METODO DE INSPECCION DE DEFECTOS PRODUCIDOS EN MATERIAL COMPUESTO DE FIBRA DE CARBONO POR PINCHAZO EN BOLSA DURANTE EL PROCESO DE FABRICACION.
Método de inspección de defectos producidos en material compuesto de fibra de carbono por pinchazo en bolsa durante el proceso de fabricación,
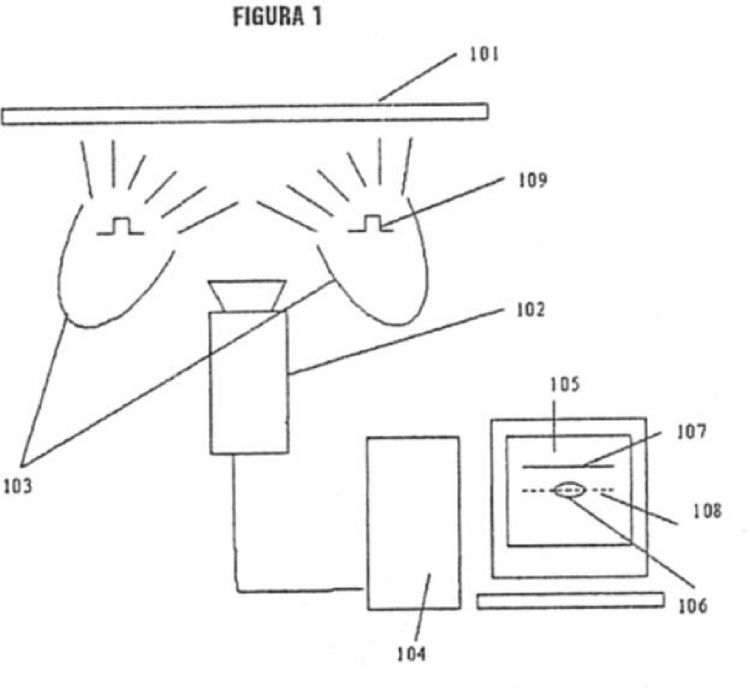
en el que se coloca una cámara termográfica (102) y lámparas (103) para calentar el material mediante un pulso de luz (termografía infrarroja pulsada) (109) frente al espécimen (101) a inspeccionar, y los datos se transfieren al ordenador o sistema de adquisición (104), y se determina la existencia de defectos por la aparición de contrastes en los termogramas obtenidos
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200700949.
Solicitante: FUNDACION CENTRO DE TECNOLOGIAS AERONAUTICAS.
Nacionalidad solicitante: España.
Provincia: ÁLAVA.
Inventor/es: VELA MARTINEZ,JUAN PEDRO, SAEZ DE OCARIZ GRANJA,IDURRE, ARROYO GRADILLAS,PEDRO, ALONSO POLANCO,FERNANDO.
Fecha de Solicitud: 11 de Abril de 2007.
Fecha de Publicación: .
Fecha de Concesión: 31 de Enero de 2011.
Clasificación Internacional de Patentes:
- G01N25/72 FISICA. › G01 METROLOGIA; ENSAYOS. › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › G01N 25/00 Investigación o análisis de materiales mediante la utilización de medios térmicos (G01N 3/00 - G01N 23/00 tienen prioridad). › Investigación de la presencia de grietas.
Clasificación PCT:
- G01N25/72 G01N 25/00 […] › Investigación de la presencia de grietas.
Fragmento de la descripción:
Método de inspección de defectos producidos en material compuesto de fibra de carbono por pinchazo en bolsa durante el proceso de fabricación.
La aplicación prioritaria de este método de inspección no destructiva es la detección de defectos en material compuesto fabricado con fibra de carbono debidos a pinchazos en bolsas de vació utilizadas en dicha fabricación (tanto de partes monolíticas como de partes sándwich con piel de compuesto de fibra de carbono). Se trata de aplicar la técnica de termografía infrarroja activa con excitación lumínica u óptica, para localizar de forma no destructiva y sin contacto zonas del material compuesto donde se encuentra el defecto. Las zonas defectuosas pueden ser zonas críticas por las que comience una rotura por fatiga o por otras solicitaciones estáticas así como por impactos.
