Un aparato que rota de forma selectiva artículos sin impactar ni contactar con sus frontales o laterales,
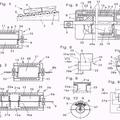
que comprende un primer transportador que tiene una primera pluralidad de componentes individuales rotatorios de transporte y un segundo transportador situado en paralelo y al lado del primer transportador que tiene una segunda pluralidad de componentes individuales rotatorios de transporte, en el que cada uno de los componentes individuales rotatorios de transporte de la primera pluralidad de componentes individuales rotatorios de transporte y la segunda pluralidad de componentes rotatorios de transporte incluyen rodillos activos, y en el que el primer transportador es un primer transportador (1) de rodillos activos que contiene una primera pluralidad de rodillos activos y el segundo transportador es un segundo transportador (2) de rodillos activos que contiene una segunda pluralidad de rodillos activos, en el que la primera pluralidad de rodillos activos del primer transportador (1) de rodillos activos son accionados por una primera correa de accionamiento (6), y en el que la segunda pluralidad de rodillos activos del segundo transportador (2) de rodillos activos son accionados por una segunda correa de accionamiento (6), que comprende además un motor (5) conectado operativamente al primer transportador (1) de rodillos activos a través de la primera correa de accionamiento (6), caracterizado porque el motor (5) se conecta operativamente al segundo transportador (2) de rodillos activos por la segunda correa de accionamiento (6), una primera pluralidad de rodillos de apoyo (7) impulsa la primera correa de accionamiento (6) contra la primera pluralidad de rodillos activos del primer transportador (1) de rodillos activos y una segunda pluralidad de rodillos de frenado (11) impulsa la segunda correa de accionamiento (6) contra la segunda pluralidad de rodillos activos del segundo transportador (2) de rodillos activos, en el que la segunda pluralidad de rodillos de apoyo (11) son controlados por una pluralidad de conjuntos de embrague/freno (12), y en el que un artículo (9) que se mueve en un aparato de rotación de artículos rota alrededor de un eje generalmente vertical del artículo (9) mediante la variación selectiva de una velocidad de por lo menos uno de los componentes individuales rotatorios de transporte dentro de ya sea la primera pluralidad de componentes individuales rotatorios de transporte o la segunda pluralidad de componentes rotatorios de transporte, en el que el artículo (9) se rota mediante ya sea la detención o inversión de por lo menos uno de los componentes individuales rotatorios de transporte dentro de ya sea la primera pluralidad de componentes individuales rotatorios de transporte o la segunda pluralidad de componentes rotatorios de transporte, en el que por lo menos un componente individual rotatorio de transporte dentro de ya sea la primera pluralidad de componentes individuales rotatorios de transporte o la segunda pluralidad de componentes rotatorios de transporte se detiene durante un período de tiempo específico según se determina por un valor almacenado en un temporizador de rotación, que comprende además por lo menos un sensor que detecta la posición del artículo (9) sobre el aparato que rota de forma selectiva artículos en el que la posición del artículo (9) se utiliza para por lo menos ya sea activar o desactivar el temporizador de rotación, en el que el período específico de tiempo de rotación se puede ajustar para controlar la cantidad de rotación angular que se rota el artículo (9) alrededor del eje generalmente vertical del artículo (9).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2004/038249.
Solicitante: FKI LOGISTEX INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 9301 OLIVE BOULEVARD ST. LOUIS, MO 63132 ESTADOS UNIDOS DE AMERICA.
Inventor/es: NEVILLE,Brian,E.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Noviembre de 2004.
Clasificación Internacional de Patentes:
B65G13/075TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 13/00 Caminos de rodadura (dispositivos de almacenamiento que tienen caminos de rodadura B65G 1/02; transportadores de cadenas sin fin que tienen rodillos que soportan la carga B65G 17/00; rodillos o sus instalaciones B65G 39/00). › Medios de frenado.
