Rectificadora con dos conjuntos de husillos.
Rectificadora para el rectificado de piezas de trabajo (20, 22,
48, 60), particularmente para el rectificadosimultáneo de dos piezas de trabajo (48) dispuestas de forma estrechamente adyacente, con
- una bancada de máquina (12),
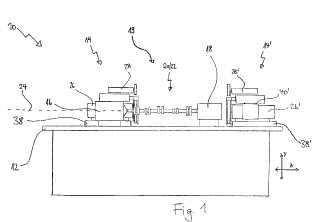
- al menos dos primeros husillos de rectificado (26, 26') que se pueden trasladar sobre la bancada de máquina(12) al menos en direcciones que tienen un recorrido esencialmente en paralelo con respecto a la bancada demáquina (12) y que presentan, respectivamente, un alojamiento de muela de rectificado (35) y un bloque dehusillo (30) y
- al menos dos segundos husillos de rectificado (28, 28') que presentan, respectivamente, un alojamiento demuela de rectificado (37) y que están alojados a través de un soporte (40) de forma que pueden pivotar en elbloque de husillo (30) de uno de los primeros husillos de rectificado (26, 26'), de tal manera que se puedenpivotar alrededor del eje de rotación (46) del respectivo primer husillo de rectificado (26, 26'),
formando los respectivos primeros y segundos husillos de rectificado (26, 28, 26', 28') de forma conjuntarespectivamente un conjunto de husillos de rectificado (14, 14'), estando alineados los conjuntos de husillos derectificado (14, 14') de tal manera entre sí, que los alojamientos de husillo de rectificado (35, 37) de los husillos derectificado (26, 28, 26', 28') de un conjunto de husillos de rectificado (14, 14') y los del otro conjunto de husillos derectificado (14', 14), están dirigidos unos hacia otros en una dirección que tiene un recorrido esencialmente enparalelo con respecto al eje longitudinal (24) de la pieza de trabajo (20, 22, 48, 60), estando dispuestos los doshusillos de rectificado (26, 28, 26', 28') de un conjunto de husillos de rectificado (14, 14') de tal manera unos conrespecto a otros, que las muelas de rectificado (34, 36, 34', 36') que se pueden colocar en los mismos se encuentranesencialmente en un plano de muela de rectificado común que se encuentra en perpendicular con respecto al ejelongitudinal (24) de la pieza de trabajo (20, 22, 48, 60) y el segundo husillo de rectificado (28, 28') se puede pivotarcon respecto a una dirección que tiene un recorrido esencialmente paralelo con respecto a la bancada de máquina(12) y perpendicular con respecto al eje longitudinal (24) de la pieza de trabajo (20, 22, 48, 60) entre la pieza detrabajo (20, 22, 48, 60) y el primer husillo de rectificado (26, 26'), presentando los primeros husillos de rectificado(26, 26') respectivamente una tapa de protección (47, 47'), que se pivota también durante el pivotado del respectivosegundo husillo de rectificado (28, 28') y encontrándose la respectiva tapa de protección (47, 47') en unión eficaz conel soporte (40, 40').
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/065467.
Solicitante: Schaudt Mikrosa GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Saarländer Strasse 25 04179 Leipzig ALEMANIA.
Inventor/es: STROPPEL,BERTHOLD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B24B19/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para rectificar levas o árboles de levas.
- B24B49/04 B24B […] › B24B 49/00 Aparatos de medida o de calibrado para el control del movimiento de avance del útil de amolar o de la pieza que va a ser amolada; Disposición de los aparatos de indicación o de medida, p. ej. para indicar el comienzo de la operación de amolado (B24B 33/06, B24B 37/005 tienen prioridad; si el aparato es utilizado entre otras máquinas-herramientas B23Q 15/00 - B23Q 17/00 tienen prioridad). › implicando la medida de la pieza en el lugar de trabajo durante la operación de trabajo con muela.
- B24B49/12 B24B 49/00 […] › implicando dispositivos ópticos.
