CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES.
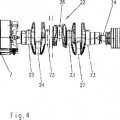
Centro de rectificado con mando para el rectificado simultáneo de apoyos (23) y de codos (24 a 27) de cigüeñales (22),
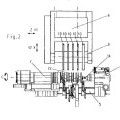
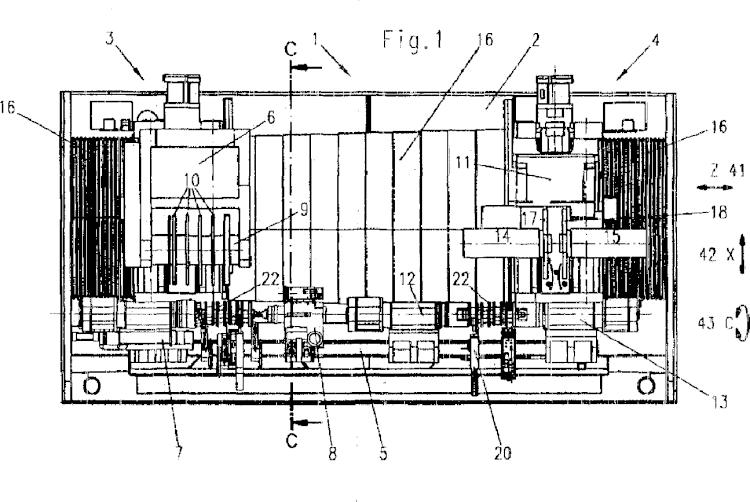
que - posee una primera estación (3) en la que un grupo de muelas (10) de rectificado de apoyos se dispone axialmente sobre un husillo (9) de rectificado de apoyos dispuesto sobre un carro en cruz para apoyos de tal modo, que durante el funcionamiento en un tiempo T1 se rectifique de manera paralela en el tiempo una cantidad de apoyos (23) equivalente a la cantidad de muelas (10) de rectificado de apoyos y - posee una segunda estación (4) en la que están dispuestas dos muelas (17, 18) de rectificado de codos, que durante el funcionamiento rectifican en el tiempo T2 de manera paralela en el tiempo con T1 y por pares dos codos (24 y 27 ó 25 y 26) del cigüeñal (22), que están montadas con sus correspondientes husillos (14, 15) de rectificado de codos sobre un carro (11) en cruz para codos de tal modo, que un primer husillo (14) de rectificado de codos está dispuesto de manera fija en la dirección de aproximación (eje X) sobre el carro (11) en cruz para codos y que el segundo husillo (15) de rectificado de codos es desplazable ligeramente, sólo en el sentido de un eje (44) de corrección de las dimensiones y de la redondez, en la dirección de aproximación (eje X) con relación al primer husillo (14) de rectificado de codos
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/056186.
Solicitante: ERWIN JUNKER MASCHINENFABRIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: JUNKERSTRASSE 2 77787 NORDRACH ALEMANIA.
Inventor/es: JUNKER, ERWIN.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Mayo de 2008.
Clasificación Internacional de Patentes:
- B24B19/12B
- B24B49/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 49/00 Aparatos de medida o de calibrado para el control del movimiento de avance del útil de amolar o de la pieza que va a ser amolada; Disposición de los aparatos de indicación o de medida, p. ej. para indicar el comienzo de la operación de amolado (B24B 33/06, B24B 37/005 tienen prioridad; si el aparato es utilizado entre otras máquinas-herramientas B23Q 15/00 - B23Q 17/00 tienen prioridad). › funcionando según la cota o tamaño final de la pieza precedente rectificada.
- B24B5/42 B24B […] › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para rectificar cigüeñales o muñequillas de cigüeñales.
Clasificación PCT:
- B23Q15/16 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 15/00 Control automático o regulación del movimiento de avance, de la velocidad de corte o de la posición tanto de la herramienta como de la pieza. › Compensación del desgaste de la herramienta.
- B23Q15/28 B23Q 15/00 […] › con compensación del desgaste de la herramienta.
- B23Q17/22 B23Q […] › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir la posición existente o deseada de la herramienta o la pieza de trabajo.
- B24B19/12 B24B […] › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para rectificar levas o árboles de levas.
- B24B49/03 B24B 49/00 […] › funcionando según la cota o tamaño final de la pieza precedente rectificada.