El campo de aplicación de los materiales de compuestos con fibra de carbono es muy extenso, siendo asimismo la detección de los defectos mediante la técnica termográfica aplicable a procesos de control de calidad en la fabricación de piezas y componentes con este tipo de materiales (monolíticos y de tipo sándwich):
- - En aviones y helicópteros: los materiales compuestos de fibra de carbono se utilizan en fuselajes, alas y superficies de control (elevadores, flaps, timones, etc.)
- - Coches: en automóviles de uso urbano y de competición deportiva (por ejemplo en Fórmula 1, rallies, etc.) en piezas de carrocería, carenados, asientos, cascos, cockpit, etc.
- - Barcos: junto a la fibra de vidrio, se usan materiales con fibra de carbono en cascos, estructura interna, mástiles, timones, etc.
- - Aerogeneradores: palas principalmente.
Sector de la técnica
El método de inspección mediante termografía infrarroja puede ser aplicado al control de calidad de las piezas y productos fabricados en material compuesto con fibra de carbono dentro de las industrias:
- - Aeronáutica
- - Automoción
- - Naval
- - Eólica.
Estado de la técnica y justificación de la necesidad
En el sector aerospacial principalmente, pero también en el de automoción, en el eólico y en el naval, cada vez son más utilizados los materiales compuestos con fibra de carbono. Este uso es debido a la ventaja que ofrecen estos materiales respecto a los tradicionalmente utilizados como son los metales (aceros, aluminios,...). Esta ventaja radica en la reducción de peso que ofrecen, junto con unas elevadas prestaciones mecánicas además de una gran capacidad para ser moldeados como superficies de formas complejas.
Estos materiales compuestos pueden ser de tipo monolítico (únicamente formados por el laminado de telas de fibra de carbono embebidas en resina) o de tipo sándwich (piel de laminado y núcleo de diferentes materiales). Las técnicas de fabricación empleadas son muy variadas, escogiéndose normalmente según la responsabilidad estructural de la pieza. Una de las técnicas de fabricación más importantes es la de los preimpregnados. En estos casos el laminado se fabrica superponiendo tejidos o cinta de fibra de carbono que se encuentran preimpregnadas en resina y que son sometidas a un curado bajo presión (si el curado es en estufa no se utiliza presión exterior, pero sí en curado en autoclave). En primer lugar se cierra el conjunto de telas preimpregnadas con la forma deseada en una bolsa de plástico que es sellada en su contorno, a la que se une una bomba de vacío que extrae el aire de la bolsa produciendo vacío. Entonces la pieza es sometida a un curado: temperatura y presión externa. Si por cualquier motivo se rompe o pincha la bolsa, en esa zona existirá una variación de presión a la que está sometida la pieza. Esto puede provocar cambios en las propiedades mecánicas del material, afectando a su resistencia y comportamiento a fatiga.
El problema de perdida de vacío o lo que es lo mismo de entrada de presión por rotura, grande o pequeña de la bolsa de vacío, representa un riesgo para la pieza variable en función del momento del proceso de curado en el que se produce y debido, a la variación de presión y a la temperatura del aire que entra en contacto con la pieza a través de la perforación.
La entrada de presión o rotura de bolsa puede generar defectos, en algunos casos difíciles de detectar por técnicas de inspección convencionales: desde falta o excesos de resina y existencia de porosidad en la pieza hasta el quemado de la resina en zonas más o menos amplias. En esas zonas puede llegar a no existir o que esté debilitada la matriz que aglutine a las fibras frente a cargas mecánicas, con lo que esas fibras no trabajan al faltarles la matriz que transmite los esfuerzos de capa a capa de la pieza.
Existen numerosas técnicas de ensayos no destructivos (END) utilizadas en las industrias aeronáutica, naval y de automoción. Las técnicas clásicas son los ultrasonidos, rayos-x, eddy-currents, partículas magnéticas, líquidos penetrantes, tap-coin, etc. De los métodos tradicionalmente usados en materiales metálicos solamente los ultrasonidos y la radiografía se aplican de forma extensiva en el control de calidad de elementos fabricados con materiales compuestos. En muchas ocasiones, los procesos de inspección basados en estos métodos son lentos (sobre todo en la inspección de grandes superficies como pueden encontrarse en la industria aeronáutica, eólica y naval) y tienen un elevado coste, siendo además ineficaces en estos materiales para algunos defectos.