B65G47/244E
Clasificación PCT:
B65G1/00B65G […] › Almacenamiento de objetos, individualmente o con un cierto orden, en almacenes o depósitos (combinaciones de transportadores en almacenes, tiendas o talleres, B65G 37/00; apilado de objetos B65G 57/00; sacado de objetos de pilas B65G 59/00; máquinas de carga B65G 65/02).
Clasificación antigua:
B65G1/00B65G […] › Almacenamiento de objetos, individualmente o con un cierto orden, en almacenes o depósitos (combinaciones de transportadores en almacenes, tiendas o talleres, B65G 37/00; apilado de objetos B65G 57/00; sacado de objetos de pilas B65G 59/00; máquinas de carga B65G 65/02).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Campo Técnico La invención se refiere a un conjunto de rotación de artículos para la rotación de artículos transportados. Más particularmente, la invención se refiere a un aparato y un método para la rotación en línea de los artículos seleccionados sin hacer contacto o golpear con los artículos. Técnica anterior Los conjuntos giradores de artículos son bien conocidos para la rotación de artículos transportados, es decir, para la rotación de artículos una cantidad determinada, generalmente 90°, a medida que son transportados a lo largo de un recorrido. Los conjuntos giradores de artículos tienen muchas aplicaciones en diversas aplicaciones de manipulación de artículos. Por ejemplo, un conjunto girador de artículos se utiliza a menudo como parte de un formador de patrones de un paletizador. Los dispositivos conocidos de rotación de artículos tienen unas características operativas y estructurales que no los hacen deseables para su uso con muchos productos y paquetes. Hoy en día, las operaciones de transporte de alta velocidad hacen inaceptable cualquier desaceleración en el movimiento a lo largo de la línea o cualquier parada de la línea causada por el deterioro de un paquete o producto. Algunos conjuntos giradores de artículos requieren el contacto entre el elemento operativo del conjunto girador de artículos y una superficie frontal y/o lateral del artículo para girar el artículo. Los conjuntos giradores de artículos de este tipo se denominan giradores de "golpe" o de "poste de giro". En este tipo de conjunto giratorio de artículos, el artículo se transporta de manera que la superficie frontal del artículo contacta con un poste de giro que se extiende verticalmente y gira alrededor del poste de giro para llevar a cabo la deseada rotación de 90° del artículo. El artículo impacta con el poste de giro con una fuerza considerable cuando el artículo se transporta a altas velocidades. En el caso habitual en el que el artículo comprende un paquete que contiene productos, este impacto puede dar lugar a una abrasión sustancial u otra alteración del paquete y puede dañar los productos contenidos en el paquete. El documento US 6.126.383 utiliza un mecanismo de desvío, que empuja los casos girados hacia el lado a una velocidad muy alta. Esta desviación provoca el impacto y la fricción de los lados de cada artículo girado, al tiempo que requiere que la parte inferior del artículo se deslice por el transportador de alimentación. Son posibles los daños en el contenido del paquete (por ejemplo, botellas de vidrios sueltas en un caso), mientras que algunos paquetes sueltos de lados blandos (por ejemplo, paquetes de toallas de papel o pilas de periódicos) se pueden dañar por los lados o en el fondo. Los artículos empaquetados sueltos pueden solaparse o no desplazarse en la parte inferior, provocando un giro defectuoso o no girar en absoluto. Este dispositivo también se basa en unas guías en el extremo de descarga del mecanismo de rotación para cuadrar y centrar los artículos girados, que es otro punto de potenciales daños al producto por impacto o fricción, o atascos de productos. Muchos giradores requieren un número significativo de ajustes precisos cuando cambian de un tamaño del artículo a otro. Cuando se cambia de productos debe hacerse el ajuste del ángulo de transporte, la posición del desviador, la posición horizontal y vertical del transportador y la diferencia de velocidad. Como la mayoría de los usuarios ejecutan una variedad de diferentes productos (a veces cambios cada hora) no es deseable este tedioso proceso de ajuste y afinación precisa. Si bien los ajustes pueden escribirse y repetirse en cierta medida, cada vez que un producto se va a ejecutar, es un proceso muy difícil de prueba y error obtener inicialmente los ajustes correctos. Se pueden utilizar dispositivos de accionamiento lineal automático para reducir la introducción manual en el cambio de artículo, pero esto aumenta significativamente el coste y la complejidad del dispositivo. Brewpack Ltd. de Surrey, Inglaterra hace un girador en línea de doble cinta tipo Mattop, que utiliza dos cintas transportadoras modulares de plástico en paralelo, comúnmente conocidas como cintas Mattop. El dispositivo consiste típicamente en una cinta ancha con un material de baja fricción, y una cinta estrecha de mayor fricción que discurre paralela a la cinta ancha. Ambas cintas discurren a velocidades constantes pero diferentes, de modo que cuando un artículo está en contacto con las dos cintas, el artículo tiende a rotar (sin embargo, no alrededor de su centro de gravedad o centro geométrico). Los artículos son alimentados en el girador en gran medida en contacto con la cinta ancha de baja fricción. La cinta estrecha de alta fricción se mantiene ligeramente por debajo del nivel de la cinta ancha, si el artículo debe permanecer sin girar. Si el artículo se debe girar entonces uno o más elementos de accionamiento elevan una o varias secciones de la cinta estrecha para proporcionar la diferencia de velocidad necesaria para la rotación del artículo. Dado que la mayoría del artículo debe descansar en la cinta ancha de modo que se transporta de una manera estable, cuando no se gira, sólo uno de los bordes está en contacto con la cinta estrecha de alta fricción cuando el artículo se debe girar. Este estilo de girador, básicamente, hace referencia de los artículos girados y no girados a un lado del dispositivo (el lado con la cinta estrecha.) Se necesita una gran distancia entre los artículos girados y no girados ya que las secciones de la cinta estrecha que suben y bajan son relativamente largas (un artículo girado no puede estar en esta sección a la vez que está un artículo no girado). Los artículos no giran alrededor de sus centros geométricos o sus centros de gravedad. Los 2 artículos reciben una referencia a un lado del dispositivo con su salida. Esto puede tener un impacto negativo en el funcionamiento de los equipos aguas abajo, tales como separadores de listones o transportadores formadores de patrones. En muchas aplicaciones es deseable que los productos salgan del girador por la línea central. Hay varios diseños para dispositivos que emplean el método "levantar y girar" para la rotación selectiva de artículos. Sin embargo, este es un proceso muy lento, y no es adecuado para aplicaciones en línea de alta velocidad. El documento US 3.580.379 describe un dispositivo de rotación de artículos que utiliza un método de tipo "separador de listones" para la rotación de paquetes. Este tipo de dispositivo es muy difícil de controlar y ajustar con precisión. Diferentes tamaños de artículo pueden necesitar diferentes tamaños de platos y ubicaciones de carriles que lo convierten en un dispositivo poco práctico para su uso con múltiples productos. El documento EP 881 173 describe un transportador para cartón u hojas de papel de bajo peso específico. Comprende unas piezas de transportador para cambiar el sentido de los artículos. Estas piezas se encuentran lado a lado a lo largo de la trayectoria de los artículos. Unos elementos de accionamiento de velocidad ajustable se conectan a cada una de las partes del transportador. Un cajón con un ventilador aplica los artículos contra las partes del transportador para comunicar diferentes velocidades a las superficies de los artículos. El documento WO 00/76887 se refiere a un dispositivo para la manipulación de productos en paquetes individuales que comprende una configuración extensa de distribución plana. El dispositivo consiste en varios elementos de transporte de distribución plana. Estos elementos de transporte pueden accionarse de forma independiente entre sí a una velocidad variable