PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE UNA BANDA METALICA LAMINADA A PARTIR DE UNA FUSION METALICA.
Procedimiento para la fabricación en continuo de una banda metálica (1),
laminada, a partir de una fusión metálica (2), especialmente para la fabricación de un fleje de acero, introduciéndose en un equipamiento (5) para la colada en banda una fusión en una primera etapa de fabricación y extrayéndose una banda metálica (3), colada, con una anchura de banda predeterminada y conformándose por laminación la banda metálica colada, no subdividida en, al menos, una caja de laminación (18) hasta el espesor final de la banda, en una segunda etapa de fabricación subsiguiente, llevándose a cabo el posicionamiento de la banda metálica en el intersticio (44), que está comprendido entre los cilindros, por medio de una guía de la banda, que está situada por delante de la caja de laminación, caracterizado porque la guía de la banda actúa, o bien se lleva a cabo, a una distancia comprendida entre 1,0 vez y 10,0 veces la anchura de la banda, de manera preferente a una distancia comprendida entre 1,5 veces y 5,0 veces la anchura de la banda, por delante de esta caja de laminación, presentando la banda metálica colada un espesor de banda menor que 20 mm, de manera preferente comprendido entre 1 mm y 12 mm, y
se regula la distancia comprendida entre el equipamiento (19) para la guía de la banda y la caja de laminación (18) por medio de guías, sobre las cuales está apoyado el equipamiento (19) para la guía de la banda, y por medio de un equipamiento (30) de reubicación
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP02/11406.
Solicitante: SIEMENS VAI METALS TECHNOLOGIES GMBH & CO.
Nacionalidad solicitante: Austria.
Dirección: TURMSTRASSE 44,4031 LINZ.
Inventor/es: HOHENBICHLER, GERALD, ECKERSTORFER, GERALD.
Fecha de Publicación: .
Fecha Concesión Europea: 2 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B21B1/46C
- B21B37/68 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control de la flexión o dirección de las láminas, hojas o planchas, p. ej. prevención de meandros.
- B21B39/00D
Clasificación PCT:
- B21B1/46 B21B […] › B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas. › para laminar el metal inmediatamente después de la colada continua (cajas a este efecto B21B 13/22; colada continua B22D 11/00, p. ej. en moldes dotados de rodillos B22D 11/06).
- B21B37/68 B21B 37/00 […] › Control de la flexión o dirección de las láminas, hojas o planchas, p. ej. prevención de meandros.
Clasificación antigua:
- B21B1/46 B21B 1/00 […] › para laminar el metal inmediatamente después de la colada continua (cajas a este efecto B21B 13/22; colada continua B22D 11/00, p. ej. en moldes dotados de rodillos B22D 11/06).
- B21B37/68 B21B 37/00 […] › Control de la flexión o dirección de las láminas, hojas o planchas, p. ej. prevención de meandros.
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación en continuo de una banda metálica laminada a partir de una fusión metálica.
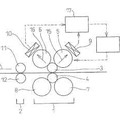
La invención se refiere a un procedimiento para la fabricación en continuo de una banda metálica laminada a partir de una fusión metálica, de manera especial para la fabricación de un fleje de acero, introduciéndose una fusión en una instalación para la colada en banda en una primera etapa de fabricación y extrayéndose a partir de dicha instalación una banda metálica colada con una anchura de banda, que puede ser definida de antemano, y la banda metálica colada, no subdividida, se conforma por laminación en, al menos, una caja de laminación hasta el espesor final de la banda en una segunda etapa de fabricación, que se lleva a cabo a continuación, realizándose el posicionamiento de la banda metálica en el intersticio, que está comprendido entre los cilindros, a través de una guía de la banda, que está dispuesta aguas arriba de la caja de laminación, por medio de una equipamiento para la guía de la banda. De igual modo, la invención se refiere a una instalación para llevar a cabo este procedimiento.
