PROCEDIMIENTO DE EXPLOTACION DE UN TREN DE LAMINACION Y SUS EQUIPOS CORRESPONDIENTES.
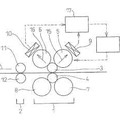
Procedimiento de explotación de un tren de laminación con al menos una caja de laminación (1 a 6) para la laminación de una banda (7) en varios procesos de laminación,
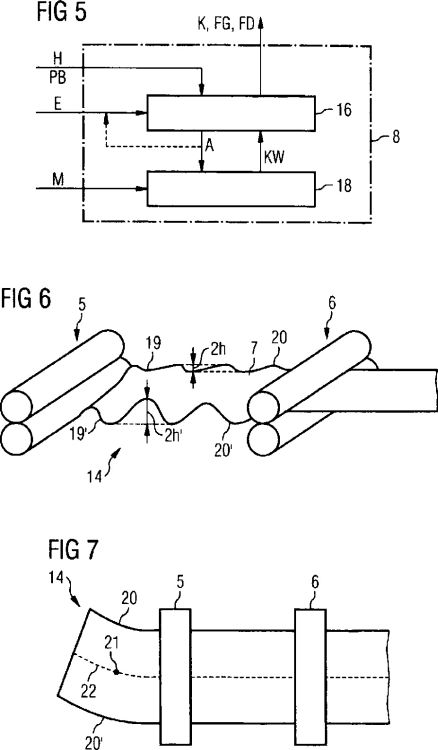
- determinando un ordenador (8) los ajustes para las cajas de laminación (K, FG, FD) por medio de un modelo (16) del tren de laminación para cada proceso de laminación por medio de los parámetros de entrada (E, H, PB) de la banda (7), esperados para este proceso de laminación y los transmite a la caja de laminación (1 a 6) que lleva a cabo este proceso de laminación,
- ajustándose la caja de laminación (1 a 6), que lleva a cabo este proceso de laminación, de acuerdo con los ajustes (K, FG, FD) de las cajas de laminación, que han sido transmitidos y la banda (7) es laminada de acuerdo con los ajustes (K, FG, FD) de las cajas de laminación, que han sido determinados, caracterizado
- porque el ordenador (8) determina también una cuña de salida (A) esperada en la banda (7) en este proceso de laminación en el ámbito del modelo (16) del tren de laminación para cada proceso de laminación,
- porque un equipo (17) de detección detecta en, al menos, un punto de detección del tren de laminación una magnitud de medición (M) que depende de la cuña de salida real de la banda (7) en el punto de detección y la transmite al ordenador (8) y
- porque el ordenador (8) adapta el modelo (16) del tren de laminación por medio de la cuña de salida (A) esperada en el punto de detección y por medio de la magnitud de medición (M), que es detectada en el punto de detección
Tipo: Resumen de patente/invención. Número de Solicitud: W05056460EP.
Solicitante: SIEMENS AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2,80333 MUNCHEN.
Inventor/es: THIELE, KONRAD.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B21B37/68 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control de la flexión o dirección de las láminas, hojas o planchas, p. ej. prevención de meandros.
Clasificación PCT:
Fragmento de la descripción:
Procedimiento de explotación de un tren de laminación y sus equipos correspondientes.
La presente invención se refiere a un procedimiento de explotación de un tren de laminación con, al menos, una caja de laminación para la laminación de una banda en varios procesos de laminación,
- determinando un ordenador ajustes de las cajas de laminación por medio de un modelo de tren de laminación para cada proceso de eliminación por medio de parámetros de partida de la banda, que son esperados para este proceso de laminación y transmitiéndose a la caja de laminación que lleva a cabo este proceso de laminación,
- ajustándose la caja de laminación, que lleva a cabo este proceso de laminación, de conformidad con los ajustes transmitidos de la caja de laminación y laminándose la banda de conformidad con los ajustes de la caja de laminación que han sido determinados.
De la misma manera, la presente invención se refiere a un soporte de datos con un programa de ordenador almacenado sobre el soporte de datos, abarcando el programa de ordenador códigos de programa, cuya ejecución provoca la realización de un procedimiento de este tipo. Así mismo, la presente invención se refiere a un ordenador con una memoria de gran capacidad, en la cual está depositado un programa de ordenador, abarcando el programa de ordenador códigos de programa de tal manera, que el ordenador ejecuta todos los pasos de un procedimiento de explotación de este tipo cuando se accede al programa de ordenador. Por último, la presente invención se refiere a un tren de laminación con, al menos, una caja de laminación para la laminación de una banda en varios procesos de laminación, que es guiada por un ordenador de este tipo.
