PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA JUNTA DE OBTURACIÓN, EN ESPECIAL PARA UN AUTOMÓVIL, Y UNA JUNTA DE OBTURACIÓN DE ESTE TIPO.
Procedimiento para la fabricación de una junta (10) de obturación que se extiende en una dirección longitudinal,
en especial, para un automóvil, comprendiendo la junta (10) de obturación una sección (30) de fijación y una sección (20) de obturación, pudiendo fijarse la sección (30) de fijación a un componente (50) rígido, y estando prevista una masilla (40) de obturación para la obturación de una zona entre el componente (50) rígido y la sección (30) de fijación, y comprendiendo el procedimiento los siguientes pasos: a) extrudir la junta (10) de obturación; b) aplicar un material esponjado con una base de poliuretano como masilla (40) de obturación en la sección (30) de fijación de modo que la masilla (40) de obturación esté unida en arrastre de material o arrastre de forma con la sección (30) de fijación; c) endurecer la masilla (40) de obturación al menos en una medida tal que la masilla (40) de obturación, libre de una unión en arrastre de material con el componente (50) rígido, pueda colocarse de forma que tenga un efecto de obturación en el componente (50) rígido; tratándose térmicamente el material esponjado para su endurecimiento a una temperatura de aproximadamente 50 ºC a aproximadamente 150 ºC, y d) realizándose los pasos del procedimiento a) a c) de forma sucesiva y, en cada caso, en un proceso continuo a lo largo de la dirección longitudinal
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08100601.
Solicitante: METZELER AUTOMOTIVE PROFILE SYSTEMS GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BREGENZER STRASSE 133 88131 LINDAU ALEMANIA.
Inventor/es: FELLNER,JOHANNES METZELER AUTOM.PROFILE SYSTEMS GMBH, KAPLER,KAI UWE METZELER AUTOM.PROFIL SYSTEMS GMBH, MULLER,STEPHAN METZELER AUTOMOT.PROFILE SYSTEMS GMBH, DUNSTHEINER,REINER METZELER AUTOM.PROFILE SYSTEMS GMBH, SEIDEL,ULRICH METZELER AUTOM.PROFILE SYSTEMS GMBH.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Enero de 2008.
Fecha Concesión Europea: 1 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B60J10/00D5
- B60J10/00G1
Clasificación PCT:
- B60J10/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60J VENTANAS, PARABRISAS, TECHOS AMOVIBLES, PUERTAS O DISPOSITIVOS SIMILARES PARA VEHICULOS; CUBIERTAS PROTECTORAS EXTERNAS AMOVIBLES ESPECIALMENTE ADAPTADAS A VEHICULOS (fijación, suspensión, cierre o apertura de esos dispositivos E05). › Disposiciones para la estanqueidad.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
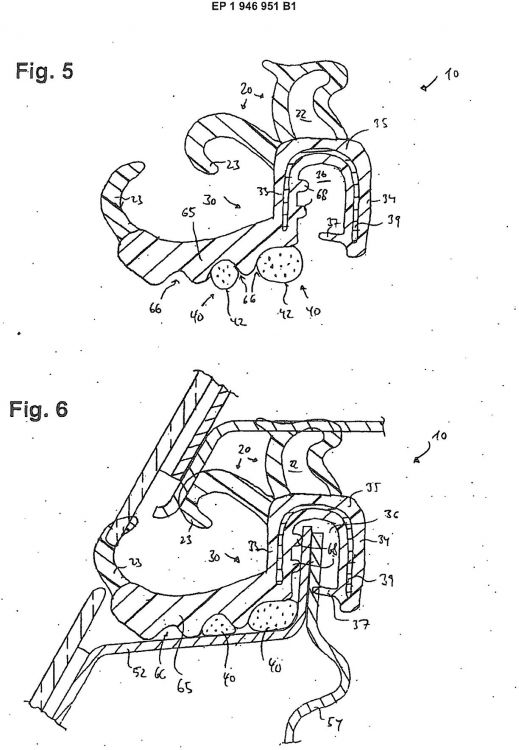
La presente invención se refiere a un procedimiento para la fabricación de una junta de obturación que se extiende en una dirección longitudinal, en especial, para un automóvil, comprendiendo la junta una sección de fijación y una sección de obturación. La sección de fijación puede fijarse a un componente rígido. Además, está prevista una masilla de obturación para la obturación de una zona entre el componente rígido y la sección de fijación. La invención se refiere además a una junta de obturación de este tipo.