- B24B5/42 B24B 5/00 […] › para rectificar cigüeñales o muñequillas de cigüeñales.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359288_T3.pdf
Fragmento de la descripción:
El invento se refiere a un centro de rectificado para el rectificado de cigüeñales, que poseen apoyos y codos, en el que se rectifican al mismo tiempo varios apoyos y codos. 5
Estos centros de rectificado se utilizan para el rectificado previo y/o fino de grandes cantidades de cigüeñales. En este caso se trata con frecuencia de cigüeñales para motores con cuatro cilindros en línea de la industria del automóvil en lo que siempre hay dos codos dispuestos en la misma posición angular con relación al eje longitudinal del cigüeñal. Estos dos codos son rectificados al mismo tiempo (en paralelo en el tiempo) para incrementar la productividad. Un procedimiento de esta clase se describe por ejemplo en los documentos EP 1 044 764 A2 y EP 1 088 621 B1. 10
Para los apoyos de los cigüeñales ya se conoce desde hace tiempo el rectificado simultáneo de varios apoyos, por ejemplo a través del documento US 3 487 588. El husillo de rectificado de los apoyos posee aquí una cantidad de muelas de rectificado igual a la cantidad de apoyos. Las muelas de rectificado se hallan sobre un eje común. Una representación más moderna de ello se encuentra en el documento DE 101 44 644 B4. 15
En el caso del centro de rectificado de cigüeñales según el documento EP 1 044 764 A2 se utilizan para el rectificado simultáneo de dos codos de un cigüeñal una muela de rectificado previo y una muela de rectificado de acabado montadas de manera firme por medio de los husillos de rectificado correspondientes en un carro en cruz propio. Los dos carros en cruz pueden ser desplazados independientemente entre sí en la dirección longitudinal del cigüeñal (dirección Z) 20 y pueden ser aproximados en la dirección hacia el cigüeñal (dirección X). Por medio de un mando apropiado de los carros en cruz y de los husillos de rectificado es posible el mecanizado simultáneo de dos codos en una posición de sujeción, sometiendo uno de los codos a una rectificado previo y el otro a un rectificado de acabado. En este caso tiene lugar un control continuo del proceso de rectificado por medio de dispositivos de medición correspondientes.
25
En el documento EP 1 088 621 B1 se describen un procedimiento y un dispositivo para el rectificado simultáneo de al menos dos apoyos de un cigüeñal en el que existen amplias concordancias de construcción y de funcionamiento con el centro de rectificado divulgado en el documento EP 1 044 764 A2. Las dos instalaciones tienen en común que cada una utiliza un carro en cruz propio para cada uno de los dos husillos de rectificado. Cada uno de estos carros en cruz exige un mando separado para la totalidad del proceso de rectificado y una vigilancia y corrección continuas, de acuerdo con 30 los datos en tiempo real facilitados por las cabezas de medición desde el punto de vista de la redondez y de las dimensiones del apoyo rectificado. La construcción del centro de rectificado con dos carros en cruz separados – tan sólo para el mecanizado de dos apoyos – exige mucho espacio y un considerable coste en elementos y en mandos correspondientes.
35
El objeto del invento es, partiendo de este estado de la técnica, divulgar un centro de rectificado para el rectificado de cigüeñales en el que se reduzcan esencialmente el coste constructivo y el espacio necesario y con el que sea posible rectificar al mismo tiempo los apoyos y los codos de una manera especialmente rápida y racionalizada con una calidad alta.
40
La solución de este problema se obtiene con un centro de rectificado con las características de la reivindicación 1.
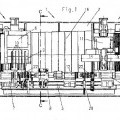
El espacio necesario y el coste de construcción ya son reducidos en el centro de rectificado según el invento de manera ventajosa por el hecho de que se agrupan en un centro de rectificado dos estaciones para el rectificado simultáneo (al mismo tiempo) de al menos dos apoyos. Junto con los apoyos también es posible rectificar en la primera estación las 45 partes, que giran de manera centrada de los extremos del muñón y de la brida del cigüeñal y ello en el lado plano y/o en el diámetro. Dado que en la primera estación se pueden rectificar al mismo tiempo todos los apoyos, se obtiene frente a la segunda estación una reserva de tiempo, que puede ser aprovechada.
Si las dos estaciones se disponen en la dirección común del eje de los cigüeñales a rectificar, resulta también muy 50 sencilla la transferencia de los cigüeñales de una estación a la otra. Además, se obtienen varias ventajas con la disposición de dos husillos de rectificado para el mecanizado de los codos en un carro en cruz común. Estas ventajas adicionales residen en especial en una simplificación del mando del proceso de rectificado así como en la reducción de la cantidad de elementos y del espacio necesario.
