Dispositivo de suministro para suministrar fibras separadas o copos de fibras a un dispositivo de transporte.
Dispositivo de suministro (22, 76, 84) para suministrar fibras separadas o copos de fibras a un dispositivo de transporte (4,
10), utilizado para el transporte ulterior de un material no tejido formado (78) o de la capa de copos de fibras (12) en una dirección de transporte, presentando el dispositivo de suministro (22, 76, 84) al menos un cilindro de alimentación accionado (32, 102, 202) y al menos un cilindro abridor accionado (36, 108, 208) que interactúa con el cilindro de alimentación (32, 102, 202), caracterizado porque el dispositivo de suministro (22, 76, 84) comprende una pluralidad de segmentos de suministro dispuestos horizontalmente uno al lado de otro y una pluralidad de cilindros de alimentación (32, 102, 202), controlables por separado, de tal modo que a cada segmento de suministro está asignado un cilindro de alimentación propio (32, 102, 202).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12199625.
Solicitante: OSKAR DILO MASCHINENFABRIK KG.
Nacionalidad solicitante: Alemania.
Dirección: IM HOHENEND 11 69412 EBERBACH ALEMANIA.
Inventor/es: DILO,JOHANN PHILIPP.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27N3/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › B27N 3/00 Fabricación de objetos sustancialmente planos, p. ej. paneles a partir de partículas o fibras. › Distribución u orientación de partículas o de fibras.
- D01G15/20 TEXTILES; PAPEL. › D01 FIBRAS O HILOS NATURALES O FABRICADOS POR EL HOMBRE; HILATURA. › D01G TRATAMIENTO PRELIMINAR DE FIBRAS, p. ej. PARA LA HILATURA (bobinado o devanado, conducción o guía de napas, velos, cintas o mechas en general, potes de cintas o mechas, almacenamiento en los potes de cintas o mechas B65H; preparación de fibras para la fabricación de papel D21). › D01G 15/00 Máquinas o accesorios de cardado; Guarniciones de cardas; Dispositivos descardadores para destrucción o eliminación asociados con máquinas de cardados o con otras máquinas de tratamiento preliminar (máquinas o aparatos descardadores que funcionan separadamente D01B). › Cilindros de alimentación; Tomadores.
- D01G15/40 D01G 15/00 […] › Aparatos de alimentación (aparatos de alimentación de fibras de aplicación general en las máquinas que trabajan fibras, p. ej. cargadoras automáticas, D01G 23/00).
- D01G23/00 D01G […] › Alimentación de fibras en las máquinas; Transporte de fibras entre las máquinas (D01G 21/00 tiene prioridad; alimentaciones intermediarias en las máquinas de cardado D01G 15/40).
- D01G23/04 D01G […] › D01G 23/00 Alimentación de fibras en las máquinas; Transporte de fibras entre las máquinas (D01G 21/00 tiene prioridad; alimentaciones intermediarias en las máquinas de cardado D01G 15/40). › con medios para controlar la alimentación.
- D01G23/06 D01G 23/00 […] › Sistemas en los cuales una máquina o un aparato está regulado en función de las variaciones de volumen o peso de las fibras alimentadas, p. ej. mecanismos de pedales (dispositivos en los cuales el estirado está regulado en función de las irregularidades de la alimentación en fibras D01H).
- D04H1/736 D […] › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › caracterizado por el aparato de disposición de las fibras (D04H 1/728, D04H 1/732 tiene prioridad).
- D04H11/08 D04H […] › D04H 11/00 No tejidos con capa de pelos (productos estratificados que forman no-tejidos B32B). › formados por la creación de un pelo sobre una superficie de no-tejidos, al menos, sin adición de materiales de formación del pelo, p. ej. por agujereado o contracción diferencial (máquinas de agujerear D04H 18/00).