- B24B5/01 B24B […] › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para el trabajo con muela combinado de superficies de revolución y de superficies planas adyacentes de trabajo.
- B24B5/42 B24B 5/00 […] › para rectificar cigüeñales o muñequillas de cigüeñales.
PDF original: ES-2428364_T3.pdf
Fragmento de la descripción:
Rectificadora con dos conjuntos de husillos La presente invención se refiere a una rectificadora para el rectificado de piezas de trabajo, particularmente para el rectificado simultáneo, independiente entre sí, de dos piezas de trabajo dispuestas de forma estrechamente adyacente. Por el documento EP 1 088 621 A1 es conocida una rectificadora que presenta un primer cabezal de rectificado y un segundo cabezal de rectificado para mecanizar simultáneamente al menos dos secciones de mecanizado de una pieza de trabajo. Los dos cabezales de rectificado disponen, respectivamente, de accionamientos y equipos de medición propios y se pueden accionar de forma controlada mediante una unidad de control. La unidad de control está configurada para registrar, durante el mecanizado simultáneo de al menos dos secciones de la pieza de trabajo, un diámetro de mecanizado y desencajar el primer o el segundo cabezal de rectificado, independientemente del otro cabezal de rectificado, de la pieza de trabajo cuando el diámetro correspondiente ha alcanzado una medida objetivo. El otro cabezal de rectificado puede continuar actuando sobre la sección a mecanizar.
Las rectificadoras del tipo mencionado anteriormente son conocidas además, por ejemplo, por el prospecto "CamGrind -Produktionslösungen für das Schleifen von Nockenwellen" de la empresa Studer Schaudt GmbH, Stuttgart de octubre 2006. En este caso, por ejemplo, el modelo "CamGrind L" de las páginas 7 y 16 presenta un dispositivo de rectificado con dos conjuntos de husillos que están compuestos, respectivamente, de una muela de rectificado grande y una pequeña y que están concebidos, sobre todo, para el rectificado de árboles de levas. A este respecto, con la muela de rectificado grande se rectifican previamente en primer lugar mediante una elevada potencia las levas y se mecanizan los asientos de rodamiento mientras que la muela de rectificado pequeña sirve para terminar de rectificar las formas de leva o incluso para rectificar los asientos de rodamiento. Para el mecanizado del árbol de levas, el mismo está dispuesto en un dispositivo de sujeción de pieza de trabajo que presenta en un lado un cabezal fijo portapieza que lleva el árbol de levas a la rotación deseada alrededor de su eje longitudinal y que en el otro lado presenta un cabezal móvil que sirve para que el árbol de levas durante el mecanizado siempre esté alineado y centrado. Frente a estos componentes por norma general estacionarios del dispositivo de sujeción de la pieza de trabajo, las muelas de rectificado o los correspondientes husillos de rectificado son móviles dentro del plano x-z con respecto al árbol de levas. El rectificado de las levas directamente sobre el árbol se lleva a cabo con el fin de la precisión, para que las levas estén conformadas exactamente con respecto al árbol.
Cuando hasta ahora o en lo sucesivo se ha hablado o se habla de los ejes o direcciones x y z, con ello se quiere decir siempre los dos ejes que abarcan el plano que forma la bancada de la máquina. A este respecto, el eje z se extiende en paralelo con respecto a la extensión longitudinal de la pieza de trabajo, en el presente documento, por ejemplo, el árbol de levas y el eje x como eje perpendicular a esto que se corresponde, por tanto, con un movimiento de una herramienta hacia la correspondiente pieza de trabajo desde el lado o alejándose. Una dirección perpendicular al eje x y z se denomina además eje o dirección !. Por consiguiente, tiene un recorrido perpendicular con respecto a la bancada de la máquina.