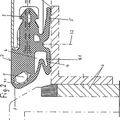
Una junta de obturación de este tipo puede emplearse en automóviles para la obturación en la zona de aberturas de la carrocería. Para la fijación de la junta de obturación está prevista una sección de fijación que normalmente está configurada en forma de U en la sección transversal y proporciona un canal de alojamiento de modo que la sección de fijación puede encajarse en una pestaña de la carrocería como componente rígido. Una sección de obturación deformable elásticamente unida con la sección de fijación se dispone, por ejemplo, en el caso de un componente unido de forma móvil a la abertura de la carrocería, en su posición cerrada, en contacto con el componente móvil. Una junta de obturación configurada de esta manera garantiza, por ejemplo, la obturación de una puerta de vehículo o una compuerta del maletero.
Para impedir la penetración de humedad o agua, a través del canal de alojamiento, a una zona dirigida al interior del vehículo entre la pestaña de la carrocería y la sección de fijación se conoce, por ejemplo, del documento DE19531167A1, aplicar, tras la extrusión de la tira de obturación, una masa de obturación adhesiva, tal como, por ejemplo, butilo, en una zona entre la pestaña de la carrocería y la sección de fijación en el canal de alojamiento. Tras encajar la sección de fijación en el bastidor de la carrocería, el extremo libre del bastidor queda fijamente adherido con la masilla de obturación. Por tanto, la masilla de obturación contribuye a la fijación de la sección de fijación en el bastidor.
En este sentido, resulta desventajoso que la masilla de obturación, tras la aplicación en el canal de alojamiento, sea adhesiva o pegajosa. Como consecuencia de esto, al cortar subsiguientemente a medida la tira de obturación, se producen problemas debido a esta pegajosidad y se produce forzosamente un corte poco limpio. En consecuencia, es necesario un mayor esfuerzo de limpieza. Asimismo, al unir posteriormente los extremos de la tira de obturación, se produce un mayor esfuerzo de trabajo como consecuencia de la formación irregular de los extremos. Problemas similares se producen también en el marco de eventuales reparaciones en las que la tira de obturación debe retirarse de la pestaña de la carrocería. Dado que la pestaña de la carrocería está adherida con la masilla de butilo, por una parte, se necesita una mayor fuerza para poder retirar completamente la junta de obturación. Por otra parte, tras la retirada, una parte de la masilla de butilo permanece en la superficie exterior de la pestaña. En consecuencia, la junta de obturación no puede adherirse sin más a la pestaña. Previamente deben eliminarse los restos del material de masilla de obturación que han quedado en la pestaña.
Asimismo, del documento DE102004050777A1 se conoce emplear material de esponjado hecho de una base de poliuretano tanto con el objetivo de la obturación como también para el apoyo de una sección de junta de obturación frente a una chapa de la carrocería. Para la fabricación se extrude primero como perfil extrudido la junta de obturación que comprende una sección de obturación y una sección de fijación y se corta a la longitud deseada. A continuación, el perfil se introduce en una herramienta de moldeo que comprende dos mitades de molde para su vulcanización. La herramienta de moldeo presenta, además de una zona para el alojamiento del perfil, otra cavidad de moldeo en la que puede introducirse una masilla de obturación. Así, durante la vulcanización del perfil, se inyecta una mezcla de reacción hecha de una base de poliuretano como masilla de obturación en la otra cavidad de moldeo y, de esta manera, se moldea conjuntamente en el perfil.
Ha demostrado ser desventajoso el hecho de que es necesario un mayor gasto de material para rellenar el espacio libre entre la chapa y la sección de obturación con el material esponjado de modo que, además del efecto de obturación, también pueda conseguirse un efecto de apoyo a través del material esponjado. Además, el procedimiento de fabricación, debido a la fabricación mediante una herramienta de moldeo, no es adecuado para tiras de obturación largas. Asimismo, también aquí un eventual desmontaje posterior del perfil de obturación requiere un elevado esfuerzo de trabajo.
El documento US5.636.895 da a conocer una junta de obturación que presenta una sección de fijación y una sección de obturación. La sección de fijación está configurada en forma de U y reforzada con un soporte de refuerzo. En el canal de alojamiento de la sección de fijación se adentran varios rebordes de obturación. La sección de obturación y la sección de fijación están coextrudidas. En la sección de fijación está aplicada además una tira de obturación que introduce una unión en arrastre de material con la sección de fijación así como también con un componente rígido aplicado en el canal de alojamiento.
La barra de obturación se aplica en la sección de fijación de la junta de obturación calentando una masilla de obturación y se desplaza con un gas inactivo tal como dióxido de carbono o nitrógeno, y se inyecta en la sección de fijación. El gas esponja la masilla de obturación en la sección de fijación y genera finalmente las tiras de obturación adhesivas. A continuación, se coloca la junta de obturación con ayuda de la sección de fijación en una pestaña configurada de un vehículo, introduciendo la tira de obturación una unión en arrastre de material con la pestaña.
