PROCEDIMIENTO PARA RECTIFICAR LEVAS DE UN ÁRBOL DE LEVAS.
Procedimiento para rectificar levas de un árbol de levas (7) en una fijación con dos husillos rectificadores (10,
11), en donde el árbol de levas (7) presenta al menos cuatro levas o parejas de levas, en donde las levas o parejas de levas presentan en cada caso un contorno circular base (17) y un resalte de leva (18), en donde las levas o parejas de levas están dispuestas con relación al eje de rotación de pieza de trabajo (16) en cada caso simétricamente, en donde el árbol de levas (7) se sujeta en el dispositivo de sujeción de pieza de trabajo (6) y se hace girar alrededor de su eje longitudinal, con los siguientes pasos de procedimiento: a) sujeción automática del árbol de levas (7) en el dispositivo de sujeción de pieza de trabajo (6), b) mecanización simultánea de dos levas o parejas de levas dispuestas simétricamente mediante los husillos rectificadores (10, 11), c) movimiento de los husillos rectificadores (10, 11) con relación al árbol de levas (7) en la dirección del eje de rotación de pieza de trabajo (16) hasta levas o parejas de levas no mecanizadas, d) repetición del paso b) e) en caso necesario, repetición de los pasos c) y b) hasta que se hayan mecanizado todas las levas o parejas de levas, f) deposición automática del árbol de levas (7)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2008/000542.
Solicitante: EMAG HOLDING GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AUSTRASSE 24 73084 SALACH ALEMANIA.
Inventor/es: SCHMITZ,ROLAND.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Abril de 2008.
Fecha Concesión Europea: 13 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B24B19/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para rectificar levas o árboles de levas.
- B24B27/00M
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un procedimiento para rectificar levas de un árbol de levas.
Del documento JP 2005052912 A se conoce una máquina para la mecanización de acabado de árboles de levas. Para poder mecanizar simultáneamente todas las levas está dispuesto un número 5 correspondiente de grupos de acabado alrededor del árbol de levas. Por medio de esto el personal de manejo sólo puede acceder a la máquina con dificultad. Además de esto el árbol de levas no puede apuntalarse con lunetas, porque el espacio para ello necesario está ocupado con grupos de acabado. Por ello la máquina no es apropiada para el rectificado con elevadas velocidades de erosión. Además de esto se necesitan desarrollos de movimiento multi-axiales para la carga y descarga, ya que los 10 árboles de levas tienen que moverse forzosamente a lo largo hacia dentro o hacia fuera de la zona de trabajo. El documento EP 0 085 225 B1 muestra un procedimiento para la mecanización por rectificado de árboles de levas, en donde para conseguir una velocidad de avance uniforme se adapta la velocidad de rotación del árbol de levas al contorno de leva. Según este procedimiento se mecanizan las levas individualmente unas tras otras. Del documento 2004 012 385 se conoce una máquina-15 herramienta para mecanizar piezas de trabajo onduladas. A ambos lados de los husillos de pieza de trabajo están previstos revólveres con herramientas accionadas, también para rectificar. Para la carga y descarga al menos un revólver está equipado con un dispositivo de agarre para herramientas.
La invención se ha impuesto la tarea de mejorar de tal modo un procedimiento de la clase descrita al comienzo, de tal modo que se haga posible una mecanización por rectificado con mayores 20 velocidades de erosión. Al mismo tiempo se pretende mejorar la accesibilidad de la máquina.
Esta tarea es resuelta mediante un procedimiento según la reivindicación 1. Perfeccio-namientos ventajosos de la invención son objeto de las reivindicaciones subordinadas.