Para poder elegir entre las muelas de rectificado en la rectificadora, el husillo de rectificado de la muela de rectificado pequeña está dispuesto correspondientemente en el husillo de rectificado de la muela de rectificado grande, de tal manera que se puede pivotar alrededor del eje de rotación de la muela de rectificado grande o del correspondiente husillo de rectificado. Este principio ya es conocido por el documento DE 195 16 711 A1. En este 45 caso, el fin es que se consiga un considerable ahorro de espacio gracias a este conjunto de husillo, es decir, mediante la combinación del husillo grande y pequeño con la correspondiente mecánica de pivotado.
En las rectificadoras conocidas y mencionadas al principio de la serie "CamGrind L", esto está realizado de tal manera que los husillos de rectificado con la muela de rectificado pequeña están dispuestos sobre el bloque de husillo del husillo de rectificado grande, de tal manera que la muela de rectificado pequeña llega a encontrarse aproximadamente 150 mm en dirección del eje z detrás de la muela de rectificado grande.
Esto representa, con el uso de un conjunto sencillo de husillo de rectificado, que está compuesto de un husillo de rectificado grande y uno pequeño, una disposición razonable, ya que de este modo la necesidad de espacio del
conjunto de husillos de rectificado permanece lo más reducida posible.
No obstante, si se quieren usar ahora dos conjuntos de husillos de rectificado, tal como es el caso, por ejemplo, en la serie de modelo que se ha mencionado al principio "CamGrind L", entonces se obtiene el problema de que las muelas de rectificado pequeñas, a diferencia de las muelas de rectificado grandes, no se pueden trasladar con proximidad discrecional una con respecto a otra, de tal manera que después de la colocación de uno de los conjuntos de husillos de rectificado y de la muela de rectificado pequeña dispuesta en el mismo en una pieza de trabajo existe una zona correspondiente a lo largo de esta pieza de trabajo que no puede ser alcanzada por la otra muela de rectificado pequeña en el otro conjunto de husillos de rectificado. Esta separación se obtiene a partir de las posiciones de los husillos de rectificado pequeños en los husillos de rectificado grandes y, por tanto, ascendería para 65 el modelo que se ha mencionado al principio "CamGrind L" aproximadamente a 300 mm.
Esta obstaculización mutua de los conjuntos de husillos de rectificado hace necesaria, por consiguiente, una programación más complicada de todo el proceso de rectificado para mantener lo más reducidas posibles las mermas de la eficacia de la rectificadora debido a esta obstaculización. Además, la necesidad de tiempo debida a esta obstaculización mutua es mayor de lo que debería ser, de acuerdo con lo esperado, con el uso de dos conjuntos de husillos de rectificado. Esto sería, de forma ideal, al menos la mitad de tiempo que con el uso de solamente un conjunto de husillos de rectificado.
Además, también con el uso de un solo conjunto de husillos de rectificado se ha mostrado que la muela de rectificado grande en algunas posiciones ya puede chocar con el cabezal fijo portapieza o con el cabezal móvil cuando la muela de rectificado pequeña ha de llevar a cabo procedimientos de mecanizado y de rectificado que se encuentran muy próximos al punto central del eje de rotación de la pieza de trabajo.
Por tanto, la presente invención tiene el objetivo de facilitar una rectificadora que, frente a las rectificadoras conocidas del tipo que se ha mencionado al principio, posibilite un procedido de rectificado más sencillo y que pueda trabajar de forma más eficaz.