Los ultrasonidos son el métodos más utilizado en el control de calidad de las piezas y componentes fabricados con estos materiales compuestos de fibra de carbono. No obstante, encuentran dificultades para detectar defectos en este tipo de materiales. Otra desventaja de los ultrasonidos es que suelen necesitar un medio acuoso para su aplicación y los composites pierden sus propiedades si captan humedad.
En cambio, la termografía infrarroja activa, con excitación óptica o lumínica, es un método de inspección no destructiva que además de ser una alternativa eficaz a los métodos de ensayo no destructivo clásicos aporta una serie de ventajas como:
- - Inspección sin necesidad de contacto.
- - Tecnología limpia por lo que se reducen los riesgos de absorción de líquidos de los compuestos con el consiguiente deterioro de las características estructurales
- - Rapidez de inspección
- - Equipo sencillo y manejable
- - Sin riesgo de radiaciones peligrosas (no como con los rayos-x); no necesita medidas especiales de seguridad.
- - Capacidad de inspección de grandes superficies o zonas de pequeñas dimensiones.
- - Registros en imágenes (sencilla interpretación) y en soporte informático (mayor capacidad de almacenamiento y procesamiento de datos, además de hacer que sea un método ideal para su automatización).
La termografía infrarroja es eficaz para laminados de fibra de carbono (como elementos monolíticos o como piel de estructuras sándwich) hasta una profundidades pequeñas (varios milímetros). Esto hace que sea un método apto para una gran parte de las piezas y componentes fabricados en estos materiales, ya que suelen tener un espesor reducido. Además la inspección puede realizarse por ambas caras del material cubriendo un espesor mayor.
Figura 1
Configuración de ensayo de termografía infrarroja pulsada de acuerdo al invento.
Figura 2
Representación de la evolución de valor digital (VD) o temperatura (T) respecto al tiempo (t) en dos puntos (uno en zona sana y otro en zona con defecto) en un ensayo de termografía pulsada según invento.
La línea continua significa sin defecto, la línea de puntos significa con defecto y ΔDV/ΔT es el contraste.
Figura 3
Configuración ensayo de termografía infrarroja modulada según invento.
Figura 4
Representación del valor digital (VD) o temperatura (T) o fase (F) o amplitud (A) o parte real (R) o parte imaginaria (I) a lo largo de la longitud (1) de una línea que atraviesa una zona sana y de otra que atraviesa una zona con defecto según invento.
La línea continua significa ensayo sin defecto, la línea discontinua significa ensayo con defecto indicándose por su separación el contraste (ΔVD/ΔT/ΔF/ΔA/ΔR/ΔI).
Descripción del invento
Los...
Reivindicaciones:
1. Método de inspección de defectos producidos en material compuesto de fibra de carbono por pinchazo en bolsa durante el proceso de fabricación, que se caracteriza porque:
(a) se retira la bolsa que envuelve la pieza tras el curado (tras la finalización de la fabricación de la pieza), y
(b) se coloca una cámara termográfica (102) y lámparas (103) para calentar el material mediante un pulso de luz (termografía infrarroja pulsada) (109) frente al espécimen (101) a inspeccionar, y
(c) se calienta el espécimen mediante las lámparas y se captura mediante la cámara termográfica la evolución de la temperatura de la superficie durante su calentamiento y enfriamiento, los datos se transfieren al ordenador o sistema de adquisición (104), y
(d) se determina la existencia de defectos por la aparición de contrastes en los termogramas obtenidos: contrastes de valores digitales o en valores de temperaturas o en valores de contrastes de temperaturas (valores que son representados en colores en los termogramas).
