROCEDIMIENTO Y DISPOSITIVO PARA REDUCIR EL NÚMERO DE PARTÍCULAS EN EL GAS DE ESCAPE DE UN MOTOR DE COMBUSTIÓN INTERNA, del 20 de Abril de 2011, de EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH: Dispositivo para reducir el número de partículas en el gas de escape de un motor de combustión interna, que comprende al menos dos estructuras que […]
FILTRO DE PARTÍCULAS DIÉSEL PARA PURIFICACIÓN DE GAS DE ESCAPE, del 29 de Marzo de 2011, de Mitsubishi Jidosha Kogyo Kabushiki Kaisha
Dowa Electronics Materials Co., Ltd: Filtro de partículas diésel, que comprende: un soporte que tiene funciones de filtro; y un óxido complejo de tipo perovskita llevado por el soporte y […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 MEDIO PLEGADO DE FIBRAS METALICAS SINTERIZADAS, del 23 de Septiembre de 2010, de NV BEKAERT SA: Un medio de fibras metálicas sinterizadas, que comprende por lo menos un pliegue , comprendiendo dicho pliegue una primera ala […]
MEDIO PLEGADO DE FIBRAS METALICAS SINTERIZADAS, del 23 de Septiembre de 2010, de NV BEKAERT SA: Un medio de fibras metálicas sinterizadas, que comprende por lo menos un pliegue , comprendiendo dicho pliegue una primera ala […] FILTRO PARA UN CONJUNTO DE PAQUETE DE HILATURA, del 21 de Julio de 2010, de NV BEKAERT SA: Un filtro de paquete de hilatura que comprende una estructura porosa de fibras metálicas cortas sinterizadas, teniendo dichas fibras metálicas cortas […]
FILTRO PARA UN CONJUNTO DE PAQUETE DE HILATURA, del 21 de Julio de 2010, de NV BEKAERT SA: Un filtro de paquete de hilatura que comprende una estructura porosa de fibras metálicas cortas sinterizadas, teniendo dichas fibras metálicas cortas […] MEDIO DE FIBRAS METALICAS SINTERIZADAS, del 2 de Junio de 2010, de NV BEKAERT SA: Un medio de fibras metálicas sinterizadas que comprende al menos una primera capa de fibras metálicas que proporciona una primera superficie externa […]
MEDIO DE FIBRAS METALICAS SINTERIZADAS, del 2 de Junio de 2010, de NV BEKAERT SA: Un medio de fibras metálicas sinterizadas que comprende al menos una primera capa de fibras metálicas que proporciona una primera superficie externa […]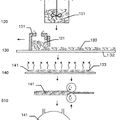 METODO DE FABRICACION DE UN MEDIO DE FIBRAS METALICAS SINTERIZADO, del 24 de Mayo de 2010, de NV BEKAERT SA: Un método de fabricación de un medio de fibras metálicas sinterizado, que comprende los pasos de:
proporcionar fibras metálicas, teniendo dichas […]
METODO DE FABRICACION DE UN MEDIO DE FIBRAS METALICAS SINTERIZADO, del 24 de Mayo de 2010, de NV BEKAERT SA: Un método de fabricación de un medio de fibras metálicas sinterizado, que comprende los pasos de:
proporcionar fibras metálicas, teniendo dichas […]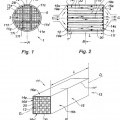 BLOQUE PARA LA FILTRACIÓN DE PARTÍCULAS CONTENIDAS EN LOS GASES DE ESCAPE DE UN MOTOR DE COMBUSTIÓN INTERNA, del 22 de Junio de 2011, de SAINT-GOBAIN CENTRE DE RECHERCHES ET D'ETUDES EUROPEEN: Cuerpo filtrante destinado a un filtro de partículas de gases de escape de un motor de combustión interna, comprendiendo dicho cuerpo filtrante […]
BLOQUE PARA LA FILTRACIÓN DE PARTÍCULAS CONTENIDAS EN LOS GASES DE ESCAPE DE UN MOTOR DE COMBUSTIÓN INTERNA, del 22 de Junio de 2011, de SAINT-GOBAIN CENTRE DE RECHERCHES ET D'ETUDES EUROPEEN: Cuerpo filtrante destinado a un filtro de partículas de gases de escape de un motor de combustión interna, comprendiendo dicho cuerpo filtrante […]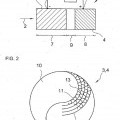 PROCEDIMIENTO Y DISPOSITIVO PARA REDUCIR EL NÚMERO DE PARTÍCULAS EN EL GAS DE ESCAPE DE UN MOTOR DE COMBUSTIÓN INTERNA, del 20 de Abril de 2011, de EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH: Dispositivo para reducir el número de partículas en el gas de escape de un motor de combustión interna, que comprende al menos dos estructuras que […]
PROCEDIMIENTO Y DISPOSITIVO PARA REDUCIR EL NÚMERO DE PARTÍCULAS EN EL GAS DE ESCAPE DE UN MOTOR DE COMBUSTIÓN INTERNA, del 20 de Abril de 2011, de EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH: Dispositivo para reducir el número de partículas en el gas de escape de un motor de combustión interna, que comprende al menos dos estructuras que […] FILTRO DE PARTÍCULAS DIÉSEL PARA PURIFICACIÓN DE GAS DE ESCAPE, del 29 de Marzo de 2011, de Mitsubishi Jidosha Kogyo Kabushiki Kaisha
Dowa Electronics Materials Co., Ltd: Filtro de partículas diésel, que comprende: un soporte que tiene funciones de filtro; y un óxido complejo de tipo perovskita llevado por el soporte y […]
FILTRO DE PARTÍCULAS DIÉSEL PARA PURIFICACIÓN DE GAS DE ESCAPE, del 29 de Marzo de 2011, de Mitsubishi Jidosha Kogyo Kabushiki Kaisha
Dowa Electronics Materials Co., Ltd: Filtro de partículas diésel, que comprende: un soporte que tiene funciones de filtro; y un óxido complejo de tipo perovskita llevado por el soporte y […]