en cualquier dirección elegida y garantizan el movimiento independiente de los productos empaquetados individualmente que van a ser manipulados. El dispositivo de control coordina dichos movimientos individuales, conjuntamente con el sistema de procesamiento de imágenes, de manera que permite que los productos empaquetados individualmente e introducidos al azar sean separados, alineados, transportados, clasificados, almacenados y secuenciados. Hay varios diseños para los giradores de artículos que consisten en varios transportadores en paralelo con diferencias fijas de velocidad en los que se rotan todos los artículos que pasan a través del dispositivo. Sumario de la invención La presente invención comprende un aparato de rotación de artículos sin contacto y el procedimiento que rota de forma selectiva los artículos sin impactar ni contactar con sus frontales o laterales. Estos y otros objetos y ventajas de la invención serán evidentes en adelante. En particular, la presente invención proporciona un aparato que rota de forma selectiva artículos sin impactar ni contactar con sus frontales o laterales, que comprende un primer... [Seguir leyendo]
Reivindicaciones:
1. Un aparato que rota de forma selectiva artículos sin impactar ni contactar con sus frontales o laterales, que comprende un primer transportador que tiene una primera pluralidad de componentes individuales rotatorios de transporte y un segundo transportador situado en paralelo y al lado del primer transportador que tiene una segunda pluralidad de componentes individuales rotatorios de transporte, en el que cada uno de los componentes individuales rotatorios de transporte de la primera pluralidad de componentes individuales rotatorios de transporte y la segunda pluralidad de componentes rotatorios de transporte incluyen rodillos activos, y en el que el primer transportador es un primer transportador (1) de rodillos activos que contiene una primera pluralidad de rodillos activos y el segundo transportador es un segundo transportador (2) de rodillos activos que contiene una segunda pluralidad de rodillos activos, en el que la primera pluralidad de rodillos activos del primer transportador (1) de rodillos activos son accionados por una primera correa de accionamiento (6), y en el que la segunda pluralidad de rodillos activos del segundo transportador (2) de rodillos activos son accionados por una segunda correa de accionamiento (6), que comprende además un motor (5) conectado operativamente al primer transportador (1) de rodillos activos a través de la primera correa de accionamiento (6), caracterizado porque el motor (5) se conecta operativamente al segundo transportador (2) de rodillos activos por la segunda correa de accionamiento (6), una primera pluralidad de rodillos de apoyo (7) impulsa la primera correa de accionamiento (6) contra la primera pluralidad de rodillos activos del primer transportador (1) de rodillos activos y una segunda pluralidad de rodillos de frenado (11) impulsa la segunda correa de accionamiento (6) contra la segunda pluralidad de rodillos activos del segundo transportador (2) de rodillos activos, en el que la segunda pluralidad de rodillos de apoyo (11) son controlados por una pluralidad de conjuntos de embrague/freno (12), y en el que un artículo (9) que se mueve en un aparato de rotación de artículos rota alrededor de un eje generalmente vertical del artículo (9) mediante la variación selectiva de una velocidad de por lo menos uno de los componentes individuales rotatorios de transporte dentro de ya sea la primera pluralidad de componentes individuales rotatorios de transporte o la segunda pluralidad de componentes rotatorios de transporte, en el que el artículo (9) se rota mediante ya sea la detención o inversión de por lo menos uno de los componentes individuales rotatorios de transporte dentro de ya sea la primera pluralidad de componentes individuales rotatorios de transporte o la segunda pluralidad de componentes rotatorios de transporte, en el que por lo menos un componente individual rotatorio de transporte dentro de ya sea la primera pluralidad de componentes individuales rotatorios de transporte o la segunda pluralidad de