De acuerdo con la invención, este objetivo se resuelve mediante una rectificadora para el rectificado de piezas de trabajo, particularmente para el rectificado simultáneo de dos piezas de trabajo dispuestas de forma estrechamente adyacente con una bancada de máquina, al menos dos primeros husillos de rectificado que se pueden trasladar sobre la bancada de la máquina al menos en direcciones que tienen un recorrido esencialmente en paralelo con respecto a la bancada de la máquina y que presentan, respectivamente, un alojamiento de muela de rectificado y un bloque de rectificado y al menos dos segundos husillos de rectificado que presentan, respectivamente, un alojamiento de muela de rectificado y que están alojados a través de un soporte de forma que pueden pivotar en el bloque de husillo de un primer husillo de rectificado, de tal manera que se pueden pivotar alrededor del eje de 25 rotación del respectivamente primer husillo de rectificado, formando los respectivos primeros y segundos husillos de rectificado de forma conjunta respectivamente un conjunto de husillos de rectificado, estando alineados los conjuntos de husillos de rectificado entre sí de tal manera que los alojamientos de muela de rectificado de los husillos de rectificado de un conjunto de husillos de rectificado y los del otro conjunto de husillos de rectificado están dirigidos uno hacia otro en una dirección que tiene un recorrido esencialmente en paralelo con respecto al eje longitudinal de la pieza de trabajo y estando dispuestos los dos husillos de rectificado de un conjunto de husillos de rectificado uno hacia... [Seguir leyendo]
Reivindicaciones:
1. Rectificadora para el rectificado de piezas de trabajo (20, 22, 48, 60) , particularmente para el rectificado simultáneo de dos piezas de trabajo (48) dispuestas de forma estrechamente adyacente, con - una bancada de máquina (12) , -al menos dos primeros husillos de rectificado (26, 26') que se pueden trasladar sobre la bancada de máquina (12) al menos en direcciones que tienen un recorrido esencialmente en paralelo con respecto a la bancada de máquina (12) y que presentan, respectivamente, un alojamiento de muela de rectificado (35) y un bloque de husillo (30) y -al menos dos segundos husillos de rectificado (28, 28') que presentan, respectivamente, un alojamiento de muela de rectificado (37) y que están alojados a través de un soporte (40) de forma que pueden pivotar en el bloque de husillo (30) de uno de los primeros husillos de rectificado (26, 26') , de tal manera que se pueden pivotar alrededor del eje de rotación (46) del respectivo primer husillo de rectificado (26, 26') ,
formando los respectivos primeros y segundos husillos de rectificado (26, 28, 26', 28') de forma conjunta respectivamente un conjunto de husillos de rectificado (14, 14') , estando alineados los conjuntos de husillos de rectificado (14, 14') de tal manera entre sí, que los alojamientos de husillo de rectificado (35, 37) de los husillos de rectificado (26, 28, 26', 28') de un conjunto de husillos de rectificado (14, 14') y los del otro conjunto de husillos de rectificado (14', 14) , están dirigidos unos hacia otros en una dirección que tiene un recorrido esencialmente en paralelo con respecto al eje longitudinal (24) de la pieza de trabajo (20, 22, 48, 60) , estando dispuestos los dos husillos de rectificado (26, 28, 26', 28') de un conjunto de husillos de rectificado (14, 14') de tal manera unos con respecto a otros, que las muelas de rectificado (34, 36, 34', 36') que se pueden colocar en los mismos se encuentran esencialmente en un plano de muela de rectificado común que se encuentra en perpendicular con respecto al eje longitudinal (24) de la pieza de trabajo (20, 22, 48, 60) y el segundo husillo de rectificado (28, 28') se puede pivotar con respecto a una dirección que tiene un recorrido esencialmente paralelo con respecto a la bancada de máquina (12) y perpendicular con respecto al eje longitudinal (24) de la pieza de trabajo (20, 22, 48, 60) entre la pieza de trabajo (20, 22, 48, 60) y el primer husillo de rectificado (26, 26') , presentando los primeros husillos de rectificado (26, 26') respectivamente una tapa de protección (47, 47') , que se pivota también durante el pivotado del respectivo segundo husillo de rectificado (28, 28') y encontrándose la respectiva tapa de protección (47, 47') en unión eficaz con el soporte (40, 40') .
2. Rectificadora de acuerdo con la reivindicación 1, caracterizada por que en los alojamientos de muela de rectificado (35, 37) de los husillos de rectificado (26, 26', 28, 28') están dispuestas respectivamente muelas de rectificado (34, 34', 36, 36') que, particularmente dentro de un conjunto de husillos de rectificado (14, 14') , presentan un tamaño diferente y están configuradas de tal manera que la muela de rectificado (34, 34') en el primer husillo de rectificado (26, 26') es mayor que la muela de rectificado (36, 36') en el segundo husillo de rectificado (28, 28') .