Se conocen ya por las publicaciones EP-B 540 610 y EP-A 760 397 un procedimiento de este tipo y un dispositivo correspondiente para la producción de un fleje de acero laminado a partir de una fusión de acero, fabricándose una delgada banda colada de conformidad con el procedimiento de colada con dos cilindros con un dispositivo de colada con dos cilindros y que se conforma en caliente en una caja de laminación directamente a partir de la fusión colada en una etapa de transformación subsiguiente directa.
Se conoce ya de conformidad con la publicación EP-B 540 610 la previsión de cajas de rodillos de arrastre en varios puntos en la instalación de producción, con objeto de asegurar el transporte seguro de la banda colada desde la máquina de colada con dos cilindros hasta el mecanismo para el bobinado de la banda. Inmediatamente después de la instalación de colada con dos cilindros se ha previsto, además, un rodillo de guía por delante de la primera caja de los rodillos de arrastre para ajustar el transporte de la banda una vez que abandona el foso de bucles. Esta primera caja de rodillos de arrastre debe impedir el movimiento de paso transversal de la banda en la instalación. Sin embargo, esto es únicamente posible dentro de un limitado tramo de transporte. Por otra parte, se han colocado cajas de rodillos de arrastre por delante y por detrás de una cizalla rebordeadora con objeto de mantener al fleje de acero bajo tensión por tracción durante el rebordeado longitudinal.
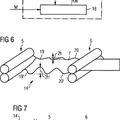
De igual modo, se conoce por la publicación EP-A 760 397 una instalación de colada con dos cilindros con una caja de laminación, que está dispuesta aguas abajo, para llevar a cabo la conformación directa de la banda metálica. De conformidad con una de las formas de realización, que han sido descritas, se ha dispuesto por delante de la caja de laminación un par de rodillos de arrastre distanciados entre sí con objeto de mantener bajo tensión por tracción a la banda colada por el lado de entrada de la caja de laminación y, de manera adicional, se ha posicionado (figura 3) entre el par de rodillos de arrastre y la caja de laminación, un rodillo compensador en un bucle de la banda con objeto de evitar un paso de la banda en forma de meandros en el momento de su entrada en la caja de laminación. De conformidad con otra forma de realización se han dispuesto, y son necesarios, (figura 7) varios rodillos de guía o varios rodillos de arrastre, distanciados entre sí, en una zona controlada por medio de la temperatura por delante de la caja de laminación con objeto de evitar el paso inadecuado de la banda.
En la publicación EP 903 187 A2 pueden verse un procedimiento y una instalación para llevar a cabo la guía de la banda de una banda colada como paso previo a su entrada en una caja de laminación, de conformidad con el preámbulo de las reivindicaciones independientes. Se han divulgado bandas con una anchura de banda definida.
Por consiguiente, la tarea de la invención consiste en evitar estos inconvenientes descritos del estado de la técnica y proponer un procedimiento y un dispositivo, con los que se garantice una entrada más estable de la banda en la caja de laminación, para la banda metálica por el lado de entrada de la caja de laminación o bien en el punto de la conformación por laminación, en función de las dimensiones de la banda, con un bajo coste de instalación.
