PROCEDIMIENTO DE REALIZACIÓN DE UN PASO DE RUEDA DE VEHÍCULO AUTOMÓVIL Y PASO DE RUEDA OBTENIDO MEDIANTE LA PUESTA EN PRÁCTICA DE DICHO PROCEDIMIENTO.
Procedimiento de realización de un paso de rueda de vehículo automóvil que comprende un cuerpo de material termoplástico dotado de una abertura (5,
25) y una moqueta (6) que obtura esta abertura al estar fijada al cuerpo mediante unas tiras (7, 8; 18, 19) de material termoplástico solidarias con dicho cuerpo, procedimiento en el que se inyectan las tiras (7, 8; 18, 19) de material termoplástico sobre la moqueta (6), se deja que solidifiquen en contacto con dicha moqueta y se conforma, sobre al menos una tira (7, 8; 18, 19; 28) de material termoplástico un borde (7b, 8b) de espesor reducido con relación al resto de la tira, caracterizado porque, en sección transversal, el espesor del borde queda vinculado a la anchura l del borde por una función matemática f tal que: **Fórmula** donde h es la altura del borde en la unión con la tira
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03291791.
Solicitante: COMPAGNIE PLASTIC OMNIUM.
Nacionalidad solicitante: Francia.
Dirección: 19, AVENUE JULES CARTERET 69007 LYON FRANCIA.
Inventor/es: GILLE, DENIS, BANRY,PASCAL, GILOTTE,PHILIPPE, COTTET,PIERRE.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Julio de 2003.
Fecha Concesión Europea: 15 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B29C45/14F
- B62D25/16B
Clasificación PCT:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B62D25/16 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 25/00 Subconjuntos de carrocería; Elementos o detalles de ellos no previstos en otro lugar. › Guardabarros o aletas; Paneles que cubren las ruedas (equipados de medios para quitar las ruedas o neumáticos de materias extrañas B60S).
Clasificación antigua:
- B29C45/14 B29C 45/00 […] › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B62D25/16 B62D 25/00 […] › Guardabarros o aletas; Paneles que cubren las ruedas (equipados de medios para quitar las ruedas o neumáticos de materias extrañas B60S).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
rueda.
Una de las ventajas de un paso de rueda de este tipo es que su realización no pone en práctica más que una operación de moldeo por inyección, derivándose la ligazón entre la moqueta y el material termoplástico de la infiltración del material termoplástico en estado fundido en el espesor de la moqueta en el momento de la inyección.
No obstante, este procedimiento adolece del inconveniente de que el material termoplástico fundido tiene tendencia a infiltrarse en el espesor de la moqueta más allá de los bordes de los rectángulos.
De forma particular, la fase de compactación acentúa este fenómeno de infiltración indeseable del material termoplástico en la moqueta. Recuérdese que la fase de compactación es la segunda fase del procedimiento de inyección, que comprende en primer lugar una fase de llenado del molde con materia fundida, y después una fase de compactación de dicha materia, en cuyo transcurso la materia deja de penetrar en el molde pero se incrementa su presión para asegurar la conservación de forma de la pieza en su solidificación.
Por otro lado, la moqueta puede facilitar esta infiltración al comprender irregularidades de espesor o de densidad.
Se conocen otros pasos de rueda de vehículo automóvil por los documentos DE19930762 y FR2816266.
La presente invención está orientada a proponer una solución simple y económica a los problemas anteriormente expuestos.
La presente invención tiene por objeto un procedimiento de realización de un paso de rueda de vehículo automóvil que comprende un cuerpo de material termoplástico dotado de una abertura y una moqueta que obtura esta abertura al ser fijada al cuerpo mediante tiras de material termoplástico solidarias con dicho cuerpo, procedimiento en el que se inyectan las tiras de material termoplástico sobre la moqueta, se deja que solidifiquen en contacto con dicha
moqueta y se conforma, sobre al menos una tira de material termoplástico, un borde de espesor reducido con relación al resto de la tira, caracterizado porque, en sección transversal, el espesor del borde queda vinculado a la anchura l del borde por una función matemática f tal que:
∫lf (x)dx ≥ h2
0
donde h es la altura del borde en la unión con la tira.