Se conocen, en general, procedimientos de explotación para trenes de laminación del tipo citado al principio. De una manera puramente ejemplificativa se citan
- el artículo del ramo "Neue Entwicklungen bei Prozessmodellen für Warmbreitbandstraßen" de Dietmar Auzinger et al., Stahl und Eisen, tomo 116 (1996), Nr. 7, páginas 59 a 65,
- la publicación JP 62 077 110 A,
- la publicación JP 63 020 115 A y
- la publicación EP 0 534 221 A1.
Los procedimientos de explotación del estado de la técnica son utilizados para llevar a cabo ajustes previos como paso previo a la entrada de una banda en el tren de laminación y/o para mantener los ajustes tras la laminación de la banda o bien para conducirlos de manera definida. Por consiguiente, el modelo del tren de laminación, por medio del cual el ordenador determina los ajustes de la caja de laminación no es un regulador sencillo, que determina y que efectúa el seguimiento en un circuito de regulación cerrado por medio de valores nominales y de valores reales. Por el contrario, se lleva a cabo por medio del modelo del tren de laminación la determinación de una magnitud nominal. Tiene un carácter secundario el que la caja de laminación sea controlada o sea regulada (en cascada) a continuación, de conformidad con la magnitud nominal determinada.
Un proceso crítico en la laminación de una banda, especialmente en el caso de la laminación en caliente de una banda de acero, consiste en la inserción de la banda en la caja de laminación o bien en la retirada de la banda a partir de la caja de laminación. De manera especial, en el caso de la laminación de bandas delgadas, puede suceder que el comienzo de la banda y/o que el extremo de la banda migren lateralmente. En el caso extremo, esto puede conducir, incluso, a que la banda se rompa durante uno de los procesos de laminación. Por consiguiente, es necesario configurar la laminación de la banda de tal manera, que la banda no pueda migrar lateralmente o que, al menos, únicamente pueda hacerlo de manera intrascendente.
En el estado de la técnica se sabe que tiene un gran significado, para un recorrido simétrico de la banda con respecto a la línea central del tren de laminación, una distribución simétrica de la tracción en la dirección transversal a la banda. Por lo tanto, puede imaginarse la detección de esta distribución de la tracción por medio de rodillos de inversión especiales (o de otra manera). De manera ejemplificativa, se lleva a cabo entonces el seguimiento de la distribución de la tensión de tracción por medio del basculamiento de los cilindros de trabajo de tal manera, que esta distribución sea simétrica o bien que permanezca simétrica. El seguimiento se lleva a cabo en este caso por vía manual o en un circuito de regulación cerrado.
La detección de la distribución de la tensión de tracción presupone que la banda esté tensada por delante y/o por detrás de la caja de laminación, en la que está siendo precisamente laminada. Puesto que, en otro caso, no podría generarse una tracción en la banda. Por consiguiente, únicamente puede ser aplicada de manera limitada la forma de proceder del estado de la técnica, especialmente en el momento del paso del comienzo de la banda y del extremo de la banda puesto que la banda, en estos dos casos, únicamente puede ser tensada por un solo lado, es decir bien únicamente por delante de la caja de laminación o bien únicamente por detrás de la caja de laminación, pero no puede ser tensada por delante y por detrás de la caja de laminación. Por lo tanto, el circuito de regulación está abierto, al menos, por uno de los lados.
La tarea de la presente invención consiste en conseguir un procedimiento de explotación para un tren de laminación y los objetos correspondientes con el mismo, por medio de los cuales pueden laminarse también el comienzo de la banda y el extremo de la banda de tal manera, que no migren lateralmente o que únicamente lo hagan de manera intrascendente.
La tarea se resuelve para el procedimiento de explotación porque,
- el ordenador determina, en el ámbito del modelo del tren de laminación, para cada proceso de laminación, también una cuña de salida, que es esperada en la banda durante este proceso de laminación,
- un equipo de detección detecta, al menos en un punto de detección del tren de laminación, una magnitud de medición que depende de la cuña de salida real de la banda en el punto de detección y la transmite al ordenador y
- el ordenador adapta el modelo de tren de laminación, por medio de la cuña de salida esperada en el punto de detección, y por medio de la magnitud de medición, que ha sido detectada en el punto de detección.