Al rectificar levas con una elevada velocidad de erosión, para conseguir una velocidad de avance uniforme se adapta la velocidad de rotación del árbol de levas al contorno de leva, es decir, al 25 rectificar las regiones entre resalte de leva y contorno circular base se ralentiza la velocidad de rotación. Un aspecto ventajoso de la invención consiste en mecanizar simultáneamente, según este procedimiento, árboles de levas con levas dispuestas simétricamente con dos husillos rectificadores. El procedimiento es especialmente apropiado para mecanizar árboles de levas para motores de combustión interna de cuatro cilindros. Estos árboles de levas presentan cuatro levas o parejas de 30 levas, que en cada caso están dispuestos por parejas simétricamente al eje longitudinal del árbol de levas. Según la invención se mecanizan en una fijación en primer lugar las dos primeras levas o parejas de levas, se mueven los husillos rectificadores a lo largo del árbol de levas hasta las levas todavía no mecanizadas y por último las segundas levas o parejas de levas se someten a la mecanización por rectificado. Mediante la disposición simétrica de los husillos rectificadores puede 35 realizarse la carga y descarga desde el lado del manipulador y el apuntalamiento del árbol de levas, por ejemplo con lunetas, desde el lado trasero. Debido a que, a diferencia del estado de la técnica, sólo se usan dos husillos rectificadores, se dispone de suficiente espacio para el apuntalamiento y la carga automática. En una ejecución ventajosa están previstas dos presillas de pieza de trabajo. Mientras que la primera presilla de pieza de trabajo agarra el árbol de levas ya mecanizado, la 40 segunda presilla de pieza de trabajo agarra un árbol de levas no mecanizado de la instalación de transporte y lo encaja en el dispositivo de sujeción de pieza de trabajo.
A continuación se explica la invención con más detalle, con base en ejemplos de ejecución.
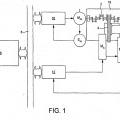
la figura 1 muestra la vista delantera de una máquina-herramienta,
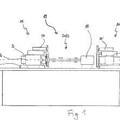
la figura 2 muestra la máquina-herramienta en la vista desde arriba, parcialmente en representación 45 cortada,
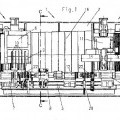
las figuras 3 y 4 muestran junto con la figura 2 la carga en tres pasos,
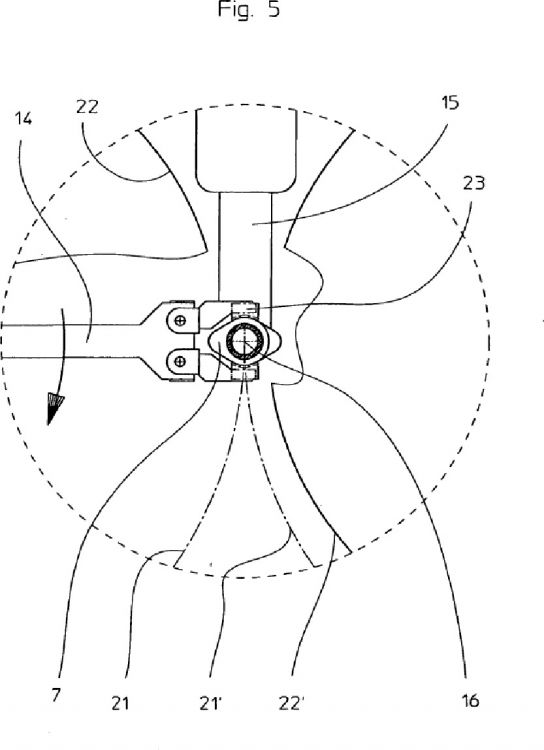
la figura 5 muestra un detalle de la figura 4 en representación aumentada,
la figura 6 muestra el árbol de levas en una vista lateral.
