PROCEDIMIENTO PARA FABRICAR UNA SUPERFICIE DE RODADURA PARA UNA CUBIERTA DE RUEDA DE VEHÍCULO Y DISPOSITIVO PARA REALIZAR EL PROCEDIMIENTO.
Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo - especialmente un neumático de vehículo -,
que está provista de una capa eléctricamente conductora que está dispuesta axialmente por dentro de un tramo parcial de una primera capa de goma radialmente exterior de la superficie de rodadura y que está formada por un primer material de goma, en donde la capa eléctricamente conductiva se extiende desde una segunda capa de goma radialmente interior de la superficie de rodadura, hecha de un segundo material de goma, en el lado interior radial del material de goma de la superficie de rodadura hasta un área de la superficie de rodadura para contacto con el suelo, en donde tanto el material de goma de la capa eléctricamente conductora como el material de goma de la segunda capa de goma radialmente interior de la superficie de rodadura presentan una conductividad eléctrica más alta que la del material de goma de la primera capa de goma radialmente exterior, y en don-de el procedimiento comprende los pasos siguientes: a) construcción de una primera capa de caucho de mayor conductividad eléctrica, configurada extendiéndose a lo largo del perímetro de la cubierta de rueda de vehículo, y construcción de una acumulación (26) de material de caucho de mayor conductividad eléctrica, posicionada en la zona de extensión axial de la capa (32) de material de goma de mayor conductividad eléctrica, que deberá extenderse en la cubierta de rueda de vehículo terminada hasta el área de contacto con el suelo, y configurada extendiéndose a lo largo del perímetro de la cubierta de rueda de vehículo, b) seguidamente, conformación de la acumulación (26) de material de caucho de mayor conductividad eléctrica hasta obtener un puente de unión (34) extendido a lo largo del perímetro de la cubierta de rueda del vehículo y extendido radialmente hacia fuera desde la superficie radialmente exterior de la primera capa de caucho (32), teniendo dicho puente de unión un contorno de sección transversal prefijado en los planos de su sección transversal que incluyen el eje de la cubierta de rueda de vehículo, c) seguidamente, construcción de una segunda capa de caucho (33) de menor conductividad eléctrica sobre la superficie radialmente exterior de la primera capa de caucho (32), la cual se une axialmente por ambos lados al puente de unión conformado (34) hecho de material de caucho de mayor conductividad, y d) conformación y vulcanización del perfil de la superficie de rodadura
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/001429.
Solicitante: CONTINENTAL REIFEN DEUTSCHLAND GMBH.
Nacionalidad solicitante: Alemania.
Dirección: VAHRENWALDER STRASSE 9 30165 HANNOVER ALEMANIA.
Inventor/es: FRERICHS, UDO.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Febrero de 2007.
Fecha Concesión Europea: 6 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B29D30/60 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 30/00 Fabricación de neumáticos, cubiertas o de sus partes constitutivas (fabricación de cámaras de aire B29D 23/24; unión de válvulas a cuerpos elásticos inflables B60C 29/00). › por enrollamiento de bandas estrechas.
- B60C19/08 B […] › B60 VEHICULOS EN GENERAL. › B60C NEUMATICOS PARA VEHICULOS; INFLADO DE NEUMATICOS; CAMBIO DE NEUMATICOS; FIJACION DE VALVULAS A CUERPOS ELASTICOS INFLABLES, EN GENERAL; DISPOSITIVOS O INSTALACIONES CONCERNIENTES A LOS NEUMATICOS. › B60C 19/00 Otras estructuras o elementos del neumático. › Dispositivos para desviar las cargas eléctricas.
Clasificación PCT:
- B29D30/16 B29D 30/00 […] › Colocación de las capas; Guiado o estirado de las capas durante su aplicación.
- B29D30/30 B29D 30/00 […] › Colocación de capas; Guiado o estirado de las capas durante su aplicación.
- B29D30/60 B29D 30/00 […] › por enrollamiento de bandas estrechas.