55
El mando del rectificado conjunto de dos codos se realiza según el invento de tal modo, que el avance y la vigilancia/corrección del arranque de viruta y de la redondez de los apoyos rectificados tiene lugar en primer lugar únicamente a través del mando de los movimientos del carro en cruz común para los dos codos. En esta fase tiene lugar el desbaste principal del rectificado de los dos codos. Sólo cuando se alcanzan de manera aproximada los valores nominales, se gobiernan el primer husillo de rectificado y el segundo husillo de rectificado de manera distinta desde el 60 punto de vista del movimiento. El primer husillo de rectificado de codos, unido de manera rígida con el carro en cruz para los codos desde el punto de vista de la dirección de desplazamiento (dirección X) de las muelas de rectificado sigue
siendo gobernado con los valores de dimensiones y de redondez facilitados por un dispositivo de medición de tal modo, que se alcancen los valores nominales finales exigidos en el correspondiente proceso de rectificado.
No es obligatorio, que los valores de la redondez se midan en cada codo. Estos valores de corrección pueden ser recogidos en el mando después de una medición y ser almacenados para una determinada cantidad de cigüeñales hasta 5 que tenga lugar otra medición de la redondez.
El avance del segundo husillo de rectificado de codos también sigue en esta fase el movimiento del carro en cruz, pero a este movimiento se superpone, además, otra componente de movimiento en la dirección X. Esta componente de movimiento adicional sirve para una corrección diferencial de los errores de las dimensiones y de la redondez, que 10 surgen en los dos codos mecanizados al mismo tiempo. Estos errores pueden ser debidos por ejemplo al desgaste desigual de las dos muelas de rectificado. Otra causa esencial de estos errores es que los árboles se deforman ligeramente durante el rectificado, ya que se pueden liberar tensiones en el material. Según el invento, se registran por medio de la medición continua de las dimensiones y de la redondez de los dos codos, previéndose dispositivos de medición correspondientes para cada codo. 15
Las diferencias a corregir entre los dos codos sólo son pequeñas en la fase final del rectificado; según experiencia se hallan en el margen de centésimas o milésimas de milímetro. Por ello es suficiente un margen de variación pequeño del movimiento del segundo husillo de rectificado de codos. Este margen sólo tiene que abarcar de manera ventajosa aproximadamente +/- 0,2 mm. 20
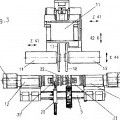
De acuerdo con la reivindicación 2 se exige una capacidad de desplazamiento mutuo de los dos husillos de rectificado de codos en la dirección axial sobre el carro en cruz para codos. Con ello es posible la adaptación a diferentes separaciones axiales de los pares de codos a rectificar e igualmente un ajuste para diferentes tipos de cigüeñales. La capacidad de desplazamiento axial se incorpora convenientemente al mando de la máquina y es activada de manera automática. En 25 general, el segundo husillo de rectificado de codos, dispuesto de por sí de manera desplazable en la dirección radial, se construirá también de manera desplazable en la dirección axial, pero también cabe imaginar una construcción inversa en la que el segundo husillo de rectificado de codos se halla de manera axialmente fija sobre el carro en cruz, mientras que el primer husillo de rectificado de codos es utilizado para el desplazamiento axial sobre el carro en cruz para codos.
30
En una ejecución del invento se realizará... [Seguir leyendo]
Reivindicaciones:
1. Centro de rectificado con mando para el rectificado simultáneo de apoyos (23) y de codos (24 a 27) de cigüeñales (22), que
- posee una primera estación (3) en la que un grupo de muelas (10) de rectificado de apoyos se 5 dispone axialmente sobre un husillo (9) de rectificado de apoyos dispuesto sobre un carro en cruz para apoyos de tal modo, que durante el funcionamiento en un tiempo T1 se rectifique de manera paralela en el tiempo una cantidad de apoyos (23) equivalente a la cantidad de muelas (10) de rectificado de apoyos y
- posee una segunda estación (4) en la que están dispuestas dos muelas (17, 18) de rectificado de codos, que durante el funcionamiento rectifican en el tiempo T2 de manera paralela en el tiempo con T1 y por pares dos 10 codos (24 y 27 ó 25 y 26) del cigüeñal (22), que están montadas con sus correspondientes husillos (14, 15) de rectificado de codos sobre un carro (11) en cruz para codos de tal modo, que un primer husillo (14) de rectificado de codos está dispuesto de manera fija en la dirección de aproximación (eje X) sobre el carro (11) en cruz para codos y que el segundo husillo (15) de rectificado de codos es desplazable ligeramente, sólo en el sentido de un eje (44) de corrección de las dimensiones y de la redondez, en la dirección de aproximación (eje X) con relación al primer husillo (14) de rectificado de 15 codos,
2. Centro de rectificado según la reivindicación 1, en el que los dos husillos (14, 15) dispuestos en el carro (11) en cruz para codos pueden ser desplazados uno contra otro en la dirección axial (eje Z2).