componentes rotatorios de transporte se detiene durante un período de tiempo específico según se determina por un valor almacenado en un temporizador de rotación, que comprende además por lo menos un sensor que detecta la posición del artículo (9) sobre el aparato que rota de forma selectiva artículos en el que la posición del artículo (9) se utiliza para por lo menos ya sea activar o desactivar el temporizador de rotación, en el que el período específico de tiempo de rotación se puede ajustar para controlar la cantidad de rotación angular que se rota el artículo (9) alrededor del eje generalmente vertical del artículo (9). 2. El aparato que rota de forma selectiva artículos de la reivindicación 1 caracterizado porque cada uno de la pluralidad de conjuntos de embrague/freno (12) comprende una electroválvula (13), un cilindro neumático guiado, una pastilla de freno (15) y un sensor de embrague/freno (18). 3. El aparato de la reivindicación 2, caracterizado porque cada uno de los conjuntos de embrague/freno (12) se conecta operativamente a por lo menos uno de entre la segunda pluralidad de rodillos de apoyo (7), y el por lo menos uno de la segunda pluralidad de rodillos de apoyo (11) y por lo menos una pastilla de freno (15) se une a un conjunto de conector (16) unido a un vástago (17) de cilindro del cilindro neumático guiado. 4. El aparato de la reivindicación 3, caracterizado porque el cilindro neumático guiado (20) se extiende normalmente, con el por lo menos uno de la segunda pluralidad de rodillos de apoyo (11) empujando contra la segunda correa de accionamiento (6) para accionar por lo menos uno de los rodillos (8) de transportador del segundo transportador (2) de rodillos activos. 5. El aparato de la reivindicación 4, caracterizado porque el sensor del embrague/freno (18) de uno de la pluralidad de conjuntos de embrague/freno (12) detecta el artículo (9) seleccionado para ser rotado a medida que se desplaza en el aparato que rota de forma selectiva artículos, en el que tras dicha detección, el sensor (18) proporciona una señal a un dispositivo de control que activa la electroválvula (13) del conjunto de embrague/freno relacionado para mover el conector desde el conjunto de embrague/freno relacionado de tal manera que las pastillas de freno (15) montadas en el conector hacen contacto con por lo menos uno de los rodillos activos del segundo transportador (2) de rodillos activos y por lo menos un rodillo de apoyo de la segunda pluralidad de rodillos de apoyo (11) se impulsa lejos de la segunda correa de accionamiento (6) para con ello detener el por lo menos un rodillo activo del segundo transportador (2) de rodillos activos a partir de la rotación. 9 6. El aparato de la reivindicación 5, caracterizado porque el dispositivo de control ajusta de manera variable el periodo en el que se activa y desactiva cada uno de la pluralidad de conjuntos de embrague/freno (12). 7. El aparato de la reivindicación 6, caracterizado porque el período en el que se activa y desactiva cada uno de los conjuntos individuales de embrague/freno (12) se relaciona con una cantidad que se rota el artículo (9) en el aparato de rotación de artículo sin contacto alrededor su eje generalmente vertical. 8. El aparato de la reivindicación 7, caracterizado porque la activación de la electroválvula (13) del conjunto de embrague/freno hace que el vástago (17) de cilindro se mueva, lo que a su vez mueve por lo menos uno de la segunda serie de rodillos de apoyo (11) lejos de por lo menos un rodillo activo del segundo transportador (2) de rodillos activos, y al mismo tiempo aplica las pastillas de freno (15) a por lo menos uno de los rodillos activos del segundo transportador (2) de rodillos activos para detener la rotación del rodillo activo. 