Esta tarea se resuelve en el procedimiento, del tipo que ha sido citado al principio, porque la guía de la banda se ejerce o bien se lleva a cabo a una distancia comprendida entre 1,0 vez y 10,0 veces la anchura de la banda, de manera preferente a una distancia comprendida entre 1,5 veces y 5,0 veces la anchura de la banda, por delante de esta caja de laminación, presentando la banda metálica colada un espesor de banda menor que 20 mm, de manera preferente comprendido entre 1 mm y 12 mm, y la distancia comprendida entre el equipamiento (19) para la guía de la banda hasta la caja de laminación (18) es regulada por medio de guías, sobre las cuales está apoyado el equipamiento (19) para la guía de la banda, y por medio de un equipamiento (30) de reubicación. Podría fijarse una relación básica entre la anchura de la banda de la banda metálica, que debe ser laminada, y el punto óptimo para la aplicación de las medidas para la guía de la banda, en tanto en cuanto pudieran ser llevadas a cabo las medidas de guía por delante de la caja de laminación a una mayor distancia cuando las bandas sean más anchas. Cuando la guía de la banda se lleva a cabo demasiado cerca de la caja de laminación, debe esperarse un comportamiento inestable de la guía de la banda (por ejemplo comportamiento de sobreoscilación, sobredilataciones de los cantos, etc.). Por otro lado, se presenta igualmente una desviación de la banda cuando las medidas para la guía de la banda tienen lugar a una distancia demasiado grande por delante de la caja de laminación. En este caso, se pierde de nuevo el efecto de guía ya antes de que se alcance la caja de laminación.
Se establece un paso óptimo de la banda cuando la banda metálica sea mantenida en una zona situada aguas arriba de la caja de laminación, entre un equipamiento para la guía de la banda y el intersticio, que está comprendido entre los cilindros, bajo una tensión por tracción de la banda comprendida entre 2,0 MPa y 15 MPa, de manera preferente comprendida entre 4,0 MPa y 8,0 MPa. Cuando la tensión por tracción de la banda sea demasiado baja, se producirá una desviación de la banda, por ejemplo como consecuencia de tensiones unilaterales de compresión. Esto se pone de manifiesto por medio de inestabilidades, por ejemplo por medio de aleteos de la banda. Por otra parte, a medida que aumenta la tensión por tracción de la banda aumenta el riesgo de rotura de la banda. Puesto que la temperatura de la banda se mantiene elevada en esta zona, la resistencia de la banda metálica es correspondientemente menor y, por consiguiente, también lo es la fuerza admisible de compresión, que puede aplicarse sobre la banda metálica, sin que los rodillos de arrastre dejen huellas de compresión sobre la misma.
Para llevar a cabo una regulación precisa de la posición central de la banda es necesario detectar sobre la banda metálica, de manera preferente cerca del punto en el que se produce la guía de la banda, la divergencia lateral real de la banda metálica con respecto al sentido de paso prefijado de la banda y regular, en función de esta divergencia, la posición de los órganos de regulación del equipamiento para la guía de la banda.
Puede conseguirse una estabilización adicional del paso de la banda cuando la banda metálica sea mantenida, en una zona situada aguas arriba del equipamiento para la guía de la banda, bajo una tensión por tracción previa de la banda. En esta zona, la tensión por tracción de la banda puede mantenerse menor que en la zona de entrada subsiguiente de la caja de laminación y sirve, preponderantemente, para estabilizar y para apuntalar la banda metálica que sale de la máquina de colada. De manera preferente, la tensión por tracción previa de la banda es generada o bien está regulada por el propio peso de la banda metálica que está combada en un foso de bucles. De manera alternativa, la tensión por tracción previa de la banda puede ser generada, o bien puede ser ajustada, por medio de una fuerza de frenado, que actúa en sentido opuesto al sentido de paso de la banda.
Puede conseguirse una estabilización adicional del paso de...
Reivindicaciones:
1. Procedimiento para la fabricación en continuo de una banda metálica (1), laminada, a partir de una fusión metálica (2), especialmente para la fabricación de un fleje de acero, introduciéndose en un equipamiento (5) para la colada en banda una fusión en una primera etapa de fabricación y extrayéndose una banda metálica (3), colada, con una anchura de banda predeterminada y conformándose por laminación la banda metálica colada, no subdividida en, al menos, una caja de laminación (18) hasta el espesor final de la banda, en una segunda etapa de fabricación subsiguiente, llevándose a cabo el posicionamiento de la banda metálica en el intersticio (44), que está comprendido entre los cilindros, por medio de una guía de la banda, que está situada por delante de la caja de laminación, caracterizado porque la guía de la banda actúa, o bien se lleva a cabo, a una distancia comprendida entre 1,0 vez y 10,0 veces la anchura de la banda, de manera preferente a una distancia comprendida entre 1,5 veces y 5,0 veces la anchura de la banda, por delante de esta caja de laminación, presentando la banda metálica colada un espesor de banda menor que 20 mm, de manera preferente comprendido entre 1 mm y 12 mm, y
se regula la distancia comprendida entre el equipamiento (19) para la guía de la banda y la caja de laminación (18) por medio de guías, sobre las cuales está apoyado el equipamiento (19) para la guía de la banda, y por medio de un equipamiento (30) de reubicación.