- B60C19/08 B60C 19/00 […] › Dispositivos para desviar las cargas eléctricas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La invención concierne a un procedimiento para fabri-car una superficie de rodadura para una cubierta de rueda de vehículo – especialmente un neumático de vehículo –, que está provista de una capa eléctricamente conductora que está dispuesta axialmente por dentro de un tramo par-cial de una primera capa de goma radialmente exterior de la superficie de rodadura que está formada por un primer material de goma, en donde la capa eléctricamente conduc-tiva se extiende desde una segunda capa de goma radialmen-te interior de la superficie de rodadura, hecha de un se-gundo material de goma, en el lado interior radial del ma-terial de goma de la superficie de rodadura hasta un área de contacto con el suelo de la superficie de rodadura, y en donde tanto el material de goma de la capa eléctrica-mente conductora como el material de goma de la segunda capa de goma radialmente interior de la superficie de ro-dadura presentan una conductividad eléctrica más alta que la del material de goma de la primera capa de goma radial-mente exterior.
Un procedimiento para fabricar un neumático de vehí-culo de esta clase es conocido, por ejemplo, por el docu-mento EP 1 175 992 B1. En este procedimiento se forma una capa eléctricamente conductiva axialmente por dentro de un tramo parcial de una primera capa de goma radialmente ex-terior formada por una mezcla de corona, en donde la capa eléctricamente conductiva se extiende radialmente hacia afuera como un estrecho puente de unión en sección trans-versal hasta el área de contacto con el suelo de la super-ficie de rodadura desde la segunda capa de goma formada radialmente por dentro de la capa de goma exterior y cons-tituida por una mezcla de base. La capa que forma el es-trecho puente de unión se produce enrollando una estrecha banda de caucho de forma de cinta alrededor de la segunda capa de caucho en varias vueltas radialmente superpuestas. Las vueltas consecutivas coincidentes de la banda de cau-cha de forma de cinta están formadas todas ellas con la misma anchura axial. A continuación, se acumula sucesiva-mente el material de caucho a ambos lados del puente de unión para formar la primera capa de goma, teniendo que generarse también una unión segura entre el puente de unión y el material de caucho para formar la primera capa de goma, sin formación de oclusiones de aire. Son necesa-rias para esto unas fuerzas de prensado suficientemente altas. Para que el puente de unión no pueda inclinarse aquí inadmisiblemente hacia afuera de su posición, la cin-ta de caucho tiene que construirse con la mayor anchura posible. Sin embargo, una construcción ancha reduce el área de contacto, importante para las propiedades de mar-cha, entre la primera capa de goma de la cubierta de rueda de vehículo, formada por la mezcla de corona, y la super-ficie de la calzada.
Se conoce por los documentos EP 0 798 142 A1 y EP 0 838 353 A1 un respectivo neumático de vehículo en el que la banda de rodadura está formada por una mezcla de corona y por una mezcla de base, presentando la mezcla de base una conductividad eléctrica más alta. Un puente de unión con conductividad también más alta se extiende desde la base en dirección radial hacia afuera, atravesando la co-rona, hasta el área de contacto con la carretera.
Se conoce también por los documentos WO 2005/108048 A1 y JP 2003 326614 A el recurso de formar por dentro de la superficie de rodadura un tramo de extensión axial de una mezcla de goma que se extiende con una conductividad eléctrica elevada en dirección de dentro radialmente a fuera radialmente hasta el área de contacto con el suelo.
Por tanto, la invención se basa en el problema de hacer posible una fabricación sencilla y segura de una su-perficie de rodadura para una cubierta de rueda de vehícu-lo - especialmente un neumático de vehículo – que esté provista de una capa eléctricamente conductora que esté dispuesta axialmente por dentro de un tramo parcial de una primera capa de goma radialmente exterior de la superficie de rodadura que está formada por un primer material de go-ma, en donde la capa eléctricamente conductiva se extiende desde una segunda capa de goma radialmente interior de la superficie de rodadura, hecha de un segundo material de goma, en el lado interior radial del material de goma de la superficie de rodadura hasta un área de contacto con el suelo de la superficie de rodadura, y en donde tanto el material de goma de la capa eléctricamente conductora como el material de goma de la segunda capa de goma radialmente interior de la superficie de rodadura presentan una con-ductividad eléctrica más alta que la del material de goma de la primera capa de goma radialmente exterior, en cuya superficie de rodadura se puedan diseñar de manera optimi-zada las propiedades de marcha a pesar de una buena capa-cidad de derivación eléctrica desde la segunda capa de go-ma hasta la superficie de la calzada.