PDF original: ES-2533211_T3.pdf
Fragmento de la descripción:
Dispositivo de suministro para suministrar fibras separadas o copos de fibras a un dispositivo de transporte [0001] La invención se refiere a un dispositivo de suministro para suministrar fibras separadas o copos de fibras a un dispositivo de transporte.
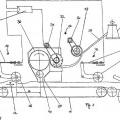
En la producción de materiales no tejidos, los copos de fibras se transfieren usualmente primero de un alimentador de copos de fibras a un dispositivo de transporte que en una primera alternativa los transporta a continuación en forma de una capa de copos de fibras a un formador de velo, preferentemente una carda, en una segunda alternativa, directamente a un formador de material no tejido aerodinámico o en una tercera alternativa, directamente a una máquina de entrelazado, por ejemplo, una máquina punzonadora.
En la primera alternativa, el velo producido en el formador de velo (que se puede identificar también como material no tejido de una o dos capas) se suministra a continuación a un plegador que a partir de la banda de velo pliega un material no tejido de varias capas mediante entrecruzado. Este material no tejido de varias capas se puede entrelazar a continuación con ayuda de máquinas de entrelazado adecuadas, por ejemplo, mediante punzonado. En general se desea producir mayormente un material no tejido de gran uniformidad. Con este fin es posible actuar de manera correspondiente en distintos puntos de la instalación. Así, por ejemplo, en la zona situada entre el alimentador de copos de fibras y el formador de velo se puede medir, por ejemplo, el peso de la capa de copos de fibras mediante una balanza de cinta transportadora y sobre esta base se puede controlar la velocidad de alimentación del formador de velo de tal modo que al formador de velo llega siempre una cantidad idéntica de material de fibra por intervalo de tiempo.
Sin embargo, tal balanza de cinta transportadora puede determinar únicamente la masa promedio de la capa de copos de fibras distribuida en la anchura del dispositivo de transporte y en una cierta longitud en dirección de transporte. Por consiguiente, este procedimiento de compensación consigue sólo una uniformidad aproximada del flujo de copos de fibras que entra en el formador de velo, teniéndose que tolerar, por otra parte, pesos diferentes por unidad de superficie de la capa de copos de fibras a lo ancho de la capa de copos de fibras.
En el caso de la segunda y la tercera alternativa mencionadas se ha intentado hasta el momento mediante distintos ajustes internos y detalles constructivos que la entrega de los copos de fibras para formar una capa de copos de fibras en el alimentador de copos de fibras y la entrega de las fibras separadas para formar un material no tejido en el formador de material no tejido aerodinámico se lleven a cabo de la manera más uniforme posible a lo largo y a lo ancho de la capa de copos de fibras o del material no tejido. Los resultados, sin embargo, son a menudo susceptibles de mejora.
Además de la uniformidad de la capa de copos de fibras o del material no tejido puede ser ventajoso también en otras aplicaciones que la capa de copos de fibras o el material no tejido presente un perfil transversal o un perfil longitudinal irregular predeterminado.
La presente invención tiene el objetivo de crear un dispositivo de suministro que se pueda utilizar en distintos puntos de una instalación formadora de material no tejido y posibilite una dosificación exacta del material de fibra en relación con el lugar y la cantidad.
Este objetivo se consigue mediante las características de la reivindicación 1.