2. Método de inspección de defectos producidos en material compuesto de fibra de carbono por pinchazo en bolsa durante el proceso de fabricación, según reivindicación anterior, que se caracteriza porque se agrega el tratamiento de los datos valores digitales, temperaturas o contrastes de temperaturas de forma que se obtengan valores e imágenes de amplitud, fase, parte real y/o imaginaria, y/o sus contrastes, mediante análisis matemático de Fourier calculados a partir de los datos adquiridos desde la cámara termográfica al ordenador durante el ensayo.
3. Método de inspección de defectos producidos en material compuesto de fibra de carbono por pinchazo en bolsa durante el proceso de fabricación, que se caracteriza porque:
(a) Se retira la bolsa que envuelve la pieza tras el curado (tras la finalización de la fabricación de la pieza), y
(b) se coloca frente al espécimen a inspeccionar una cámara termográfica (302) y lámparas de luz continua (303) moduladas en amplitud para diferentes posibles frecuencias para calentar el material de forma sinusoidal (310) y mediante la cámara termográfica se realiza la adquisición de forma Lock-in (sincronizada) con la excitación (termografía infrarroja Lock-in) (304) durante el calentamiento. Los datos se transfieren al ordenador o sistema de adquisición (305), y
(c) se determina la existencia de defectos por la aparición de contrastes de valores de temperaturas en los termogramas obtenidos y en los valores e imágenes de amplitud, fase, parte real y/o parte imaginaria (y/o sus contrastes) calculados a partir de los datos adquiridos desde la cámara termográfica al ordenador durante el ensayo.
Patentes similares o relacionadas:
Procedimiento de inspección de una superficie metálica y dispositivo asociado, del 17 de Junio de 2020, de FRAMATOME: Procedimiento de inspección de una superficie metálica de una pieza , comprendiendo el procedimiento las etapas siguientes: - procurarse una primera […]
 Procedimiento para detectar partículas metálicas presentes en una pared de un recipiente de vidrio, del 25 de Marzo de 2020, de Bormioli Pharma S.p.A: Un procedimiento para detectar partículas metálicas presentes en una pared de un recipiente de vidrio para contener alimentos o productos […]
Procedimiento para detectar partículas metálicas presentes en una pared de un recipiente de vidrio, del 25 de Marzo de 2020, de Bormioli Pharma S.p.A: Un procedimiento para detectar partículas metálicas presentes en una pared de un recipiente de vidrio para contener alimentos o productos […]
SISTEMA Y MÉTODO PARA LA DETECCIÓN Y DIGITALIZACIÓN DEL HORMIGÓN EN ESTADO FRESCO USANDO TECNOLOGÍA INFRARROJA Y FUNCIONES MATEMÁTICAS DE TENDENCIA, del 5 de Marzo de 2020, de SOLUCIONES DE INNOVACIÓN DIGITAL SPA: La presente invención se relaciona con el uso de medios térmicos para el análisis de materiales y en específico proporciona un sistema para la detección […]
Procedimiento de fabricación de un módulo optoelectrónico que tiene un soporte que comprende un sustrato metálico, un recubrimiento dieléctrico y una capa conductora, del 12 de Febrero de 2020, de Arcelormittal: Procedimiento de fabricación de un módulo optoelectrónico que comprende un soporte y una capa suplementaria situada en el soporte , estando el soporte constituido […]
Método y sistema de inspección no destructiva termográfica para detectar y medir defectos volumétricos en estructuras de material compuesto, del 1 de Enero de 2020, de Leonardo S.p.A: Método de inspección no destructiva termográfica de una estructura de material compuesto, que incluye una superficie de incidencia y una superficie inferior dispuesta […]
Procedimiento para supervisar un intercambiador de calor, del 6 de Noviembre de 2019, de Knew Value LLC: Un procedimiento para supervisar un intercambiador de calor configurado para transferir calor entre un primer fluido y un segundo fluido , […]
Detector de deterioro y dispositivo de inspección de termopar, del 6 de Noviembre de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un dispositivo de detección de deterioro provisto de un termopar de tubo de protección para detectar deterioro del termopar de tubo de protección […]
Un método de inspección y a un dispositivo de inspección para contenedores, del 4 de Noviembre de 2019, de KRONES AG: Un método para inspeccionar los contenedores de bebidas de vidrio, en el que el contenedor se transporta a lo largo de una ruta de […]