PROCEDIMIENTO Y MÁQUINA PARA EL MECANIZADO DE TUBOS DE GRANDES DIMENSIONES.
Procedimiento y máquina para mecanizar piezas onduladas, con un husillo portapiezas (3),
un dispositivo de centrado (12), y al menos, un portaherramientas (8, 8a) con herramientas (9, 9a) para el mecanizado de la pieza (11), y un dispositivo de carga y descarga (10) con una pinza para piezas (14) desplazable que posiciona la pieza (11) en dirección al eje del husillo portapiezas (3), y el dispositivo de centrado (12) centra el extremo a mecanizar (18) de la pieza (11) respecto al eje del husillo portapiezas (4). El procedimiento cuenta con los pasos de recepción de la pieza (11) mediante el dispositivo de carga y descarga (10), conducción al área efectiva del dispositivo de centrado (12), centrado, sujeción, mecanizado con arranque de virutas, y liberación de la pieza (11) del dispositivo de sujeción (5, 5a)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200901182.
Solicitante: EMAG HOLDING GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AUSTRASSE, 24 73084 SALACH - ALEMANIA ALEMANIA.
Inventor/es: STARKE, THOMAS.
Fecha de Solicitud: 8 de Mayo de 2009.
Fecha de Publicación: .
Fecha de Concesión: 5 de Septiembre de 2011.
Clasificación PCT:
- B23B5/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 5/00 Máquinas o dispositivos para tornear especialmente concebidos para realizar un trabajo particular; Accesorios correspondientes especialmente concebidos con este fin. › para tornear ejes, barras, vástagos, tubos, cilindros; Torneado sin centro.
Descripción:
Procedimiento y máquina para el mecanizado de tubos de grandes dimensiones.
La presente invención comprende un procedimiento y una máquina para el mecanizado de piezas onduladas, especialmente, de tubos de grandes dimensiones. En la industria petrolífera se utiliza este tipo de tubos, por ejemplo, como tubos de revestimiento con un largo de hasta 16 metros. La carga de las máquinas para mecanizado de tubos se lleva a cabo a través de las denominadas cintas transportadoras de máquinas. Los pasos habituales de mecanizado son biselado y roscado y, en el caso de ser necesario, también la generación de geometrías de conos de juntas.
Por la memoria DE 32 36 165 A1 se conoce un torno doble para el mecanizado de tubos de grandes dimensiones. En ambas caras del torno están dispuestas, en dirección longitudinal, cintas transportadoras. Con ellas se introducen los tubos por mecanizar en la máquina y son mecanizados en un extremo. Luego el tubo es desplazado por la máquina a través de ambas cintas transportadoras, de modo que se puede mecanizar el otro extremo. El posicionamiento de los tubos en la dirección longitudinal se lleva a cabo mediante rodillos en forma de prisma, los denominados accionadores de alimentación y las ruedas de medición.
El objetivo de la presente invención es simplificar la manipulación de las piezas en una máquina para mecanizado de tubos y presentar un procedimiento para ello.
Para alcanzar este objetivo se propone un procedimiento acorde a la reivindicación 1 y un dispositivo acorde a la reivindicación 3. Las ejecuciones y perfeccionamientos ventajosos se desprenden de las subreivindicaciones. Un aspecto ventajoso de la invención consiste en reemplazar las cintas transportadoras por una pinza desplazable para piezas. Para cargar y descargar, ésta ase las piezas con una pinza de prisma e introduce un extremo de pieza a través del mandril de sujeción hasta llegar al área de trabajo de la máquina. Para el posicionamiento en la dirección longitudinal está previsto un dispositivo de medición que junto con el mando de la máquina controla correspondientemente el recorrido de desplazamiento de la pinza para piezas.
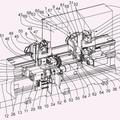
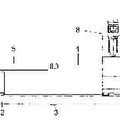
A continuación se detallará la invención a partir de ejemplos de ejecución. La figura 1 muestra una representación esquemática de una máquina para mecanizado de tubos. Los detalles del control y de los accionamientos no están representados.