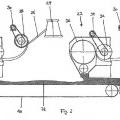
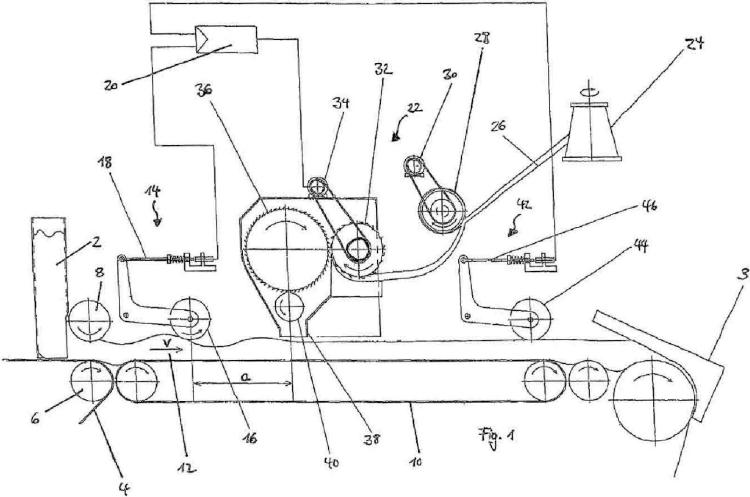
Según la invención, el dispositivo de suministro para suministrar fibras separadas o copos de fibras a un dispositivo de transporte, utilizado para el transporte ulterior del material no tejido formado o de la capa de copos 50 de fibras en una dirección de transporte, presenta una pluralidad de cilindros de alimentación controlables por separado y al menos un cilindro abridor accionado que interactúa con los cilindros de alimentación. El dispositivo de suministro comprende aquí una pluralidad de segmentos de suministro dispuestos horizontalmente uno al lado de otro de tal modo que a cada segmento de suministro está asignado un cilindro de alimentación propio. El material de fibra se puede suministrar así de manera selectiva al dispositivo de transporte, ya sea como material de partida para 55 la formación de un material no tejido o de una capa de copos de fibras o en el sentido de una adaptación posterior del perfil de un producto base de fibras actual.
A este respecto, cada cilindro de alimentación se alimenta preferentemente con una mecha de fibras propia o una tira propia de material no tejido. Esto permite dosificar con particular exactitud la cantidad de material por
segmento de suministro.
A cada segmento de suministro está asignado preferentemente un dispositivo de distribución para almacenar y entregar una mecha de fibras o una tira de material no tejido de tal modo que cada cilindro de alimentación retira la mecha de fibras o la tira de material no tejido proporcionada por el dispositivo de distribución correspondiente. Se consigue así una alta resolución espacial al alimentarse el material dosificado al dispositivo de suministro.
De manera alternativa al dispositivo de distribución mencionado arriba, el dispositivo de suministro puede 10 presentar también un canal de copos de fibras como depósito de material para los cilindros de alimentación.
La resolución local del suministro de las fibras separadas o de los copos de fibras es definida esencialmente por la anchura de cada segmento de suministro. A este respecto se prefiere que cada segmento de suministro presente una anchura de 5 a 100 mm, preferentemente 15 a 30 mm, en particular preferentemente 20 a 25 mm.
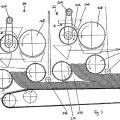
En una primera configuración concreta del dispositivo de suministro, cada cilindro de alimentación presenta una guarnición con dientes sobresalientes hacia atrás respecto a una dirección de giro del cilindro de alimentación, estando accionado el cilindro abridor en la misma dirección de giro que los cilindros de alimentación y presentando una guarnición con dientes sobresalientes hacia adelante respecto a esta dirección de giro. En este caso, el material de fibra se suministra de manera inclinada desde abajo al cilindro abridor.
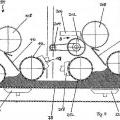
Alternativamente, en una segunda configuración del dispositivo de suministro, cada cilindro de alimentación puede presentar una guarnición con dientes sobresalientes hacia atrás respecto a una dirección de giro del cilindro de alimentación, estando accionado el cilindro abridor en una segunda dirección de giro, contraria a la dirección de giro de los cilindros de alimentación, y presentando una guarnición con dientes sobresalientes hacia adelante respecto a la segunda dirección de giro. En este caso, el material de fibra se suministra de manera inclinada desde arriba al cilindro abridor, es recogido por el cilindro abridor y guiado en un semicírculo, hasta que puede caer en el canal de entrega.