Merced a este procedimiento, el borde de espesor reducido de la tira de material termoplástico empieza su solidificación desde el mismo final de la fase de llenado y antes de la puesta a presión de la materia inyectada en la fase de compactación.
De esta manera, el borde de menor espesor constituye una barrera que se opone a las infiltraciones en la moqueta de la materia aún no solidificada presente en el resto de la tira de material termoplástico.
La precitada desigualdad referente a la función f traduce el hecho de que el borde es globalmente más ancho que alto.
La barrera formada por el borde se opone, por tanto, preferentemente a las infiltraciones de materia aún no solidificada según direcciones paralelas a la moqueta.
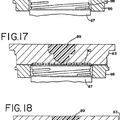
En una forma de realización particular, la diferencia de espesor entre la tira y el borde queda marcada por un retranqueo, lo que permite delimitar netamente el borde de solidificación rápida que constituye la barrera antiinfiltración.
En una forma de realización particular de la invención, la periferia de la abertura del cuerpo forma las tiras de material termoplástico que aseguran la fijación de la moqueta en el cuerpo.
Semejantes tiras no comprenden más que un solo borde de menor espesor, por el lado de la moqueta.
En otra forma de realización de la invención, compatible con la anterior, se conforman tiras de material termoplástico en la región de la moqueta que obtura el orificio. Estas tiras pueden confluir o no en la periferia
de la abertura.
En tal caso, cada tira queda bordeada de moqueta sobre sus dos lados y comprende, preferentemente, dos bordes de menor espesor, uno sobre cada lado.
En el caso particular de una tira que no se agregara en la periferia de la abertura, sería ventajoso conformar un borde de menor espesor por todo el contorno de la tira.
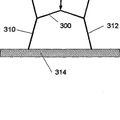
En una forma de realización particular, dos tiras de material plástico están presentes sobre dos caras opuestas de la moqueta, intercalada entre estas dos tiras. Estas dos tiras forman una estructura rígida que confiere una mayor rigidez al paso de rueda.
La presente invención tiene asimismo por objeto un paso de rueda constituido por un cuerpo de material termoplástico dotado de una abertura y por una moqueta que obtura esta abertura al ser fijada en el cuerpo mediante tiras de material termoplástico solidarias con dicho cuerpo, que inyectadas sobre dicha moqueta solidifican en contacto con la misma, comprendiendo al menos una tira un borde cuyo espesor es reducido con relación al resto de la tira, caracterizado porque, en sección transversal, el espesor del borde queda vinculado a la anchura l del borde por una función matemática f tal que:
∫0 lf (x)dx ≥ h2
donde h es la altura del borde en la unión con la tira.
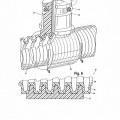
Al objeto de facilitar la comprensión de la invención, se describirán a continuación ejemplos de la misma no limitativos, con la ayuda de los dibujos que se adjuntan, en los que: la figura 1 es una vista en perspectiva de tres cuartas
partes de un paso de rueda según una forma de
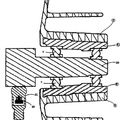
realización la invención, la figura 2 es una sección según II-II de la figura 1, la figura 3 es una sección análoga a la de la figura 2 de
un paso de rueda según otra forma de
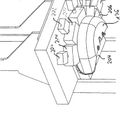
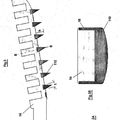
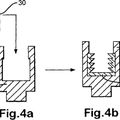
realización de la invención, la figura 4 es una vista en perspectiva de una parte de
un paso de rueda según otra forma de
realización de la invención, la figura 5 es una sección análoga a la de la figura 2 de
un borde cuyo espesor decrece regularmente, la figura 6 es una sección análoga a la de la figura 2 de
un borde que presenta un retranqueo, la figura 7 es una sección análoga a la de la figura 2 de
un borde según otra forma de realización.
El elemento de paso de rueda representado...