2. Procedimiento según la reivindicación 1, caracterizado porque la banda metálica (3) se mantiene en una zona situada aguas arriba de la caja de laminación (18), entre el equipamiento (19) para la guía de la banda y el intersticio (44), que está comprendido entre los cilindros, bajo una tensión por tracción de la banda comprendida entre 2,0 MPa y 15 MPa, de manera preferente comprendida entre 4,0 MPa y 8,0 MPa.
3. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque se detecta la divergencia real lateral de la banda metálica con respecto al sentido predeterminado de paso de la banda, de manera preferente cerca del punto en el que actúa sobre la banda metálica la guía de la banda y se regula la posición de los órganos de regulación del equipamiento (19) para la guía de la banda en función de dicha divergencia.
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la banda metálica (3) se mantiene bajo una tensión por tracción previa de la banda en una zona situada aguas arriba del equipamiento (19) para la guía de la banda.
5. Procedimiento según la reivindicación 4, caracterizado porque la tensión por tracción previa de la banda se genera, o bien se regula, por medio del propio peso de la banda metálica (3), que está combada en un foso de bucles (16).
6. Procedimiento según la reivindicación 4, caracterizado porque la tensión por tracción previa de la banda se genera, o bien se regula, por medio de una fuerza de frenado, que actúa en el sentido opuesto al del sentido (R) de paso de la banda.
7. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque actúa un dispositivo auxiliar de centraje (46) para el paso de la banda, especialmente cuando está abierta la caja de laminación (18), por delante o por detrás del punto de la conformación por laminación, a una distancia (B) desde el punto en el que actúa la guía de la banda, que corresponde a 1,0 vez hasta 10 veces la anchura de la banda, de manera preferente que corresponde a 1,5 veces hasta 5,0 veces la anchura de la banda.
8. Instalación para la fabricación en continuo de una banda metálica (1), laminada, de manera especial para la producción de un fleje de acero, que está constituida por un equipamiento (5) para la colada en banda, de manera preferente por una máquina (6) de colada con dos cilindros, para la obtención de una banda metálica (3), colada, con un espesor de banda situado por debajo de 20 mm, de manera preferente comprendido entre 1 mm y 12 mm, y con, al menos, una caja de laminación (18), que está conectada aguas abajo, para la conformación por laminación directa de la banda metálica colada, no subdividida, así como un equipamiento (19) para la guía de la banda, que está dispuesto entre el equipamiento (5) para la colada en banda y la caja de laminación (18), caracterizada porque el equipamiento (19) para la guía de la banda está dispuesto por delante de la caja de laminación (18) a una distancia (A) de 1,0 vez hasta 10,0 veces la anchura de la banda, preferentemente a una distancia de 1,5 veces hasta 5,0 veces la anchura de la banda, estando apoyado el equipamiento (19) para la guía de la banda sobre guías (29) y estando dispuesto, entre el equipamiento (19) para la guía de la banda y las guías (29), un equipamiento de reubicación (30) para el equipamiento (19) para la guía de la banda con objeto de regular la distancia hasta la caja de laminación (18).
9. Instalación según la reivindicación 8, caracterizada porque el equipamiento (19) para la guía de la banda está formado por un propulsor de rodillos múltiples, de manera preferente está formado por un propulsor (27) de dos rodillos.