Según la invención, el problema se resuelve con el procedimiento para fabricar una superficie de rodadura pa-ra una cubierta de rueda de vehículo – especialmente un neumático de vehículo – que está provista de una capa eléctricamente conductiva que está dispuesta axialmente por dentro de un tramo parcial de una primera capa de goma radialmente exterior de la superficie de rodadura que está formada por un primer material de goma, en donde la capa eléctricamente conductiva se extiende desde una segunda capa de goma radialmente interior de la superficie de ro-dadura, hecha de un segundo material de goma, en el lado interior radial del material de goma de la superficie de rodadura hasta un área de contacto con el suelo de la su-perficie de rodadura, y en donde tanto el material de goma de la capa eléctricamente conductora como el material de goma de la segunda capa de goma radialmente interior de la superficie de rodadura presentan una conductividad eléc-trica más alta que el material de goma de la primera capa de goma radialmente exterior, según las características de la reivindicación 1, cuyo procedimiento presenta los pasos siguientes:
a) construcción de una primera capa de caucho de ma-yor conductividad eléctrica, configurada extendiéndose a lo largo del perímetro de la cubierta de rueda de vehícu-lo, y construcción de una acumulación de material de cau-cho de mayor conductividad eléctrica, configurada exten-diéndose a lo largo del perímetro de la cubierta de rueda del vehículo y posicionada en la zona de extensión axial de la capa de material de goma de mayor conductividad eléctrica que deberá extenderse hasta área de contacto con el suelo en la cubierta de rueda de vehículo terminada,
b) seguidamente, conformación de la acumulación de material de caucho de mayor conductividad eléctrica hasta obtener un puente de unión extendido a lo largo del perí-metro de la cubierta de rueda de vehículo en dirección ra-dial hacia afuera desde la superficie radialmente exterior de la primera capa de caucho y dotado de un contorno de sección transversal prefijado en sus planos de sección transversal que incluyen el eje de la cubierta de rueda de vehículo,
c) a continuación, construcción de una segunda capa de caucho de menor conductividad eléctrica sobre la super-ficie radialmente exterior de la primera capa de caucho, que se une axialmente por ambos lados al puente de unión conformado de material de caucho de mayor conductividad, y
d) conformación y vulcanización del perfil de la su-perficie de rodadura.
Esta ejecución hace posibles de manera sencilla y fiable la construcción y la habilitación de material de goma eléctricamente conductivo, necesario para la forma-ción del puente de unión, sobre la primera capa de caucho también eléctricamente conductiva y una conformación indi-vidual de la capa de material de caucho de mayor conducti-vidad eléctrica, posible después de la habilitación segura sobre la primera capa de caucho, en función de los requi-sitos individuales de la fabricación del neumático que se debe producir. Contra el puente de unión conformado se acumula después el material de goma de la segunda capa de caucho. Mediante la conformación sobre la primera capa de caucho y antes de la colocación de la segunda capa de cau-cho se puede conformar aquí individualmente el puente de unión de modo que pueda garantizarse con seguridad una construcción estable de las capas de la banda de rodadura junto con un área optimizadamente configurada de contacto de la cubierta de rueda con la superficie de la calzada.
Es especialmente ventajoso un procedimiento según las características de la reivindicación 2, en el que la con-formación...