Reivindicaciones:
1. Procedimiento de realización de un paso de rueda de vehículo automóvil que comprende un cuerpo de material termoplástico dotado de una abertura (5, 25) y una moqueta
(6) que obtura esta abertura al estar fijada al cuerpo mediante unas tiras (7, 8; 18, 19) de material termoplástico solidarias con dicho cuerpo, procedimiento en el que se inyectan las tiras (7, 8; 18, 19) de material termoplástico sobre la moqueta (6), se deja que solidifiquen en contacto con dicha moqueta y se conforma, sobre al menos una tira (7, 8; 18, 19; 28) de material termoplástico un borde (7b, 8b) de espesor reducido con relación al resto de la tira, caracterizado porque, en sección transversal, el espesor del borde queda vinculado a la anchura l del borde por una función matemática f tal que:
∫0 lf (x)dx ≥ h2
donde h es la altura del borde en la unión con la tira.
2. Procedimiento según la reivindicación 1, en el que la diferencia de espesor entre el borde (7a, 8a) y el resto de la tira queda marcada por un retranqueo.
3. Procedimiento según una de las reivindicaciones 1 y 2, en el que la periferia de la abertura (5) del cuerpo forma las tiras (7) de material termoplástico que aseguran la fijación de la moqueta (6) al cuerpo (1).
4. Procedimiento según una cualquiera de las reivindicaciones 1 a 3, en el que se conforman tiras (8) de material termoplástico en la región de la moqueta que obtura el orificio (5).
5. Procedimiento según la reivindicación 4, en el que cada tira (8) queda bordeada de moqueta sobre sus dos lados y comprende, preferentemente, dos bordes de menor espesor (8b), uno sobre cada lado.
6. Procedimiento según una cualquiera de las reivindicaciones 1 a 5, en el que dos tiras (28) de material plástico están presentes sobre cada cara de la moqueta (26), intercalada entre dichas tiras a modo de sandwich.
7. Procedimiento según una cualquiera de las reivindicaciones 1 a 6, en el que al menos una tira (8) confluye en la periferia (5) de la abertura del paso de rueda.
8. Procedimiento según una cualquiera de las reivindicaciones 1 a 7, en el que al menos una tira (28) está aislada de la periferia de la abertura (25) del paso de rueda.
9. Paso de rueda constituido por un cuerpo (1) de material termoplástico dotado de una abertura (5) y por una moqueta
(6) que obtura esta abertura al estar fijada al cuerpo mediante tiras (7, 8) de material termoplástico solidarias con dicho cuerpo, inyectadas sobre dicha moqueta y solidificadas en contacto con la misma, comprendiendo al menos una tira (7, 8) un borde (7b, 8b) cuyo espesor es reducido con relación al resto de la tira, caracterizado porque, en sección transversal, el espesor del borde queda vinculado a la anchura l del borde por una función matemática f tal que:
f (x)dx ≥ h2
∫0 l
donde h es la altura del borde en la unión con la tira.
Patentes similares o relacionadas:
 PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CONDUCTO CON COMPONENTES MONTADOS, del 7 de Abril de 2011, de FLOW-RITE CONTROLS, LTD.: Procedimiento para realizar una operación de fabricación en una pluralidad de sitios a lo largo de la longitud de un conducto flexible para fabricar […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CONDUCTO CON COMPONENTES MONTADOS, del 7 de Abril de 2011, de FLOW-RITE CONTROLS, LTD.: Procedimiento para realizar una operación de fabricación en una pluralidad de sitios a lo largo de la longitud de un conducto flexible para fabricar […]
 HERRAMIENTA DE MOLDEO POR INYECCIÓN Y MÉTODO PARA LA INYECCIÓN DE UNA SECCIÓN DE UNA PIEZA MOLDEADA, del 21 de Febrero de 2011, de ICOS GMBH: Herramienta de moldeo por inyección para moldear por inyección una sección sobre una pieza moldeada y/o revestir una sección de una pieza moldeada, como una pieza de […]