9. El aparato de la reivindicación 8, caracterizado porque la electroválvula (13) para uno de la pluralidad de conjuntos de embrague/freno (12) se desactiva cuando el detector de embrague/freno detecta que el artículo (9) ha pasado por lo menos por uno de la segunda pluralidad de rodillos activos del segundo transportador (2) de rodillos activos del que se ha detenido su rotación, lo que permite que el conector se mueva hacia arriba para liberar la presión aplicada por las pastillas de freno (15) al rodillo activo cuya rotación se ha detenido, mientras que el conector al mismo tiempo impulsa por lo menos un rodillo de apoyo del segundo grupo de rodillos de apoyo (11) al contacto con la segunda correa de accionamiento (6) de tal manera que la segunda correa de accionamiento (6) rota el por lo menos un rodillo activo del segundo transportador (2) de rodillos activos. 10. El aparato de la reivindicación 9, caracterizado porque la cantidad de tiempo que el artículo (9) tarda en rotar alrededor de su eje generalmente vertical se basa en la velocidad de transporte del primer transportador (1) de rodillos activos y el segundo transportador (2) de rodillos activos y por lo menos el tamaño del artículo (9), el peso del artículo (9), la forma del artículo (9) o el método de empaquetado del artículo (9). 11. El aparato de la reivindicación 10, caracterizado porque todos los conjuntos aplicables de embrague/freno (12) actuarán al mismo tiempo que cuando el artículo (9) se ha desplazado lo suficientemente lejos en el aparato que rota de forma selectiva artículos con el fin de que se encuentre por completo en por lo menos uno de la segunda pluralidad de rodillos activos del segundo transportador (2) de rodillos activos que están equipados con conjuntos de embrague/freno (12). 12. El aparato de la reivindicación 10, caracterizado porque, a medida que el artículo (9) comienza a rotar y moverse adelante, los conjuntos de embrague/freno (12) se accionan de forma selectiva cuando sus respectivos sensores de embrague/freno (18) se disparan hasta que expira un tiempo de rotación asignado. 13. El aparato de la reivindicación 12, caracterizado porque todos los conjuntos de embrague/freno (12) que todavía están acoplados se desacoplarán al mismo tiempo para restaurar el accionamiento a toda la segunda pluralidad de rodillos activos del segundo transportador (2) de rodillos activos debajo del artículo (9) para detener la rotación del artículo (9) cuando el artículo (9) ha girado una cantidad deseada de rotación alrededor de su eje generalmente vertical. 14. El aparato de la reivindicación 13, caracterizado porque comprende además un modo de autocorrección que le da al aparato que rota de forma selectiva artículos la capacidad de detectar si el artículo (9) ha girado correctamente o no, a medida que sale del aparato que rota de forma selectiva artículos y proporciona una señal de orientación de artículo (9) al dispositivo de control. 15. El aparato de la reivindicación 14, caracterizado porque, si el modo de auto-corrección utiliza la señal de orientación de artículo para permitir que el dispositivo de control ajuste de forma automática por lo menos una salida de control para ajustar el tiempo de rotación para lograr la cantidad deseada de rotación en artículos posteriores (9) que estarán desplazándose a través del aparato que rota de forma selectiva artículos. 16. El aparato de la reivindicación 15, caracterizado porque el modo de auto-corrección utiliza un primer sensor de detección de distancia para detectar una primera posición del artículo (9) y luego una segunda posición del artículo (9) a medida que el artículo (9) atraviesa el aparato que rota de forma selectiva artículos, y en el que las posiciones primera y segunda se utilizan para calcular el ángulo del artículo (9) en relación con el desplazamiento del artículo (9) sobre el aparato que rota de forma selectiva artículos. 17. El aparato de la reivindicación 15, caracterizado porque el modo de auto-corrección utiliza un primer sensor de detección de distancia para detectar una distancia A entre el primer sensor de detección de distancia y el artículo (9), y un segundo sensor de detección de distancia para detectar una distancia B entre el segundo sensor de detección de distancia y en el artículo (9), las dos distancias A y B se detectan generalmente al mismo tiempo. 18. El aparato de la reivindicación 16, caracterizado porque la distancia A y la distancia B se utilizan para calcular un ángulo C entre el eje longitudinal de un artículo (9) sobre el aparato que rota de forma selectiva artículos y el eje longitudinal del aparato que rota de forma selectiva artículos. 