El documento US6.948.719B2 da a conocer un perfil de obturación hecho de un elastómero o plastómero con una sección de obturación y una sección de fijación. La sección de fijación comprende una primera pata y una segunda pata. Entre las patas está prevista una abertura en la que se introduce una cuña de modo que acerca las aletas de las patas. Con ello puede fijarse en arrastre de fuerza un componente aplicado en la sección de fijación. Además, la sección de fijación presenta varios rebordes de obturación. En otra forma de realización, los rebordes de obturación sirven como saliente para soportar una masilla elástica que se presiona contra una capa hecha de material no giratorio.
La invención se basa en el objetivo de crear un procedimiento para la fabricación de una junta de obturación con el que pueda conseguirse una junta de obturación fácil de fabricar y montar y, especialmente, que pueda montarse y desmontarse varias veces, en la que también esté obturada la zona entre la sección de fijación y el componente rígido. Además, debe indicarse una junta de obturación de este tipo.
Para alcanzar este objetivo está previsto un procedimiento para la fabricación de una junta de obturación que se extiende en una dirección longitudinal, especialmente para un automóvil, comprendiendo la junta de obturación las características antes indicadas y el procedimiento, los siguientes pasos:
a) extrudir la junta (10) de obturación;
b) aplicar un material esponjado con una base de poliuretano como masilla (40) de obturación en la sección (30) de fijación de modo que la masilla (40) de obturación esté unida en arrastre de material o arrastre de forma con la sección (30) de fijación;
c) endurecer la masilla (40) de obturación al menos en una medida tal que la masilla (40) de obturación, libre de una unión en arrastre de material con el componente (50), pueda colocarse de forma que tenga un efecto de obturación en el componente (50) rígido; tratándose térmicamente el material esponjado para su endurecimiento a una temperatura de aproximadamente 50ºC a aproximadamente 150ºC, y
d) realizándose los pasos del procedimiento a) a c) de forma sucesiva y en cada caso en un proceso continuo a lo largo de la dirección longitudinal.
El procedimiento según la invención se basa en el conocimiento de aplicar, tras la extrusión de la junta de obturación, un material esponjado con una base de poliuretano como masilla de obturación en una sección de...
Reivindicaciones:
1. Procedimiento para la fabricación de una junta (10) de obturación que se extiende en una dirección longitudinal, en especial, para un automóvil, comprendiendo la junta (10) de obturación una sección (30) de fijación y una sección (20) de obturación, pudiendo fijarse la sección (30) de fijación a un componente (50) rígido, y estando prevista una masilla (40) de obturación para la obturación de una zona entre el componente (50) rígido y la sección (30) de fijación, y comprendiendo el procedimiento los siguientes pasos:
a) extrudir la junta (10) de obturación; b) aplicar un material esponjado con una base de poliuretano como masilla (40) de obturación en la sección (30) de fijación de modo que la masilla (40) de obturación esté unida en arrastre de material o arrastre de forma con la sección (30) de fijación; c) endurecer la masilla (40) de obturación al menos en una medida tal que la masilla (40) de obturación, libre de una unión en arrastre de material con el componente
(50) rígido, pueda colocarse de forma que tenga un efecto de obturación en el componente (50) rígido; tratándose térmicamente el material esponjado para su endurecimiento a una temperatura de aproximadamente 50 ºC a aproximadamente 150 ºC, y d) realizándose los pasos del procedimiento a) a c) de forma sucesiva y, en cada caso, en un proceso continuo a lo largo de la dirección longitudinal.
2. Procedimiento según la reivindicación 1, caracterizado porque el material esponjado se trata térmicamente mediante microondas.3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque el material esponjado se trata térmicamente a una temperatura de aproximadamente 80 ºC a
5 aproximadamente 120 ºC.
4. Procedimiento según la reivindicación 1, caracterizado porque el material esponjado se endurece mediante luz UV.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque como material esponjado está previsto un material esponjado mono-componente de poliuretano o un material esponjado de poliuretano de dos
15 componentes.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque en el paso a) se coextruden la sección (20) de obturación y la sección (30) de fijación.