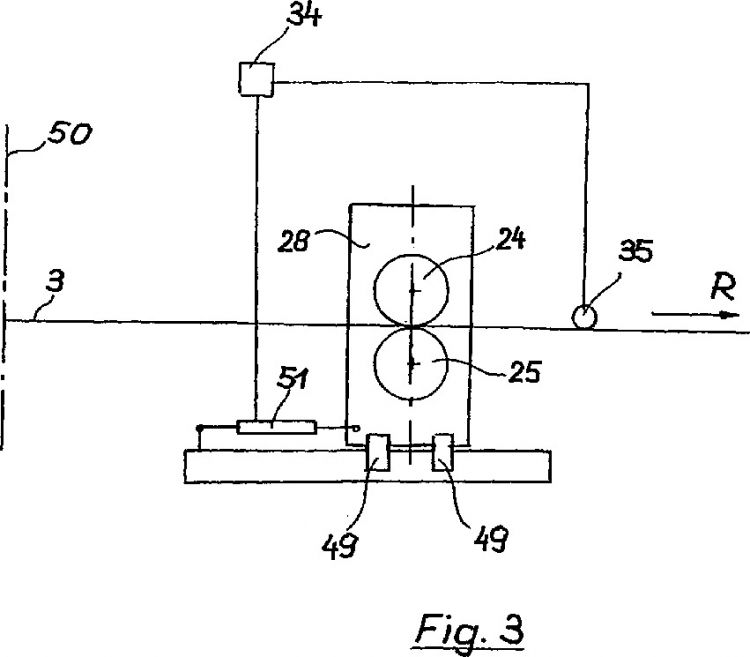
10. Instalación según la reivindicación 8 o 9, caracterizada porque se han dispuesto medios de transporte (26) para la banda metálica en el equipamiento (19) para la guía de la banda, preferentemente los rodillos de arrastre (24, 25) de un propulsor de rodillos múltiples, que cooperan con equipamientos (34) de ajuste y de regulación y, por medio de los cuales, puede prefijarse la regulación de una tensión por tracción de la banda, que está comprendida entre 2,0 MPa y 15 MPa, de manera preferente está comprendida entre 4,0 MPa y 8,0 MPa, entre el equipamiento (19) para la guía de la banda y la caja de laminación (18) o el dispositivo auxiliar de centraje (46) para el paso de la banda o un grupo de otro tipo de la línea de paso de la banda.
11. Instalación según una de las reivindicaciones 8 a 10, caracterizada porque está asignado un equipamiento de medición (35) de la posición de la banda con el equipamiento (19) para la guía de la banda y porque se han dispuesto medios de transporte (26) de la banda metálica en el equipamiento (19) para la guía de la banda, preferentemente los rodillos de arrastre (24, 25) de un propulsor de rodillos múltiples, estando apoyado de manera giratoria, al menos, uno de los medios de transporte (26) de la banda metálica en un equipamiento portante (33), basculable, y estos medios de transporte cooperan con equipamientos (34) de control o de regulación para influenciar el sentido (R) del paso de la banda.
12. Instalación según la reivindicación 11, caracterizada porque el equipamiento (19) para la guía de la banda constituye el equipamiento portante (33) basculable y este equipamiento está apoyado de manera reubicable sobre guías (49) que tienen, de manera preferente, una forma arqueada y está conectado con un mecanismo de transmisión regulador (51), preferentemente con un mecanismo de manivela.
13. Instalación según una de las reivindicaciones 8 a 12, caracterizada porque se ha dispuesto un equipamiento (15) entre el equipamiento (5) para la colada en banda y el equipamiento (19) para la guía de la banda, con objeto de generar en la banda metálica (3) una tensión por tracción previa de la banda.
14. Instalación según la reivindicación 13, caracterizada porque el equipamiento (15), para generar una tensión por tracción previa de la banda, está constituido por un foso de bucles (16).