Con preferencia está previsto exactamente un cilindro abridor que se extiende en transversal a la dirección de transporte del dispositivo de transporte y en horizontal por todos los segmentos de suministro. Por tanto, el cilindro abridor puede recoger simultáneamente del cilindro de alimentación el material de fibra, proporcionado por cada cilindro de alimentación, y entregarlo a continuación a la posición deseada del material no tejido.
Sobre el perfil transversal del material no tejido, que se va a producir, o de la capa de copos de fibras se puede influir mejor si los segmentos de suministro están dispuestos uno al lado en una dirección en transversal a una dirección de transporte del dispositivo de transporte.
Con el fin de seguir aumentando la resolución local del suministro del material de fibra, a cada segmento de suministro puede estar asignado al menos otro tipo de cilindro o de cinta transportadora, estando dispuestos los cilindros o las cintas transportadoras de todos los segmentos de suministro del mismo tipo uno al lado de otro en una dirección en transversal a una dirección de transporte del dispositivo de transporte y pudiéndose controlar por separado entre sí.
Cada cilindro de alimentación está accionado preferentemente por un servomotor. La utilización de un servomotor propio por cada cilindro de alimentación garantiza el control independiente de cada cilindro de alimentación y, por tanto, una adaptación muy exacta del perfil del material no tejido o de la capa de copos de fibras mediante los segmentos de suministro controlados individualmente.
Si un dispositivo de distribución para una mecha de fibras o una tira de material no tejido se utiliza... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de suministro (22, 76, 84) para suministrar fibras separadas o copos de fibras a un dispositivo de transporte (4, 10) , utilizado para el transporte ulterior de un material no tejido formado (78) o de la capa de copos de fibras (12) en una dirección de transporte, presentando el dispositivo de suministro (22, 76, 84) al menos un cilindro de alimentación accionado (32, 102, 202) y al menos un cilindro abridor accionado (36, 108, 208) que interactúa con el cilindro de alimentación (32, 102, 202) , caracterizado porque el dispositivo de suministro (22, 76, 84) comprende una pluralidad de segmentos de suministro dispuestos horizontalmente uno al lado de otro y una pluralidad de cilindros de alimentación (32, 102, 202) , controlables por separado, de tal modo que a cada segmento de suministro está asignado un cilindro de alimentación propio (32, 102, 202) .
2. Dispositivo de suministro (22, 76, 84) según la reivindicación 1, caracterizado porque cada cilindro de alimentación (32, 102, 202) se alimenta con una mecha de fibras propia (26) o una tira propia de material no tejido. 15
3. Dispositivo de suministro (22, 76, 84) según la reivindicación 2, caracterizado porque a cada segmento de suministro está asignado un dispositivo de distribución (24) para almacenar y entregar una mecha de fibras (26) o una tira de material no tejido de tal modo que cada cilindro de alimentación (32, 102, 202) retira la mecha de fibras (26) o la tira de material no tejido proporcionada por el dispositivo de distribución correspondiente
(24) .
4. Dispositivo de suministro (22, 76, 84) según la reivindicación 1, caracterizado porque éste presenta un canal de copos de fibras como depósito de material para los cilindros de alimentación (32, 102, 202) .
5. Dispositivo de suministro (22, 76, 84) según una de las reivindicaciones precedentes, caracterizado porque cada segmento de suministro presenta una anchura de 5 a 100 mm, preferentemente 15 a 30 mm, más preferentemente 20 a 25 mm.
6. Dispositivo de suministro (22, 76, 84) según una de las reivindicaciones precedentes, caracterizado porque cada cilindro de alimentación (32, 102, 202) presenta una guarnición con dientes sobresalientes hacia atrás respecto a una dirección de giro del cilindro de alimentación (32, 102, 202) , estando accionado el cilindro abridor (36, 108, 208) en la misma dirección de giro que los cilindros de alimentación (32, 102, 202) y presentando una guarnición con dientes sobresalientes hacia adelante respecto a esta dirección de giro.