Patentes similares o relacionadas:
 PERFIL DE OBTURACION, ESPECIALMENTE PARA OBTURAR UNA PUERTA RESPECTO A LA CARROCERIA DE UN VEHICULO DE MOTOR, del 27 de Enero de 2010, de METZELER AUTOMOTIVE PROFILES GMBH: Perfil de obturación, especialmente para obturar una puerta respecto a la carrocería de un vehículo de motor, con una sección de obturación […]
PERFIL DE OBTURACION, ESPECIALMENTE PARA OBTURAR UNA PUERTA RESPECTO A LA CARROCERIA DE UN VEHICULO DE MOTOR, del 27 de Enero de 2010, de METZELER AUTOMOTIVE PROFILES GMBH: Perfil de obturación, especialmente para obturar una puerta respecto a la carrocería de un vehículo de motor, con una sección de obturación […]
JUNTA DE PÓRTICO ELÁSTICA PARA UNA PUERTA DE VEHÍCULO, del 14 de Noviembre de 2011, de GUMMI-WELZ GMBH U. CO. KG GUMMI-KUNSTSTOFFTECHNIK-SCHAUMSTOFFE: Junta de pórtico elástica para una puerta oscilante/de vaivén dotada de un rebajo , en especial una puerta corrediza oscilante y una […]
 DISPOSITIVO DE FIJACIÓN DE VIDRIERAS SOBRE VEHÍCULOS DE TRANSPORTE DE PASAJEROS Y PROCEDIMIENTO DE UTILIZACIÓN, del 17 de Enero de 2011, de BARAT TRANSPORT: Dispositivo de fijación de vidrieras sobre vehículos de transporte de pasajeros que comprende una vidriera (V), una junta (J), destinada a ponerse en contacto con dicha vidriera […]
DISPOSITIVO DE FIJACIÓN DE VIDRIERAS SOBRE VEHÍCULOS DE TRANSPORTE DE PASAJEROS Y PROCEDIMIENTO DE UTILIZACIÓN, del 17 de Enero de 2011, de BARAT TRANSPORT: Dispositivo de fijación de vidrieras sobre vehículos de transporte de pasajeros que comprende una vidriera (V), una junta (J), destinada a ponerse en contacto con dicha vidriera […]
 PERFIL DE PUERTA ENTRE EL BATIENTE DE PUERTA Y LA PARED DE UN COMPARTIMIENTO, del 14 de Junio de 2010, de HUBNER GMBH
RACKERS GMBH & CO. KG: Perfil de puerta fabricado de un material elástico entre el batiente de puerta y una pared de un compartimiento, particularmente del furgón de un camión, […]
PERFIL DE PUERTA ENTRE EL BATIENTE DE PUERTA Y LA PARED DE UN COMPARTIMIENTO, del 14 de Junio de 2010, de HUBNER GMBH
RACKERS GMBH & CO. KG: Perfil de puerta fabricado de un material elástico entre el batiente de puerta y una pared de un compartimiento, particularmente del furgón de un camión, […]
 DISPOSITIVO DE ESTANQUEIDAD EN UNA PUERTA CORREDIZA Y PIVOTANTE PARA VEHICULOS DESTINADOS AL TRANSPORTE DE PERSONAS, ESPECIALMENTE VEHICULOS FERROVIARIOS, del 26 de Marzo de 2010, de GEBR. BODE GMBH & CO. KG: Dispositivo de estanqueidad en una puerta corrediza y pivotante para vehículos destinados al transporte de personas, especialmente vehículos ferroviarios, en el […]
DISPOSITIVO DE ESTANQUEIDAD EN UNA PUERTA CORREDIZA Y PIVOTANTE PARA VEHICULOS DESTINADOS AL TRANSPORTE DE PERSONAS, ESPECIALMENTE VEHICULOS FERROVIARIOS, del 26 de Marzo de 2010, de GEBR. BODE GMBH & CO. KG: Dispositivo de estanqueidad en una puerta corrediza y pivotante para vehículos destinados al transporte de personas, especialmente vehículos ferroviarios, en el […]
 LISTON DE PROTECCION DE LOS DEDOS CON CONTACTO DE CONMUTACION ELECTRICA CONTRA ENCLAVAMIENTO, del 15 de Marzo de 2010, de GUMMI-WELZ GMBH & CO. KG: Listón de protección de los dedos, que está constituido por un listón perfilado elástico de goma, que está provisto con un labio de obturación móvil […]
LISTON DE PROTECCION DE LOS DEDOS CON CONTACTO DE CONMUTACION ELECTRICA CONTRA ENCLAVAMIENTO, del 15 de Marzo de 2010, de GUMMI-WELZ GMBH & CO. KG: Listón de protección de los dedos, que está constituido por un listón perfilado elástico de goma, que está provisto con un labio de obturación móvil […]
 DISPOSICION DE JUNTA, del 16 de Febrero de 2010, de METEOR GUMMIWERKE K.H. BADJE GMBH & CO. KG: Disposición de junta con una moldura de junta que está preparada para su empleo en la estructura de marco de una abertura de vehículo o de una puerta cooperante con ésta, […]
DISPOSICION DE JUNTA, del 16 de Febrero de 2010, de METEOR GUMMIWERKE K.H. BADJE GMBH & CO. KG: Disposición de junta con una moldura de junta que está preparada para su empleo en la estructura de marco de una abertura de vehículo o de una puerta cooperante con ésta, […]
Elemento de junta de material elastómero, del 11 de Marzo de 2020, de CQLT SaarGummi Technologies S.à.r.l: Elemento de junta de material elastómero que está previsto para su fijación sobre un portajunta, especialmente en una carrocería de vehículo, cuyo elemento de […]