La figura 1 muestra una máquina-herramienta 1 para mecanizar árboles de levas 7, en donde 50 no se han representado detalles que no son esenciales para la invención del accionamiento, del control y de la caja. Los árboles de levas 7 se sujetan en el dispositivo de sujeción de pieza de trabajo 6, compuesto por el husillo de pieza de trabajo 8 y el contrapunto 9, y se hacen rotar. Los dos husillos rectificadores 10 y 11 están dispuestos a ambos lados del eje de rotación de pieza de trabajo 16. Se
guían de forma móvil sobre el bastidor de máquina 2 en dos direcciones ortogonales entre sí (ejes X y Z). Para esto están previstas sobre el bastidor de máquina 2 guías verticales 3 para los carros verticales 4 y estos soportan a su vez guías 12 para los carros horizontales 5. La alimentación y la evacuación de los árboles de levas 7 se realizan a través de dispositivos de transporte 13, 13'. La carga y descarga se realiza con dos presillas de pieza de trabajo 14, 14'. 5
De la figura 2 se desprende que el eje de rotación de pieza de trabajo 16 y los ejes de rotación 19, 19' de los husillos rectificadores 10, 11 están dispuestos en un plano. Entre las guías verticales 3 está dispuesta la luneta 15 para apuntalar el árbol de levas 7. En una ejecución ventajosa las guías 3, el dispositivo de sujeción de pieza de trabajo 6 y la luneta 15 están dispuestos sobre una pared vertical 20 del bastidor de máquina 2. Los árboles de levas 7 no mecanizados se alimentan con el dispositivo 10 de transporte 13 y los árboles de levas ya mecanizados son evacuados mediante el dispositivo de transporte 13'. Durante el cambio de pieza de trabajo la primera presilla 14' agarra el árbol de levas ya mecanizado y lo deposita sobre la instalación de transporte 13'. Al mismo tiempo la segunda presilla 14 agarra un árbol de levas no mecanizado mediante la instalación de transporte 13 y lo encaja en el dispositivo de sujeción de pieza de trabajo 6. La disposición de los husillos rectificadores 10, 11 en 15 lados opuestos del eje de rotación de pieza de trabajo 16 y la aplicación de la luneta 15 entre las guías verticales 3 mejora considerablemente la accesibilidad. Aparte de esto, los árboles de levas 7 pueden encajarse mediante sencillos movimientos oscilantes en arco de círculo, desde el lado de manejo, en el dispositivo de sujeción de pieza de trabajo 6.
Las figuras 3 y 4 muestran tomas momentáneas del proceso de carga. La figura 3 muestra los 20 dispositivos de agarre de pieza de trabajo 14, 14' durante el movimiento de basculamiento. Las presillas 19, 19' están ejecutadas como palancas basculantes. De este modo se mueven los árboles de levas 7 para cargar y descargar entre las instalaciones de transporte 13, 13' y el dispositivo de sujeción de pieza de trabajo 6 sobre pistas circulares 21, 21'. Según la figura 4 se encaja un árbol de levas no mecanizada en el dispositivo de sujeción de pieza de trabajo 6 y al mismo tiempo se deposita 25 el árbol de levas 7 ya mecanizado sobre la instalación de transporte 13'. Para mostrar los detalles en la región del eje de rotación de pieza de trabajo 16, en la figura 5 se han representado las muelas abrasivas 22, 22' parcialmente partidas. Para agarrar los árboles de levas 7 la presilla de pieza de agarre 15 está dotada de una pinza 23. Con la pinza abierta la presilla de pieza de trabajo 14 puede bascular, para agarrar o encajar el árbol de levas 7 a lo largo de la pista circular 21, hacia dentro de la 30 región del eje de rotación de pieza de trabajo 16 o hacia fuera de la misma.
La figura 6 muestra detalles del árbol de levas 7 con el eje de rotación de pieza de trabajo 16 en una vista lateral. Cada leva presenta un contorno circular base 17, del que sobresale el resalte 18. En los árboles de levas para motores de combustión interna de cuatro cilindros los resaltes de leva 18 están dispuestos simétricamente, con relación al eje de rotación de pieza de trabajo 16, y forman entre sí 35 ángulos de 90º.
SÍMBOLOS DE REFERENCIA
1
Máquina-herramienta
2
Bastidor de máquina
3
Guía...
Reivindicaciones:
1. Procedimiento para rectificar levas de un árbol de levas (7) en una fijación con dos husillos rectificadores (10, 11), en donde el árbol de levas (7) presenta al menos cuatro levas o parejas de levas, en donde las levas o parejas de levas presentan en cada caso un contorno circular base (17) y un resalte de leva (18), en donde las levas o parejas de levas están dispuestas con relación al eje de 5 rotación de pieza de trabajo (16) en cada caso simétricamente, en donde el árbol de levas (7) se sujeta en el dispositivo de sujeción de pieza de trabajo (6) y se hace girar alrededor de su eje longitudinal, con los siguientes pasos de procedimiento:
a) sujeción automática del árbol de levas (7) en el dispositivo de sujeción de pieza de trabajo (6), 10
b) mecanización simultánea de dos levas o parejas de levas dispuestas simétricamente mediante los husillos rectificadores (10, 11),
c) movimiento de los husillos rectificadores (10, 11) con relación al árbol de levas (7) en la dirección del eje de rotación de pieza de trabajo (16) hasta levas o parejas de levas no mecanizadas, 15
d) repetición del paso b)
e) en caso necesario, repetición de los pasos c) y b) hasta que se hayan mecanizado todas las levas o parejas de levas,
f) deposición automática del árbol de levas (7).