Reivindicaciones:
1. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo - espe-cialmente un neumático de vehículo -, que está provista de una capa eléctricamente conductora que está dispuesta axialmente por dentro de un tramo parcial de una primera capa de goma radialmente exterior de la superficie de ro-dadura y que está formada por un primer material de goma, en donde la capa eléctricamente conductiva se extiende desde una segunda capa de goma radialmente interior de la superficie de rodadura, hecha de un segundo material de goma, en el lado interior radial del material de goma de la superficie de rodadura hasta un área de la superficie de rodadura para contacto con el suelo, en donde tanto el material de goma de la capa eléctricamente conductora como el material de goma de la segunda capa de goma radialmente interior de la superficie de rodadura presentan una con-ductividad eléctrica más alta que la del material de goma de la primera capa de goma radialmente exterior, y en don-de el procedimiento comprende los pasos siguientes:
a) construcción de una primera capa de caucho de ma-yor conductividad eléctrica, configurada extendiéndose a lo largo del perímetro de la cubierta de rueda de vehícu-lo, y construcción de una acumulación (26) de material de caucho de mayor conductividad eléctrica, posicionada en la zona de extensión axial de la capa (32) de material de go-ma de mayor conductividad eléctrica, que deberá extenderse en la cubierta de rueda de vehículo terminada hasta el área de contacto con el suelo, y configurada extendiéndose a lo largo del perímetro de la cubierta de rueda de vehí-culo,
b) seguidamente, conformación de la acumulación (26) de material de caucho de mayor conductividad eléctrica hasta obtener un puente de unión (34) extendido a lo largo del perímetro de la cubierta de rueda del vehículo y ex-tendido radialmente hacia fuera desde la superficie ra-dialmente exterior de la primera capa de caucho (32), te-niendo dicho puente de unión un contorno de sección trans-versal prefijado en los planos de su sección transversal que incluyen el eje de la cubierta de rueda de vehículo,
c) seguidamente, construcción de una segunda capa de caucho (33) de menor conductividad eléctrica sobre la su-perficie radialmente exterior de la primera capa de caucho (32), la cual se une axialmente por ambos lados al puente de unión conformado (34) hecho de material de caucho de mayor conductividad, y
d) conformación y vulcanización del perfil de la su-perficie de rodadura.
2. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de la reivindicación 1, en el que la con-formación de la acumulación de material de caucho de mayor conductividad eléctrica hasta obtener un puente de unión extendido a lo largo del perímetro de la cubierta de rueda de vehículo y extendido radialmente hacia fuera desde la superficie radialmente exterior de la primera capa de cau-cho se efectúa con un contorno de sección transversal con-figurado de manera que en los planos de su sección trans-versal que incluyen el eje de la cubierta de neumático de vehículo se estrecha – en particular continuamente – de dentro radialmente a fuera radialmente.
3. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de la reivindicación 2, en el que el es-trechamiento del recorrido del contorno de sección trans-versal se efectúa con un estrechamiento degresivamente de-creciente de dentro radialmente a fuera radialmente.
4. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones ante-riores, en el que la conformación de la acumulación de ma-terial de caucho de mayor conductividad eléctrica hasta obtener un puente de unión extendido a lo largo del perí-metro de la cubierta de rueda de vehículo y extendido ra-dialmente hacia fuera desde la superficie radialmente ex-terior de la primera capa de caucho se efectúa con al me-nos una y especialmente ambas superficies laterales axia-les del puente de unión ensanchadas cada una de ellas có-nicamente de fuera axialmente a dentro axialmente hacia el centro de dicho puente de unión.
5. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones ante-riores, en el que la construcción de la acumulación de ma-terial de caucho de mayor conductividad eléctrica se efec-túa al construir la primera capa de caucho de mayor con-ductividad eléctrica configurada extendiéndose a lo largo del perímetro de la cubierta de rueda de vehículo.
6. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones ante-riores, en el que la construcción de la acumulación de ma-terial y la construcción de la primera capa de caucho con-figurada extendiéndose a lo largo del perímetro de la cu-bierta de rueda de vehículo se efectúan con el mismo material de caucho de mayor conductividad eléctrica.
7. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones ante-riores, en el que la construcción se efectúa sobre una su-perficie de construcción de un cuerpo de construcción ac-cionable a rotación alrededor de un eje de giro, siendo accionado a rotación el cuerpo de construcción – especial-mente en forma controlada – durante la construcción.
8. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de la reivindicación 7, en el que el cuer-po de construcción es un tambor de construcción.
9. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de la reivindicación 7, en el que el cuer-po de construcción es un núcleo de construcción de forma toroidal.
10. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones 7 a 9, en el que la superficie de construcción está configu-rada en forma sustancialmente cilíndrica con respecto al eje de giro.
11. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones 7 a 9, en el que la superficie de construcción es de forma toroidal.
12. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones 7 a 11, en el que la superficie de construcción es parte de una superficie fija.
13. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones 7 a 11, en el que la superficie de construcción es parte de una superficie elástica – particularmente de un fuelle in-flado -.
14. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones anteriores, en el que la construcción de la primera capa de caucho se efectúa enrollando una banda de caucho de forma de cinta con varias vueltas axialmente yuxtapuestas o colocadas solapándose axialmente al menos en parte.
15. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones anteriores, en la que la construcción de la segunda capa de caucho de menor conductividad eléctrica se efectúa en-rollando una banda de caucho de forma de cinta con varias vueltas axialmente yuxtapuestas o colocadas solapándose axialmente al menos en parte.
16. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones anteriores, en el que la construcción de la acumulación de material se efectúa enrollando una banda de caucho de for-ma de cinta con varias vueltas.
17. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones anteriores, en el que la primera capa de caucho de conduc-tividad eléctrica elevada se construye radialmente por fuera de una capa de carcasa construida – especialmente construida en forma toroidal -, en particular de clase de construcción radial.
18. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones anteriores, en el que la primera capa de caucho de conduc-tividad eléctrica elevada se construye radialmente por fuera de una capa de cinturón – especialmente un conjunto de capas de cinturón constituido por una o varias capas de cinturón y un bandaje de cinturón – construida radialmente por fuera de una capa de carcasa construida – especialmen-te construida en forma toroidal -.
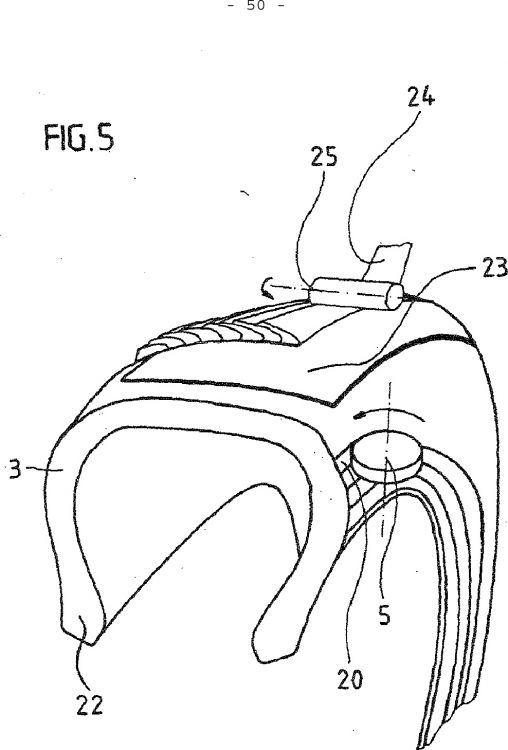
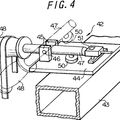
19. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de una o más de las reivindicaciones anteriores, en ek que, para la conformación de la acumula-ción de material, se aproxima lateralmente un cuerpo de conformación – especialmente contorneado – al respectivo flanco de la acumulación de material que se debe confor-mar, y este flanco es deformado entonces hasta que presen-ta el contorno deseado del flanco del puente de unión que se debe conformar.
20. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de la reivindicación 19, en el que el cuerpo de conformación es una chapa de guía a lo largo de la cual se mueve la acumulación de material después de la aproximación a la misma.
21. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de la reivindicación 19, en el que el cuerpo de conformación es un rodillo de moldeo o un cilin-dro de moldeo a lo largo del cual se mueve la acumulación de material después de la aproximación a la misma.
22. Procedimiento de fabricación de una superficie de rodadura para una cubierta de rueda de vehículo según las características de la reivindicación 19, en el que el cuerpo de conformación es un anillo de moldeo que se aproxima coaxial y radialmente a la acumulación de material por fuera con respecto a la primera capa de caucho y que deforma la acumulación de material a lo largo de todo el perímetro de la primera capa de caucho con un tope de forma anular - especialmente contorneado -.