Por consiguiente es posible, de manera especial, mejorar desde una banda a otra el modelo del tren de laminación y, de este modo, determinar así mismo los ajustes mejorados de la caja de laminación.
En las reivindicaciones 13 a 15 se han dado objetos que resuelven la tarea para el soporte de datos, para el ordenador y para el tren de laminación.
Es posible que el tren de laminación presente únicamente una caja de laminación y que la banda sea laminada de manera reversible. Por regla general, el tren de laminación está configurado, sin embargo, como tren de laminación con varias cajas. En este caso cada proceso de laminación es llevado a cabo por una caja de laminación diferente. Cuando uno de los parámetros de entrada de la banda sea una cuña de entrada esperada para este proceso de laminación y el ordenador determine sucesivamente los ajustes de las cajas de laminación y las cuñas de salida esperadas, el procedimiento de explotación trabajará de manera especialmente exacta y fiable. Por consiguiente, la cuña de salida de un proceso de laminación corresponde en este caso a la cuña de entrada del proceso de laminación que se lleva a cabo a continuación de este proceso de laminación.
Como parámetro de entrada importante de la banda debería tenerse en consideración, de manera especial, la dureza de la banda.
Los ajustes de las cajas de laminación abarcan, de manera preferente, una cuña de la abertura entre los cilindros, una fuerza total de laminación y/o una diferencia de la fuerza de laminación de la correspondiente caja de laminación.
Cuando el ordenador, en el ámbito de la determinación de una cuña de salida, que es esperada en un proceso de laminación, tenga en consideración la cuña de salida, que es esperada en los procesos de laminación precedentes, el ordenador determina un balance de cuña...
Reivindicaciones:
1. Procedimiento de explotación de un tren de laminación con al menos una caja de laminación (1 a 6) para la laminación de una banda (7) en varios procesos de laminación,
- - determinando un ordenador (8) los ajustes para las cajas de laminación (K, FG, FD) por medio de un modelo (16) del tren de laminación para cada proceso de laminación por medio de los parámetros de entrada (E, H, PB) de la banda (7), esperados para este proceso de laminación y los transmite a la caja de laminación (1 a 6) que lleva a cabo este proceso de laminación,
- - ajustándose la caja de laminación (1 a 6), que lleva a cabo este proceso de laminación, de acuerdo con los ajustes (K, FG, FD) de las cajas de laminación, que han sido transmitidos y la banda (7) es laminada de acuerdo con los ajustes (K, FG, FD) de las cajas de laminación, que han sido determinados,
- - porque el ordenador (8) determina también una cuña de salida (A) esperada en la banda (7) en este proceso de laminación en el ámbito del modelo (16) del tren de laminación para cada proceso de laminación,
- - porque un equipo (17) de detección detecta en, al menos, un punto de detección del tren de laminación una magnitud de medición (M) que depende de la cuña de salida real de la banda (7) en el punto de detección y la transmite al ordenador (8) y
- - porque el ordenador (8) adapta el modelo (16) del tren de laminación por medio de la cuña de salida (A) esperada en el punto de detección y por medio de la magnitud de medición (M), que es detectada en el punto de detección.
2. Procedimiento de explotación según la reivindicación 1, caracterizado porque cada proceso de laminación es realizado por una caja de laminación (1 a 6) diferente.
3. Procedimiento de explotación según la reivindicación 1 o 2, caracterizado porque uno de los parámetros de entrada (E, H, PB) de la banda (7) es una cuña de entrada (E) esperada en este proceso de laminación y porque el ordenador (8) determina sucesivamente los ajustes (K, FG, FD) de las cajas de laminación y las cuñas de salida (A) esperadas.
4. Procedimiento de explotación según la reivindicación 1, 2 o 3, caracterizado porque los parámetros de entrada (E, H, PB) de la banda (7) abarcan la dureza (H) de la banda (7).
5. Procedimiento de explotación según una de las reivindicaciones precedentes, caracterizado porque los ajustes (K, FG, FD) de las cajas de laminación abarcan una cuña de la abertura entre los cilindros (K), una fuerza total de laminación (FG) y/o una diferencia de la fuerza de laminación (FD).
6. Procedimiento de explotación según una de las reivindicaciones precedentes, caracterizado porque el ordenador (8) tiene en consideración la cuña de salida (A) esperada en los procesos de laminación precedentes en el ámbito de la determinación de una cuña de salida (A) esperada en un proceso de laminación.