3. Rectificadora de acuerdo con una de las reivindicaciones 1 o 2, caracterizada por que los conjuntos de husillos de rectificado (14, 14') se pueden trasladar y controlar independientemente entre sí sobre la bancada de máquina (12) .
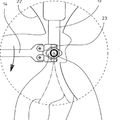
4. Rectificadora de acuerdo con una de las reivindicaciones 1 a 3, caracterizada por que una muela de rectificado (58, 36, 36') presenta un perfil con una zona de rectificado (74) que tiene un recorrido esencialmente paralelo con
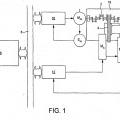
respecto al eje de rotación de la muela de rectificado (58, 36, 36') y al menos una sección perfilada (70, 72) que no tiene un recorrido paralelo con respecto al eje de rotación de la muela de rectificado (58, 36, 36') y por una unidad de control (96) para el control del proceso de rectificado, estando configurada la unidad de control (96) de tal manera que mediante informaciones de posición de posiciones de cantos (76', 76") de la pieza de trabajo en dirección del eje longitudinal (24) de la pieza de trabajo (20, 22, 48, 60) durante o después del rectificado de la pieza de trabajo (20, 22, 48, 60) , particularmente hacia el final del rectificado de la pieza de trabajo (20, 22, 48, 60) , sucesivamente se desbarban o biselan los cantos (76', 76") de la pieza de trabajo (20, 22, 48, 60) con la al menos una sección perfilada (70, 72) de la muela de rectificado (58, 36, 36') .
5. Rectificadora de acuerdo con la reivindicación 4, caracterizada por que la muela de rectificado (58, 36, 36')
presenta un perfil de tejado (64) con dos secciones perfiladas (70, 72) que no tienen un recorrido paralelo con respecto al eje de rotación de la muela de rectificado (58, 36, 36') y entre las que está dispuesta una zona de rectificado (74) que tiene un recorrido esencialmente paralelo con respecto al eje de rotación de la muela de rectificado (58, 36, 36') .
6. Rectificadora de acuerdo con la reivindicación 4 o 5, caracterizada por que la al menos una sección perfilada (70, 72) está configurada de tal manera que la separación del eje de rotación de la muela de rectificado (58, 36, 36') de cada punto en el perfil a lo largo de la extensión de la sección perfilada (70, 72) se reduce hacia el vértice (80, 82) .
7. Rectificadora de acuerdo con una de las reivindicaciones 4 a 6, caracterizada por que la rectificadora presenta una entrada de datos (92) para la recogida de las informaciones de posición.
8. Rectificadora de acuerdo con una de las reivindicaciones 4 a 7, caracterizada por que la rectificadora presenta un equipo de medición (90) para el establecimiento de las informaciones de posición.
9. Rectificadora de acuerdo con la reivindicación 8, caracterizada por que el equipo de medición (90) está
configurado para establecer las informaciones de posición sin contacto, particularmente mediante determinaciones a distancia mediante láser o un iniciador.
10. Rectificadora de acuerdo con la reivindicación 8 o 9, caracterizada por que las piezas de trabajo (20, 48, 60) están alojadas en una sujeción (54) y por que el equipo de medición (90) está configurado para establecer al menos una primera posición con respecto a un tope longitudinal (56) de la sujeción (54) de las piezas de trabajo (20, 48, 60) .
11. Rectificadora de acuerdo con la reivindicación 10, caracterizada por que el equipo de medición (90) está
configurado para establecer todas las posiciones con respecto al tope longitudinal (56) de la sujeción (54) de las 15 piezas de trabajo (20, 48, 60) .
12. Rectificadora de acuerdo con la reivindicación 10, caracterizada por que el equipo de medición (90) está configurado para establecer las posiciones restantes de forma relativa entre sí.