19. El aparato de la reivindicación 17, caracterizado porque el ángulo C se utiliza para ajustar el tiempo de activación de los conjuntos de embrague/freno (12) para lograr una cantidad deseada de rotación del artículo (9) alrededor de su eje generalmente vertical. 20. El aparato de la reivindicación 15, caracterizado porque un ángulo C1 entre el eje longitudinal de un artículo (9) en el aparato de rotación de artículos sin contacto y el eje longitudinal del aparato que rota de forma selectiva artículos se determina en función de la orientación del artículo (9) que se desplaza en el aparato que rota de forma selectiva artículos según lo detectado por dos sensores de distancia que han sido montados por encima o por debajo del aparato que rota de forma selectiva artículos, y en el que el ángulo C1 se utiliza para ajustar el tiempo de activación de los conjuntos de embrague/freno (12) para lograr una cantidad deseada de rotación del artículo (9) alrededor de su eje generalmente vertical. 21. El aparato de la reivindicación 15, caracterizado porque un ángulo C2 entre el eje longitudinal de un artículo (9) en el aparato de rotación de artículos sin contacto y el eje longitudinal del aparato que rota de forma selectiva artículos se determina mediante la utilización de una cámara o sistema de visión de máquina desde arriba para detectar la ubicación y la orientación del artículo (9) sobre el aparato que rota de forma selectiva artículos, y en el que el ángulo C2 se utiliza para ajustar el tiempo de activación de los conjuntos de embrague/freno (12) para lograr una cantidad deseada de rotación del artículo (9) alrededor de su eje generalmente vertical. 22. El aparato de la reivindicación 15, caracterizado porque el tiempo de activación y desactivación de la pluralidad de conjuntos de embrague/freno (12) es determinado manualmente por el operador que puede ajustar un temporizador de rotación que controla el tiempo de activación de la pluralidad de conjuntos de embrague/freno (12). 23. El aparato de la reivindicación 22, en el que el operario ajusta el temporizador de rotación ya sea pulsado un botón de AUMENTO DE GIRO para aumentar el tiempo de rotación del artículo, o un botón de DISMINUCIÓN DE GIRO para disminuir el tiempo de rotación del artículo, o por la colocación de un interruptor de selección para aumentar o disminuir el tiempo de rotación del artículo, el tiempo de rotación de artículo en cada caso se determina por el valor ajustado de tiempo en el temporizador de rotación. 11 12 13 14
Patentes similares o relacionadas:
Rodillo con un freno de corriente parásita, del 28 de Septiembre de 2016, de INTERROLL HOLDING AG: Rodillo (5; 5a; 5b) con las siguientes características:
- una envoltura de rodillo tubular montada en un cojinete fijo de manera giratoria alrededor […]
RUEDA DE FRENADO PARA UN CARRIL DE TRANSPORTE DE MERCANCÍAS Y SISTEMA PARA DESPLAZAR POR GRAVEDAD MERCANCÍAS QUE INCLUYE DICHA RUEDA DE FRENADO, del 9 de Abril de 2015, de DINALAGER, S.L.: Rueda de frenado para un carril de transporte por gravedad que comprende un cuerpo sustancialmente cilíndrico dispuesto para rodar alrededor de un […]
Módulo transportador de rodillos para un sistema transportador de rodillos accionado por gravedad y método para el control de la velocidad, del 30 de Julio de 2014, de INTERROLL HOLDING AG: Un módulo transportador de rodillos para un sistema trasportador de rodillos accionado por gravedad, que comprende:
- una línea transportadora constituida por una pluralidad […]
Rodillo de transporte con freno y regulador de la inhibición, del 9 de Julio de 2014, de BITO-LAGERTECHNIK BITTMANN GMBH: Rodillo de transporte con freno con un tambor , un eje de rotación del tambor y un regulador de la inhibición, poseyendo el regulador de […]
Rodillo de frenado, del 23 de Octubre de 2013, de INTERROLL HOLDING AG: Rodillo transportador , que comprende un elemento de camisa cilíndrico , al menos una cubierta lateral que cubre una cara lateral del rodillo transportador , […]