7. Dispositivo de suministro (22, 76, 84) según una de las reivindicaciones precedentes, caracterizado porque cada cilindro de alimentación (32, 102, 202) presenta una guarnición con dientes sobresalientes hacia atrás respecto a una dirección de giro del cilindro de alimentación (32) , estando accionado el cilindro abridor (36, 108, 208) en una segunda dirección de giro contraria a la dirección de giro de los cilindros de alimentación (32, 102, 202) y presentando una guarnición con dientes sobresalientes hacia adelante respecto a la segunda dirección de giro.
8. Dispositivo de suministro (22, 76, 84) según una de las reivindicaciones precedentes, caracterizado porque está previsto exactamente un cilindro abridor (36, 108, 208) que se extiende en transversal a una dirección de transporte del dispositivo de transporte (4, 10) y en horizontal por todos los segmentos de suministro.
9. Dispositivo de suministro (22, 76, 84) según una de las reivindicaciones precedentes, caracterizado porque los segmentos de suministro están dispuestos uno al lado en una dirección en transversal a la dirección de transporte del dispositivo de transporte (4, 10) .
10. Dispositivo de suministro (22, 76, 84) según una de las reivindicaciones precedentes, caracterizado 50 porque a cada segmento de suministro está asignado al menos otro tipo de cilindro (112, 126, 130, 140, 142, 212, 226, 230, 240, 242) o cinta transportadora (122, 134, 222, 234) , estando dispuestos uno al lado de otro los cilindros (112, 126, 130, 140, 142, 212, 226, 230, 240, 242) o las cintas transportadoras (122, 134, 222, 234) de todos los segmentos de suministro del mismo tipo en una dirección en transversal a la dirección de transporte del dispositivo de transporte (4, 10) y pudiéndose controlar por separado entre sí.
11. Dispositivo de suministro (22, 76, 84) según una de las reivindicaciones precedentes, caracterizado porque cada cilindro de alimentación (32, 102, 202) está accionado por un servomotor (34, 104, 204) .
12. Dispositivo de suministro (22, 76, 84) según la reivindicación 3, caracterizado porque entre el
dispositivo de distribución (24) y el cilindro de alimentación (32, 102, 202) de cada segmento de suministro está dispuesto un cilindro de almacenamiento (28) que se extiende en transversal a la dirección de transporte del dispositivo de transporte (4, 10) y en horizontal por todos los segmentos de suministro y alrededor del que está arrollada una vuelta de cada mecha de fibras (26) o de cada tira de material no tejido proporcionada por el dispositivo de distribución (24) .
13. Instalación formadora de material no tejido con dos dispositivos de suministro (22, 76, 84) dispuestos uno detrás de otro según una de las reivindicaciones precedentes.
14. Instalación formadora de material no tejido según la reivindicación 13, caracterizada porque los segmentos de suministro de los dos dispositivos de suministro (22, 76, 84) presentan la misma anchura y los segmentos de suministro del segundo dispositivo de suministro (22) , situado a favor de la corriente, están desplazados respecto a los segmentos de suministro del primer dispositivo de suministro (76, 84) , preferentemente en la mitad de la anchura de los segmentos de suministro.
15. Instalación formadora de material no tejido según la reivindicación 13 ó 14, caracterizada porque ésta presenta entre el primer dispositivo de suministro (76, 84) y el segundo dispositivo de suministro (22) un dispositivo de medición (14) para medir el peso por unidad de superficie del material no tejido (78) en su anchura, que discurre en transversal a la dirección de transporte del dispositivo de transporte (4, 10) , en una zona de 20 medición del dispositivo de transporte (4, 10) con el fin de determinar un perfil transversal y un perfil longitudinal del material no tejido (78) y porque presenta además un dispositivo de control o regulación (20) que está diseñado para controlar el segundo dispositivo de suministro (22) sobre la base de los resultados del dispositivo de medición (14) de tal modo que el segundo dispositivo de suministro (22) suministra fibras separadas o copos de fibras para la uniformidad del material no tejido (78) en puntos finos determinados del material no tejido (78) o de tal modo que el segundo dispositivo de suministro (22) suministra de manera selectiva fibras separadas o copos de fibras para la formación de un perfil transversal irregular y/o un perfil longitudinal irregular deseado del material no tejido (78) con puntos finos y puntos gruesos.