7. Procedimiento de explotación según una de las reivindicaciones 1 a 6, caracterizado porque la magnitud de medición (M) es detectada por detrás del último proceso de laminación.
8. Procedimiento de explotación según una de las reivindicaciones 1 a 6, caracterizado porque la magnitud de medición (M) es detectada por delante del último proceso de laminación.
9. Procedimiento de explotación según una de las reivindicaciones 1 a 8, caracterizado porque se determinan los ajustes (K, FG, FD) de las cajas de laminación para, al menos, un proceso de laminación de tal manera, que la banda (7) presente ondas marginales (19, 19') con amplitudes de las ondas marginales (h, h') después de este proceso de laminación y porque la magnitud de medición (M) se determina por medio de las amplitudes de las ondas marginales (h, h').
10. Procedimiento de explotación según la reivindicación 8 y 9, caracterizado porque las ondas marginales (19, 19') son eliminadas por laminación de la banda (7) como más tarde durante el último proceso de laminación.
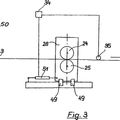
11. Procedimiento de explotación según una de las reivindicaciones 1 a 8, caracterizado porque la magnitud de medición (M) es determinada por medio de una evaluación óptica automática de la posición de los bordes (20, 20') de la banda, de la posición del centro (22) de la banda y/o de la posición del punto (21) del centro de gravedad superficial de la banda (7).
12. Procedimiento de explotación según una de las reivindicaciones precedentes, caracterizado porque se lleva a cabo únicamente en estado exento de tracción de la banda (7).
13. Soporte de datos con un programa de ordenador (10), almacenado sobre el soporte de datos, abarcando el programa de ordenador (10) códigos de programa, cuya ejecución provoca la realización de todas las etapas de un procedimiento de explotación según una de las reivindicaciones precedentes.
14. Ordenador con una memoria de gran capacidad (9), en el que está depositado un programa de ordenador (10), abarcando el programa de ordenador (10) códigos de programa de tal manera, que el ordenador ejecuta todas las etapas de un procedimiento de explotación según una de las reivindicación 1 a 12, cuando se accede al programa de ordenador (10).
15. Tren de laminación con, al menos, una caja de laminación (1 a 6) para la laminación de una banda (7) en varios procesos de laminación, caracterizado porque es conducido por un ordenador (8) según la reivindicación 14.
Patentes similares o relacionadas:
Procedimiento y tren de laminación para mejorar la salida de ruta de un fleje metálico a laminar, cuyo extremo de fleje metálico se desplaza a velocidad de laminación, del 20 de Noviembre de 2019, de SMS group GmbH: Procedimiento para mejorar la salida de ruta de un fleje metálico a laminar , cuyo extremo de fleje metálico (1a) circula a velocidad de laminación […]
 Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Aparato de laminado y método de monitorización del laminado, del 7 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de laminado que comprende: una pluralidad de plataformas de laminado , cada una de las cuales incluye un par de rodillos de trabajo y una unidad […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 19 de Julio de 2013, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando unequipo de laminación que incluye un laminador y al menos […]
 Método y dispositivo para laminar planchas metálicas, del 7 de Noviembre de 2012, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador […]
Método y dispositivo para laminar planchas metálicas, del 7 de Noviembre de 2012, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador […]
 PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA, del 13 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación en continuo de una banda metálica , laminada, a partir de una fusión metálica , especialmente para la fabricación […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA, del 13 de Abril de 2010, de SIEMENS VAI METALS TECHNOLOGIES GMBH & CO: Procedimiento para la fabricación en continuo de una banda metálica , laminada, a partir de una fusión metálica , especialmente para la fabricación […]
PROCEDIMIENTO REGULADOR PARA LAMINAR UNA BANDA EN UNA CAJA DE LAMINACION., del 1 de Marzo de 2007, de SMS DEMAG AG: Procedimiento regulador para laminar una banda en una caja de laminación, que comprende al menos una pareja de cilindros de trabajo (1, 1), cilindros de apoyo (2, […]
MÉTODO Y DISPOSITIVO PARA MODIFICAR SELECTIVAMENTE LA GEOMETRÍA DE UNA BANDA DE DESBASTE EN UNA CAJA DESBASTADORA, del 28 de Octubre de 2011, de SMS SIEMAG AG: Método para la laminación en caliente de material a laminar en un tren de laminación de bandas en caliente o en trenes de laminación Steckel, en donde para el ajuste del curso […]