23. Dispositivo de realización del procedimiento se-gún las características de las reivindicaciones 1 a 22, que comprende
un cuerpo de construcción montado de forma giratoria alrededor de un eje de giro para construir capas de cau-cho,
una unión de accionamiento para producir el giro - especialmente controlado – del cuerpo de construcción al-rededor de su eje de giro,
unos medios para efectuar una colocación posicionable – especialmente en forma controlada – de material de cau-cho sobre el cuerpo de construcción y
unos medios para conformar acumulaciones construidas de material de caucho sobre el cuerpo de construcción.
Patentes similares o relacionadas:
METODO DE FABRICACION DE UNA CUBIERTA NEUMATICA., del 1 de Mayo de 2007, de BRIDGESTONE CORPORATION: Método de fabricación de una cubierta neumática que incluye telas insertadas en sus partes de pared lateral en el que dichas telas insertadas se forman en un […]
METODO DE FABRICACION DE CUBIERTAS NEUMATICAS., del 1 de Agosto de 2006, de BRIDGESTONE CORPORATION: Método de fabricación de una cubierta neumática en el que se forma al menos una clase de elemento constitutivo de la cubierta sobre un lado periférico […]
METODO DE PRODUCCION DE UNA BANDA DE RODADURA PARA UNA CUBIERTA NEUMATICA UTILIZANDO UN MATERIAL DE CAUCHO CONDUCTIVO ELECTRICAMENTE., del 1 de Junio de 2006, de BRIDGESTONE CORPORATION: Método de producción de una banda de rodadura que es para una cubierta y está provista de una capa conductora de la electricidad que está dispuesta […]
PROCEDIMIENTO PARA LA FABRICACION DE UN NEUMATICO DE VEHICULO., del 16 de Junio de 2004, de CONTINENTAL AKTIENGESELLSCHAFT: LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE UN NEUMATICO DE VEHICULO DONDE PARA PRODUCIR Y APLICAR UNA BANDA DE RODADURA […]
METODO Y APARATO PARA LA LAMINACION DE MATERIALES DE CAUCHO NO VULCANIZADOS., del 1 de Agosto de 2003, de BRIDGESTONE CORPORATION: En la laminación de materiales de caucho no curados con forma de banda para formar un elemento en caucho laminado que tiene una sección con una forma dada, por devanado en hélice […]
PROCESO PARA HACER PISTAS DE CAUCHO Y PISTA DE CAUCHO HECHA DE ESTA FORMA., del 1 de Febrero de 1995, de MAI S.P.A.: EL PROCESO DESCRITO COMPRENDE LAS SIGUIENTES FASES: -UNA FASE DE EXTRUSION, EN LA QUE EL CAUCHO VIRGEN SE EXTRUSIONA EN FORMA DE UNA TIRA PROCEDENTE DE UNA MAQUINA […]
PROCEDIMIENTO DE FABRICACION DE UN NEUMATICO CON PRODUCTOS CAUCHUTADOS SOBRE UN SOPORTE CONSISTENTE, DISPOSITIVO DE COLOCACION SEGUN EL PROCEDIMIENTO, MAQUINA UTILIZANDO TALES DISPOSITIVOS, del 1 de Julio de 1991, de MICHELIN & CIE (COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN) SOCIETE DITE:: LOS PRODUCTOS CAUCHUTADOS COMPRENDIDOS EN LA CONSTITUCION DE UN NEUMATICO SON PUESTOS POR MEDIO DE UNA ESTRUCTURA VOLUMETRICA V, CUYO ORIFICIO DE SALIDA , DE PEQUEÑAS […]
 PROCEDIMIENTO Y DISPOSITIVO DE ALMACENAMIENTO TEMPORAL DE UN CUERPO LINEAL, del 28 de Septiembre de 2010, de BRIDGESTONE CORPORATION: Un dispositivo de almacenamiento temporal de un cuerpo lineal , que comprende:
una pluralidad de medios de almacenamiento temporal […]
PROCEDIMIENTO Y DISPOSITIVO DE ALMACENAMIENTO TEMPORAL DE UN CUERPO LINEAL, del 28 de Septiembre de 2010, de BRIDGESTONE CORPORATION: Un dispositivo de almacenamiento temporal de un cuerpo lineal , que comprende:
una pluralidad de medios de almacenamiento temporal […]