HERRAMIENTA DE MOLDEO POR INYECCIÓN Y MÉTODO PARA LA INYECCIÓN DE UNA SECCIÓN DE UNA PIEZA MOLDEADA, del 21 de Febrero de 2011, de ICOS GMBH: Herramienta de moldeo por inyección para moldear por inyección una sección sobre una pieza moldeada y/o revestir una sección de una pieza moldeada, como una pieza de […]
 PROCEDIMIENTO DE MOLDEO POR INYECCIÓN, del 18 de Febrero de 2011, de GLAXOSMITHKLINE CONSUMER HEALTHCARE GMBH & CO.KG.: Un aparato para fabricar una cabeza para un cepillo de dientes del tipo que comprende una cabeza y un mango de agarre y que tiene una dirección longitudinal […]
PROCEDIMIENTO DE MOLDEO POR INYECCIÓN, del 18 de Febrero de 2011, de GLAXOSMITHKLINE CONSUMER HEALTHCARE GMBH & CO.KG.: Un aparato para fabricar una cabeza para un cepillo de dientes del tipo que comprende una cabeza y un mango de agarre y que tiene una dirección longitudinal […]
 METODO MEJORADO DE CONSTRUCCION DEL CONJUNTO CUBA/TAMBOR DE UNA MAQUINA LAVADORA, del 26 de Abril de 2010, de ELECTROLUX HOME PRODUCTS CORPORATION N.V.: Método de producción y montaje de la cuba y del tambor relacionado de una máquina lavadora doméstica, tanto de carga superior como de carga inferior, que comprende:
- […]
METODO MEJORADO DE CONSTRUCCION DEL CONJUNTO CUBA/TAMBOR DE UNA MAQUINA LAVADORA, del 26 de Abril de 2010, de ELECTROLUX HOME PRODUCTS CORPORATION N.V.: Método de producción y montaje de la cuba y del tambor relacionado de una máquina lavadora doméstica, tanto de carga superior como de carga inferior, que comprende:
- […]
 TAPON DE CIERRE CON JUNTA ANULAR MOLDEADA POR INYECCION Y METODO DE ELABORACION DEL MISMO, del 19 de Abril de 2010, de WHITE CAP, INC.: Un tapón de cierre que comprende:
- una carcasa que incluye un panel terminal y un faldón integral que se extiende hacia […]
TAPON DE CIERRE CON JUNTA ANULAR MOLDEADA POR INYECCION Y METODO DE ELABORACION DEL MISMO, del 19 de Abril de 2010, de WHITE CAP, INC.: Un tapón de cierre que comprende:
- una carcasa que incluye un panel terminal y un faldón integral que se extiende hacia […]
 DISPOSITIVO MEDICO DE INHALACION, del 14 de Abril de 2010, de PA KNOWLEDGE LIMITED: Un dispositivo de dosificación que comprende un medio de dispensación para dispensar un material de dosis y un mecanismo de accionamiento de dosis, que […]
DISPOSITIVO MEDICO DE INHALACION, del 14 de Abril de 2010, de PA KNOWLEDGE LIMITED: Un dispositivo de dosificación que comprende un medio de dispensación para dispensar un material de dosis y un mecanismo de accionamiento de dosis, que […]
 SELLADO PARA UNA LAMPARA DE AUTOMOVIL, del 14 de Enero de 2010, de DOW CORNING CORPORATION: Un método para sellar un montaje del foco de automoción que comprende un primer elemento que tiene un montaje con lengüeta y un segundo elemento que tiene […]
SELLADO PARA UNA LAMPARA DE AUTOMOVIL, del 14 de Enero de 2010, de DOW CORNING CORPORATION: Un método para sellar un montaje del foco de automoción que comprende un primer elemento que tiene un montaje con lengüeta y un segundo elemento que tiene […]
 PASO DE RUEDA LIGERO, del 17 de Mayo de 2011, de INTERNATIONAL AUTOMOTIVE COMPONENTS GROUP GMBH: Paso de rueda ligero realizado a partir de plástico para la reducción de la transmisión de ruidos de rodadura, salpicaduras de agua y golpes de piedras al habitáculo […]
PASO DE RUEDA LIGERO, del 17 de Mayo de 2011, de INTERNATIONAL AUTOMOTIVE COMPONENTS GROUP GMBH: Paso de rueda ligero realizado a partir de plástico para la reducción de la transmisión de ruidos de rodadura, salpicaduras de agua y golpes de piedras al habitáculo […]