La estructura de la máquina 1 presenta dos paredes verticales 2, 2a dispuestas ortogonalmente entre sí. En la pared 2 está dispuesto el husillo portapiezas 3 con los dispositivos de sujeción 5, 5a. Como dispositivos de sujeción 5, 5a están previstos un mandril del extremo anterior y un mandril del extremo posterior. En la pared 2a están previstos tres pares de rieles-guía 6, 6a, 6b. Los rieles-guía 6 y 6b alojan el carro cruzado 7, 7 a para el portaherramientas 8, 8a. Los soportes de herramienta 8, 8a constituidos como revólver de herramienta portan las herramientas 9, 9a, requeridas para el torneado o roscado. Como dispositivo de centrado 12 está prevista una luneta. Ésta se puede desplazar sobre los rieles-guía 6a con el carro horizontal 13. El dispositivo de carga y descarga 10 está dispuesto en las guías 16 de modo desplazable. Empuja las piezas 11 a través de los dispositivos de sujeción 5, 5a hasta el área de trabajo 15 de la máquina para mecanizado de tubos, para la carga y descarga. Un dispositivo de medición de recorrido 17 detecta, a su vez, el recorrido de desplazamiento del dispositivo de carga y descarga 10. De este modo la pieza 11 puede ser posicionada en dirección longitudinal en el área de trabajo 15, en una posición predeterminada.
Un ciclo de mecanizado presenta los siguientes pasos de trabajo:
• Toma de la pieza 11 a través de la pinza para piezas 14,
• Desplazamiento del dispositivo de carga y descarga 10 en dirección del eje del husillo portapiezas 4,
• Conducción del extremo 18 a través de los dispositivos de sujeción 5, 5a hasta el área efectiva del dispositivo de centrado 12.
• Centrado del extremo 18 de la pieza 11 de modo concéntrico al eje de husillo 4,
• Sujeción de la pieza 11 en los dispositivos de sujeción 5, 5a,
• Rotación de la pieza alrededor del eje del husillo portapiezas 4 y mecanizado de la pieza mediante las herramientas 9, 9a,
• Liberación de los dispositivos de sujeción 5, 5a,
• Descarga de la máquina a través del desplazamiento del dispositivo de carga y descarga 10.
Reemplazando las cintas transportadoras por pinzas desplazables para piezas se reduce notablemente el costo de construcción de la máquina. Al mismo tiempo, con el dispositivo de medición de recorrido se incrementa la seguridad de funcionamiento en el posicionamiento de la pieza en la dirección longitudinal, porque los accionadores de alimentación y las ruedas de medición utilizados en el estado actual de la técnica eventualmente sufren fallas en el funcionamiento, por ejemplo, deslizamientos.
Lista de referencias
Reivindicaciones:
1. Procedimiento para el mecanizado de piezas onduladas (11) con un husillo portapiezas (3) con un dispositivo de sujeción (5, 5a) para sostener e impulsar las piezas (11),
con un dispositivo de centrado (12) para centrar la pieza (11) por mecanizar,
con, al menos, un portaherramientas (8, 8a) con herramientas (9, 9a) para el mecanizado con arranque de virutas de la pieza (11) y con un dispositivo de carga y descarga (10),
con los siguientes pasos de procedimiento:
caracterizado porque
el dispositivo de carga y descarga (10) presenta una pinza para piezas (14) desplazable, porque por el desplazamiento de la pinza para piezas (14) la pieza (11) es posicionada en dirección al eje del husillo portapiezas (4), en el área efectiva del dispositivo de centrado (12) y porque el dispositivo de centrado (12) centra el extremo por mecanizar (18) de la pieza (11) respecto del eje del husillo portapiezas (4).
2. Procedimiento acorde a la reivindicación 1, caracterizado porque el mando de la máquina junto con un dispositivo de medición de recorrido (17) acciona la pinza para piezas (14) de modo tal que la pieza (11) es posicionada en una posición predeterminada en el área de trabajo (15) de la máquina.
3. Máquina para mecanizado de tubos para la realización del procedimiento acorde a la reivindicación 1 o 2, con un husillo portapiezas (3) con un dispositivo de sujeción (5, 4a) para sujetar e impulsar las piezas (11),
con un dispositivo de centrado (12) para centrar la pieza por mecanizar (10),
con, al menos, un portaherramientas (8, 8a) con herramientas (9, 9a) para el mecanizado de la pieza (11) con arranque de virutas y con un dispositivo de carga y descarga (10),
caracterizada porque
el dispositivo de carga y descarga (10) presenta una pinza para piezas (14), porque la pinza para piezas (14) está dispuesta fuera de la máquina para mecanizado de tubos, de modo desplazable, y porque desplazando la pinza para piezas (14) en dirección al eje del husillo portapiezas (4), la pieza (11) puede ser conducida a través del dispositivo de sujeción (5, 5a) hasta el dispositivo de centrado (12).
4. Máquina para mecanizado de tubos acorde a la reivindicación 3, con un dispositivo de medición de recorrido (17), caracterizada porque desplazando la pinza para piezas (14), la pieza (11) es posicionada en una posición predeterminada en el área de trabajo (15) de la máquina.
5. Máquina para mecanizado de tubos acorde a la reivindicación 3 o 4, caracterizada porque como dispositivo de centrado (12) está prevista una luneta.