20
3. Centro de rectificado según la reivindicación 1 ó 2, en el que el accionamiento del segundo husillo (15) de rectificado de codos de la segunda estación (4) se configura de tal modo, que el segundo husillo (15) de rectificado de codos puede ser aproximado al cigüeñal (22) por medio de un eje NC, que actúa entre límites estrechos, para la corrección de las dimensiones y/o de la redondez con independencia del movimiento del carro (11) en cruz para codos.
25
4. Centro de rectificado según una de las reivindicaciones 1 a 3, con una configuración tal, que las muelas (10) de rectificado de apoyos del husillo (9) de rectificado de apoyos de la primera estación (3) para el rectificado de los apoyos (23) pueden ser aproximadas radialmente y desplazadas axialmente para el rectificado de los lados (28) planos del cigüeñal (22).
30
5. Centro de rectificado según la reivindicación 4, en el que el desplazamiento axial de las muelas (10) de rectificado de apoyos tiene lugar por medio del carro (6) en cruz para apoyos.
6. Centro de rectificado según la reivindicación 4, en el que el desplazamiento axial de las muelas (10) de rectificado de apoyos tiene lugar por el hecho de que las muelas (10) de rectificado de apoyos se disponen sobre el husillo (9) de 35 rectificado de apoyos de manera desplazable en el sentido axial.
7. Centro de rectificado según una de las reivindicaciones 1 a 3, con una configuración tal, que el cigüeñal (22) es desplazado axialmente en el sentido longitudinal del cigüeñal para el rectificado de los lados (28) planos por medio de las muelas (10) de rectificado de apoyos. 40
8. Centro de rectificado según una de las reivindicaciones 1 a 7, en el que T1 equivale aproximadamente a T2.
9. Centro de rectificado según una o varias de las reivindicaciones 1 a 8, en el que el carro (11) en cruz para codos se configura de tal modo, que se pueda generar un movimiento pendular de las muelas (17, 18) de rectificado de codos. 45
10. Centro de rectificado según una de las reivindicaciones 1 a 9, en el que la primera y la segunda estación (3, 4) poseen cada una un cabezal (7, 12, 13) y un contrapunto (8) y en el que los cabezales (7, 12, 13) y los contrapuntos (8) de la primera y de la segunda estación (3, respectivamente 4) se configuran de tal modo, que el cigüeñal (22), que posee un eje (29, 30) longitudinal de los apoyos y el al menos un eje (29, 30) longitudinal de los codos gira durante el 50 funcionamiento de manera centrada alrededor del eje (29( longitudinal de los apoyos.
11. Centro de rectificado según una de las reivindicaciones 1 a 10, en el que se prevé un dispositivo (20) de medición para la medición continua de las dimensiones y de la redondez, que suministra una señal para el mando del movimiento del husillo (14 ó 15) de rectificado de codos sobre el eje de aproximación (eje X) o sobre el eje (44) de corrección de las 55 dimensiones y de la redondez.
12. Procedimiento para el rectificado simultáneo de apoyos (23) y de codos (24 a 27) y/o de partes centrales de cigüeñales (22) en un centro de rectificado con dos estaciones (3, 4) con los siguientes pasos de procedimiento:
60
a) en la primera estación (3) se rectifican los apoyos (23) del cigüeñal (22) y/o las partes centrales con un juego de muelas (10) de rectificado de apoyos, que se hallan sobre un árbol común de un husillo (9) de rectificado de apoyos:
b) el cigüeñal (22) es llevado a la segunda estación (4);
65
c) en la segunda estación (4) se rectifican de manera paralela en el tiempo con los apoyos (23) en la primera estación al mismo tiempo con dos muelas (17, 18) de rectificado de codos dos codos (24 y 27, respectivamente 25 y 26), que poseen la misma posición angular con relación al eje de rotación del cigüeñal (22)
d) el movimiento de aproximación de cada una de las muelas (17, 18) de rectificado de codos es gobernado 5 individualmente con una computadora, teniendo lugar el movimiento de aproximación de la segunda muela (18) de rectificado de codos únicamente en función de una diferencia con el movimiento de aproximación de la primera muela (17) de rectificado de codos;
e) en el centro de rectificado se mecanizan siempre al mismo tiempo dos cigüeñales, siendo el tiempo T1 de 10 rectificado en la primera estación (3) aproximadamente igual al tiempo T2 de rectificado en la segunda estación (4).