Patentes similares o relacionadas:
SISTEMA Y MÉTODO PARA LA TOMA DE MUESTRA DE FIBRAS EN FORMA CONTINUA, del 27 de Junio de 2019, de INVESTIGACIONES FORESTALES BIOFOREST S.A: Sistema y método para toma de muestra de fibras en forma continua en la producción de paneles MDF, con menor tiempo de reacción para realizar modificaciones al tipo de alimentación […]
 Dispositivo y procedimiento para formar un material no tejido homogeneizado o perfilado o una estera de copos de fibras homogeneizada o perfilada, del 23 de Diciembre de 2015, de OSKAR DILO MASCHINENFABRIK KG: Dispositivo para formar un material no tejido homogeneizado o perfilado o una estera de copos de fibras homogeneizada o perfilada con:
[…]
Dispositivo y procedimiento para formar un material no tejido homogeneizado o perfilado o una estera de copos de fibras homogeneizada o perfilada, del 23 de Diciembre de 2015, de OSKAR DILO MASCHINENFABRIK KG: Dispositivo para formar un material no tejido homogeneizado o perfilado o una estera de copos de fibras homogeneizada o perfilada con:
[…]
Dispositivo para la formación de un velo de fibras o de una estera de copos fibrosos, del 4 de Marzo de 2015, de OSKAR DILO MASCHINENFABRIK KG: Dispositivo para la formación de un velo de fibras o de una estera de copos fibrosos con dos dispositivos de alimentación dispuestos uno a continuación […]
MEZCLADO DE COMPONENTES FIBROSOS., del 1 de Marzo de 2007, de TEMAFA TEXTILMASCHINENFABRIK MEISSNER, MORGNER & CO. GMBH: Procedimiento para mezclar componentes fibrosos me diante alimentación y pesaje, en el que el material fibroso a dosificar es retirado cada vez de balas de fibras y trans portado […]
DISPOSITIVO PARA FABRICAR UN VELO DE COPOS DE FIBRAS, QUE TIENE POR LO MENOS UN POZO SENSIBLEMENTE VERTICAL DE SECCION TRANSVERSAL RECTANGULAR., del 16 de Agosto de 2004, de TRUTZSACHLER GMBH & CO. KG.: Dispositivo para fabricar un velo de copos de fibras, que tiene por lo menos un pozo sensiblemente vertical de sección transversal rectangular, […]
DISPOSITIVO DE PESAJE., del 1 de Agosto de 2004, de TEMAFA TEXTILMASCHINENFABRIK MEISSNER, MORGNER & CO. GMBH: Dispositivo de pesaje para la determinación con tinua del peso por unidad de superficie de material fibroso en forma de cinta o de velo que se alimenta al dispositivo […]
PROCEDIMIENTO Y DISPOSITIVO PARA MEDIR, REGULAR Y GOBERNAR LA CUANTIA DE UNA CORRIENTE DE COPOS FIBROSOS EN VUELO., del 16 de Octubre de 1991, de TRUTZSCHLER GMBH. AND CO. KG.: PROCEDIMIENTO Y DISPOSITIVO PARA MEDIR, REGULAR Y GOBERNAR LA CUANTIA DE UNA CORRIENTE DE COPOS FIBROSOS EN VUELO, EN LA PREPARACION DE LA […]
DISPOSITIVO PARA EL TRATAMIENTO DE FIBRAS TEXTILES EN UNA CARDA., del 1 de Marzo de 2007, de GRAF + CIE AG: Dispositivo para el tratamiento de fibras textiles, dotado de un elemento de tratamiento que comprende una primera superficie de tratamiento esencialmente […]