6. Máquina para mecanizado de tubos acorde a una de las reivindicaciones 3 a 5, caracterizada porque en el dispositivo de carga y descarga (10) está prevista una luneta (19).
7. Máquina para mecanizado de tubos acorde a una de las reivindicaciones 3 a 6, caracterizada porque el husillo portapiezas (3) está dispuesto en la pared vertical (2) de la estructura de la máquina (1).
8. Máquina para mecanizado de tubos acorde a una de las reivindicaciones 3 a 7, caracterizado porque el portaherramientas (8, 8a) está dispuesto con el carro cruzado (7, 7a) en la pared vertical (2a) de modo desplazable.
Patentes similares o relacionadas:
Dispositivo y procedimiento para la sujeción de una pieza de trabajo montada de manera giratoria, del 10 de Junio de 2020, de SCHWABISCHE WERKZEUGMASCHINEN GMBH: Dispositivo de sujeción para la sujeción de una pieza de trabajo que puede girar alrededor de un eje de giro y presenta una base (2a) y una cabeza […]
Máquina herramienta y método que utiliza dicha máquina, del 19 de Octubre de 2016, de Fives Landis Limited: Una máquina herramienta que comprende: una base de máquina; un primer soporte proporcionado sobre un primer eje de máquina de rotación , con el primer eje […]
 Procedimiento y máquina herramienta para procesar y endurecer piezas de trabajo metálicas, del 20 de Enero de 2016, de 5Me IP, LLC: Procedimiento para el procesamiento y el endurecimiento de piezas de trabajo metálicas, con los siguientes pasos:
- sujeción de una pieza de trabajo a procesar, […]
Procedimiento y máquina herramienta para procesar y endurecer piezas de trabajo metálicas, del 20 de Enero de 2016, de 5Me IP, LLC: Procedimiento para el procesamiento y el endurecimiento de piezas de trabajo metálicas, con los siguientes pasos:
- sujeción de una pieza de trabajo a procesar, […]
 MÁQUINA AUTOMÁTICA PARA MANIPULACIÓN, MECANIZACIÓN Y TRATAMIENTO DE COLUMNAS, del 15 de Marzo de 2012, de SOCELEC, S.A.: Máquina automática para manipulación, mecanización y tratamiento de columnas, en particular de columnas de farolas , que comprende una bancada […]
MÁQUINA AUTOMÁTICA PARA MANIPULACIÓN, MECANIZACIÓN Y TRATAMIENTO DE COLUMNAS, del 15 de Marzo de 2012, de SOCELEC, S.A.: Máquina automática para manipulación, mecanización y tratamiento de columnas, en particular de columnas de farolas , que comprende una bancada […]
DISPOSITIVO PORTATIL PARA OPERACIONES DE TORNEADO SOBRE MAQUINARIA, del 1 de Julio de 2005, de SANZ PANIAGUA,FERMIN: 1. Dispositivo portátil para operaciones de torneado sobre maquinaria, que teniendo como finalidad permitir efectuar operaciones de reparación o mantenimiento de dicha […]
METODO PARA LA REPARACION DE LOS RODILLOS DE UN LAMINADOR Y APARATO PARA CORTAR RODILLOS., del 1 de Octubre de 1993, de DAIDOTOKUSHUKO KABUSHIKIKAISHA: CUANDO LOS RODILLOS DE UN LAMINADOR SE PREPARAN, SE DESMONTA PRIMERO EL SOPORTE DE RODILLOS DEL LAMINADOR, FIJANDOSE A CONTINUACION DICHO SOPORTE […]
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL Nº 9100413 POR "MEJORAS EN LOS TORNOS AUTOMATICOS PARA LA FORMACION DE VALONAS EN TUBOS CORTOS TROCEADOS DE TUBOS CONTINUOS"., del 16 de Diciembre de 1992, de INDUSTRIAS USOTOR: MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL Nº 9100413 POR "MEJORAS EN LOS TORNOS AUTOMATICOS PARA LA FORMACION DE VALONAS EN TUBOS CORTOS TROCEADOS DE […]
MEJORAS EN LOS TORNOS AUTOMATICOS PARA LA FORMACION DE VALONAS EN TUBOS CORTOS TROCEADOS DE TUBOS CONTINUOS., del 1 de Julio de 1992, de INDUSTRIAS USOTOR S.A.: LAS MEJORAS SE REFIEREN A DISPONER DELANTE DE LA PINZA DE SUJECION DEL TORNO DEL TRAMO DE TUBO, UNA PLACA SUFRIDERA MIENTRAS QUE LA HERRAMIENTA GIRATORIA PARA FORMAR LA […]