13. Procedimiento según la reivindicación 12, en el que las dos muelas (17, 18) de rectificado de codos se hallan sobre husillos (14, 15 de rectificado de codos dispuestos sobre un carro (11) en cruz para codos, estando dispuesto el primer husillo (14) de rectificado de codos con la primera muela (17) de rectificado de codos de manera fija en la dirección de 15 aproximación (eje X) sobre el carro (11) en cruz para codos y es aproximada por él, mientras que el segundo husillo (15) de rectificado de codos con la segunda muela (18) de rectificado de codos puede ser aproximado al cigüeñal (22) por medio de un eje NC, que actúa entre límites estrechos, para la corrección de las dimensiones y de la redondez con independencia del movimiento del carro (11) en cruz para codos.
20
14. Procedimiento según la reivindicación 12 ó 13, en el que las muelas (10) de rectificado de apoyos del husillo (9) de rectificado de apoyos se aproxima radialmente para el rectificado de los apoyos (23) y para el rectificado de los lados (28) planos del cigüeñal (22).
15. Procedimiento según la reivindicación 14, en el que las muelas (10) de rectificado de apoyos son desplazadas 25 axialmente por medio del desplazamiento axial del carro (6) en cruz para apoyos.
16. Procedimiento según la reivindicación 14, en el que las muelas (10) de rectificado de los apoyos son desplazadas axialmente por medio de un desplazamiento axial sobre el husillo (9) de rectificado de apoyos.
30
17. Procedimiento según la reivindicación 12 ó 13, en el que los lados (28) planos del cigüeñal (22) se rectifican por medio de las muelas (10) de rectificado de apoyos, desplazando para ello axialmente el cigüeñal (22).
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente: - un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
Procedimiento y dispositivo para amolar cigüeñales de gran tamaño, del 1 de Enero de 2020, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para el amolado completo de cigüeñales de gran tamaño de motores de camión, de barco o de motores estacionarios, en el que a) al menos cojinetes […]
Mejoras relativas al rectificado de superficies cilíndricas y de paredes laterales adyacentes, del 25 de Diciembre de 2019, de Fives Landis Limited: Un método de operación de una máquina rectificadora que incluye una muela de rectificado para rectificar una superficie cilíndrica sobre una pieza de […]
Aparato para verificar las dimensiones diametrales de muñequillas, del 15 de Mayo de 2019, de MARPOSS SOCIETA PER AZIONI: Aparato para la verificación de las dimensiones diametrales de una muñequilla , que gira alrededor de un eje geométrico , en el transcurso […]
Luneta de medición para apoyar y medir zonas céntricas de piezas de trabajo, amoladora con una luneta de medición de este tipo así como procedimiento para apoyar y medir zonas céntricas de piezas de trabajo, del 27 de Febrero de 2019, de ERWIN JUNKER MASCHINENFABRIK GMBH: Luneta de medición para apoyar y medir zonas de piezas de trabajo céntricas , especialmente puntos de soporte en piezas de árbol , especialmente […]
Rectificadora con una luneta para el apoyo de zonas de pieza de trabajo céntricas durante la mecanización de zonas de pieza de trabajo céntricas y/o excéntricas, en particular de áreas de cojinete en cigüeñales, del 23 de Mayo de 2018, de ERWIN JUNKER MASCHINENFABRIK GMBH: Rectificadora para rectificar zonas de pieza de trabajo céntricas y/o excéntricas en piezas de trabajo , en particular áreas de cojinete en particular […]
Método para el rectificado cilíndrico sin centros de una pieza de trabajo, del 16 de Noviembre de 2016, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Método para el rectificado cilíndrico de una pieza de trabajo de una pieza, cuyo contorno está definido por un eje longitudinal continuo y, […]
 Procedimiento y rectificadora para medir y producir un contorno nominal exterior de una pieza de trabajo mediante rectificado, del 26 de Octubre de 2016, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para medir y producir un contorno nominal exterior de al menos de una zona de una pieza de trabajo, en especial de un árbol de cigüeñal […]
Procedimiento y rectificadora para medir y producir un contorno nominal exterior de una pieza de trabajo mediante rectificado, del 26 de Octubre de 2016, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para medir y producir un contorno nominal exterior de al menos de una zona de una pieza de trabajo, en especial de un árbol de cigüeñal […]