2. Procedimiento según la reivindicación 1, caracterizado porque para conseguir una 20 velocidad de avance deseada está previsto un perfil de velocidad, asociado al contorno circular base (17) y a los resaltes de leva (18), para la rotación del árbol de levas (7), y porque para rectificar las levas dispuestas simétricamente el árbol de levas (7) se hace rotar de forma correspondiente al perfil de velocidad.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque durante la carga y 25 descarga el árbol de levas (7) se mueve en una dirección transversal al eje de rotación de pieza de trabajo (16).
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque el árbol de levas (7) ya mecanizado es extraído por una primera presilla de pieza de trabajo (14') desde el alojamiento de pieza de trabajo (6) y, al mismo tiempo, una segunda presilla de pieza de trabajo (14) 30 inserta un árbol de levas (7) no mecanizado en el alojamiento de pieza de trabajo (6).
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente: - un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
Máquina herramienta y procedimiento de medición de una pieza de trabajo, del 25 de Mayo de 2016, de FRITZ STUDER AG: Máquina herramienta, en particular rectificadora, comprendiendo los elementos siguientes: - un alojamiento de pieza de trabajo que […]
 Máquinas herramientas y métodos de funcionamiento de las mismas, del 12 de Agosto de 2015, de Fives Landis Limited: Máquina herramienta para mecanizar una pieza de trabajo , que comprende:
una base de máquina ;
un soporte de pieza de trabajo soportado por […]
Máquinas herramientas y métodos de funcionamiento de las mismas, del 12 de Agosto de 2015, de Fives Landis Limited: Máquina herramienta para mecanizar una pieza de trabajo , que comprende:
una base de máquina ;
un soporte de pieza de trabajo soportado por […]
Instalación de máquina de rectificación con alojamiento pivotable de una unidad de husillo de rectificación y procedimiento para la articulación de una unidad de husillo de rectificación en una máquina de rectificación, del 4 de Marzo de 2015, de ERWIN JUNKER MASCHINENFABRIK GMBH: Instalación de máquina de rectificación con una unidad de husillo de rectificación , que presenta un árbol de accionamiento accionado con […]
 Rectificadora con dos conjuntos de husillos, del 7 de Noviembre de 2013, de Schaudt Mikrosa GmbH: Rectificadora para el rectificado de piezas de trabajo , particularmente para el rectificadosimultáneo de dos piezas de trabajo […]
Rectificadora con dos conjuntos de husillos, del 7 de Noviembre de 2013, de Schaudt Mikrosa GmbH: Rectificadora para el rectificado de piezas de trabajo , particularmente para el rectificadosimultáneo de dos piezas de trabajo […]
Máquina rectificadora así como procedimiento para la rectificación y el desbarbado, del 18 de Septiembre de 2013, de Schaudt Mikrosa GmbH: Máquina rectificadora para la rectificación de una pieza de trabajo , en particular de levas ,con - un banco de máquina , - […]
METODO PARA EL RECTIFICADO DE PIEZAS QUE PERMITE UNA TASA DE ARRANQUE CONSTANTE., del 16 de Marzo de 2007, de UNOVA UK LTD.: Método para rectificar una pieza cilíndrica o no cilíndrica bajo control informático, con el fin de realizar una primera fase en la que una muela abrasiva rectifica la […]
 CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES, del 20 de Mayo de 2011, de ERWIN JUNKER MASCHINENFABRIK GMBH: Centro de rectificado con mando para el rectificado simultáneo de apoyos y de codos (24 a 27) de cigüeñales , que - posee una primera estación […]
CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES, del 20 de Mayo de 2011, de ERWIN JUNKER MASCHINENFABRIK GMBH: Centro de rectificado con mando para el rectificado simultáneo de apoyos y de codos (24 a 27) de cigüeñales , que - posee una primera estación […]