Rodillo transportador con freno magnético que funciona con fuerza centrífuga, del 10 de Octubre de 2012, de INTERROLL HOLDING AG: Un rodillo de avance , que comprende un elemento de cubierta , un eje y un frenomagnético que tiene un componente magnético y un componente […]
TRANSPORTADOR SOBRE RODILLOS., del 16 de Mayo de 2004, de TGW-TRANSPORTGERITE GMBH: Transportador sobre rodillos con una serie de rodillos sustentados por un bastidor , que se asignan a diferentes secciones y a cada sección se […]
TRANSPORTADOR DE RODILLOS CON FRENO, del 14 de Octubre de 2010, de MIRANDA I VILAGRASA,RICARD: 1. Transportador de rodillos con freno, del tipo que comprende un bastidor con unos rodillos sobre los que se disponen unos paquetes […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Rodillo con un freno de corriente parásita, del 28 de Septiembre de 2016, de INTERROLL HOLDING AG: Rodillo (5; 5a; 5b) con las siguientes características:
- una envoltura de rodillo tubular montada en un cojinete fijo de manera giratoria alrededor […]
Rodillo con un freno de corriente parásita, del 28 de Septiembre de 2016, de INTERROLL HOLDING AG: Rodillo (5; 5a; 5b) con las siguientes características:
- una envoltura de rodillo tubular montada en un cojinete fijo de manera giratoria alrededor […]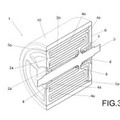 RUEDA DE FRENADO PARA UN CARRIL DE TRANSPORTE DE MERCANCÍAS Y SISTEMA PARA DESPLAZAR POR GRAVEDAD MERCANCÍAS QUE INCLUYE DICHA RUEDA DE FRENADO, del 9 de Abril de 2015, de DINALAGER, S.L.: Rueda de frenado para un carril de transporte por gravedad que comprende un cuerpo sustancialmente cilíndrico dispuesto para rodar alrededor de un […]
RUEDA DE FRENADO PARA UN CARRIL DE TRANSPORTE DE MERCANCÍAS Y SISTEMA PARA DESPLAZAR POR GRAVEDAD MERCANCÍAS QUE INCLUYE DICHA RUEDA DE FRENADO, del 9 de Abril de 2015, de DINALAGER, S.L.: Rueda de frenado para un carril de transporte por gravedad que comprende un cuerpo sustancialmente cilíndrico dispuesto para rodar alrededor de un […]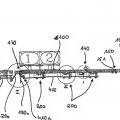 Módulo transportador de rodillos para un sistema transportador de rodillos accionado por gravedad y método para el control de la velocidad, del 30 de Julio de 2014, de INTERROLL HOLDING AG: Un módulo transportador de rodillos para un sistema trasportador de rodillos accionado por gravedad, que comprende:
- una línea transportadora constituida por una pluralidad […]
Módulo transportador de rodillos para un sistema transportador de rodillos accionado por gravedad y método para el control de la velocidad, del 30 de Julio de 2014, de INTERROLL HOLDING AG: Un módulo transportador de rodillos para un sistema trasportador de rodillos accionado por gravedad, que comprende:
- una línea transportadora constituida por una pluralidad […]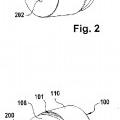 Rodillo de transporte con freno y regulador de la inhibición, del 9 de Julio de 2014, de BITO-LAGERTECHNIK BITTMANN GMBH: Rodillo de transporte con freno con un tambor , un eje de rotación del tambor y un regulador de la inhibición, poseyendo el regulador de […]
Rodillo de transporte con freno y regulador de la inhibición, del 9 de Julio de 2014, de BITO-LAGERTECHNIK BITTMANN GMBH: Rodillo de transporte con freno con un tambor , un eje de rotación del tambor y un regulador de la inhibición, poseyendo el regulador de […] Rodillo de frenado, del 23 de Octubre de 2013, de INTERROLL HOLDING AG: Rodillo transportador , que comprende un elemento de camisa cilíndrico , al menos una cubierta lateral que cubre una cara lateral del rodillo transportador , […]
Rodillo de frenado, del 23 de Octubre de 2013, de INTERROLL HOLDING AG: Rodillo transportador , que comprende un elemento de camisa cilíndrico , al menos una cubierta lateral que cubre una cara lateral del rodillo transportador , […] TRANSPORTADOR DE RODILLOS CON FRENO, del 14 de Octubre de 2010, de MIRANDA I VILAGRASA,RICARD: 1. Transportador de rodillos con freno, del tipo que comprende un bastidor con unos rodillos sobre los que se disponen unos paquetes […]
TRANSPORTADOR DE RODILLOS CON FRENO, del 14 de Octubre de 2010, de MIRANDA I VILAGRASA,RICARD: 1. Transportador de rodillos con freno, del tipo que comprende un bastidor con unos rodillos sobre los que se disponen unos paquetes […]