15. Instalación según la reivindicación 13, caracterizada porque el equipamiento (15), para generar una tensión por tracción previa de la banda, está constituido por un equipamiento (20) de soporte de la banda, de manera preferente horizontalmente y sometido a rozamiento, de manera especial está constituido por un tren de rodillos (21) con rodillos de frenado (22).
16. Instalación según la reivindicación 15, caracterizada porque la longitud (L) activa del equipamiento (20) de soporte de la banda es, al menos, 1,5 veces la anchura de la banda, de manera preferente es, al menos, 2,5 veces la anchura de la banda.
17. Instalación según una de las reivindicaciones 8 a 16, caracterizada porque se ha dispuesto un dispositivo auxiliar de centraje (46) para el paso de la banda, preferentemente un propulsor de dos rodillos o de tres rodillos, no orientable, aguas abajo de la caja de laminación (18) o entre el equipamiento (19) para la guía de la banda y la caja de laminación (18).
18. Instalación según la reivindicación 17, caracterizada porque el equipamiento (19) para la guía de la banda y el dispositivo auxiliar de centraje (46) para el paso de la banda están dispuestos a una distancia mutua (B) comprendida entre 1,0 vez y 10,0 veces la anchura de la banda, de manera preferente están dispuestos a una distancia mutua comprendida entre 1,5 veces y 5,0 veces la anchura de la banda.
Patentes similares o relacionadas:
Procedimiento y tren de laminación para mejorar la salida de ruta de un fleje metálico a laminar, cuyo extremo de fleje metálico se desplaza a velocidad de laminación, del 20 de Noviembre de 2019, de SMS group GmbH: Procedimiento para mejorar la salida de ruta de un fleje metálico a laminar , cuyo extremo de fleje metálico (1a) circula a velocidad de laminación […]
 Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 31 de Mayo de 2019, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador y al menos un par […]
Aparato de laminado y método de monitorización del laminado, del 7 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de laminado que comprende: una pluralidad de plataformas de laminado , cada una de las cuales incluye un par de rodillos de trabajo y una unidad […]
Método de laminación y aparato de laminación para materiales metálicos laminados planos, del 19 de Julio de 2013, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando unequipo de laminación que incluye un laminador y al menos […]
 Método y dispositivo para laminar planchas metálicas, del 7 de Noviembre de 2012, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador […]
Método y dispositivo para laminar planchas metálicas, del 7 de Noviembre de 2012, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un método de laminación para un material metálico laminado plano para ejecutar una laminación usando un equipo de laminación que incluye un laminador […]
 PROCEDIMIENTO DE EXPLOTACION DE UN TREN DE LAMINACION Y SUS EQUIPOS CORRESPONDIENTES, del 15 de Enero de 2010, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento de explotación de un tren de laminación con al menos una caja de laminación (1 a 6) para la laminación de una banda en varios procesos […]
PROCEDIMIENTO DE EXPLOTACION DE UN TREN DE LAMINACION Y SUS EQUIPOS CORRESPONDIENTES, del 15 de Enero de 2010, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento de explotación de un tren de laminación con al menos una caja de laminación (1 a 6) para la laminación de una banda en varios procesos […]
PROCEDIMIENTO REGULADOR PARA LAMINAR UNA BANDA EN UNA CAJA DE LAMINACION., del 1 de Marzo de 2007, de SMS DEMAG AG: Procedimiento regulador para laminar una banda en una caja de laminación, que comprende al menos una pareja de cilindros de trabajo (1, 1), cilindros de apoyo (2, […]
MÉTODO Y DISPOSITIVO PARA MODIFICAR SELECTIVAMENTE LA GEOMETRÍA DE UNA BANDA DE DESBASTE EN UNA CAJA DESBASTADORA, del 28 de Octubre de 2011, de SMS SIEMAG AG: Método para la laminación en caliente de material a laminar en un tren de laminación de bandas en caliente o en trenes de laminación Steckel, en donde para el ajuste del curso […]