13. Rectificadora de acuerdo con una de las reivindicaciones 8 a 12, caracterizada por que el equipo de medición (90) está dispuesto fuera de un espacio interno (19) de la rectificadora.
14. Rectificadora de acuerdo con una de las reivindicaciones 8 a 12, caracterizada por que el equipo de medición (90) está dispuesto dentro de un espacio interno (19) de la rectificadora. 25
15. Rectificadora de acuerdo con una de las reivindicaciones 4 a 14, caracterizada por que la unidad de control (96) está configurada de tal manera que los cantos (76', 76") de la pieza de trabajo (20, 22, 48, 60) se desbarban o biselan con la al menos una sección perfilada (70, 72) de la muela de rectificado (58, 36, 36') solo después del 50 al 95 %, en particular después del 60 al 80 % del tiempo total de mecanizado.
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente: - un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
Máquina herramienta y procedimiento de medición de una pieza de trabajo, del 25 de Mayo de 2016, de FRITZ STUDER AG: Máquina herramienta, en particular rectificadora, comprendiendo los elementos siguientes: - un alojamiento de pieza de trabajo que […]
 Máquinas herramientas y métodos de funcionamiento de las mismas, del 12 de Agosto de 2015, de Fives Landis Limited: Máquina herramienta para mecanizar una pieza de trabajo , que comprende:
una base de máquina ;
un soporte de pieza de trabajo soportado por […]
Máquinas herramientas y métodos de funcionamiento de las mismas, del 12 de Agosto de 2015, de Fives Landis Limited: Máquina herramienta para mecanizar una pieza de trabajo , que comprende:
una base de máquina ;
un soporte de pieza de trabajo soportado por […]
Instalación de máquina de rectificación con alojamiento pivotable de una unidad de husillo de rectificación y procedimiento para la articulación de una unidad de husillo de rectificación en una máquina de rectificación, del 4 de Marzo de 2015, de ERWIN JUNKER MASCHINENFABRIK GMBH: Instalación de máquina de rectificación con una unidad de husillo de rectificación , que presenta un árbol de accionamiento accionado con […]
Máquina rectificadora así como procedimiento para la rectificación y el desbarbado, del 18 de Septiembre de 2013, de Schaudt Mikrosa GmbH: Máquina rectificadora para la rectificación de una pieza de trabajo , en particular de levas ,con - un banco de máquina , - […]
 PROCEDIMIENTO PARA RECTIFICAR LEVAS DE UN ÁRBOL DE LEVAS, del 16 de Marzo de 2011, de EMAG HOLDING GMBH: Procedimiento para rectificar levas de un árbol de levas en una fijación con dos husillos rectificadores , en donde el árbol de levas […]
PROCEDIMIENTO PARA RECTIFICAR LEVAS DE UN ÁRBOL DE LEVAS, del 16 de Marzo de 2011, de EMAG HOLDING GMBH: Procedimiento para rectificar levas de un árbol de levas en una fijación con dos husillos rectificadores , en donde el árbol de levas […]
METODO PARA EL RECTIFICADO DE PIEZAS QUE PERMITE UNA TASA DE ARRANQUE CONSTANTE., del 16 de Marzo de 2007, de UNOVA UK LTD.: Método para rectificar una pieza cilíndrica o no cilíndrica bajo control informático, con el fin de realizar una primera fase en la que una muela abrasiva rectifica la […]
 CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES, del 20 de Mayo de 2011, de ERWIN JUNKER MASCHINENFABRIK GMBH: Centro de rectificado con mando para el rectificado simultáneo de apoyos y de codos (24 a 27) de cigüeñales , que - posee una primera estación […]
CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES, del 20 de Mayo de 2011, de ERWIN JUNKER MASCHINENFABRIK GMBH: Centro de rectificado con mando para el rectificado simultáneo de apoyos y de codos (24 a 27) de cigüeñales , que - posee una primera estación […]