PROCEDIMIENTO Y DISPOSITIVO PARA EL BOBINADO DE BANDAS METÁLICAS SOBRE UN MANDRIL DE BOBINADO.
Procedimiento para llevar a cabo el bobinado de bandas metálicas (13) sobre un mandril de bobinado (4),
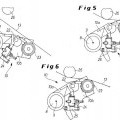
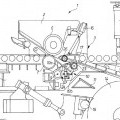
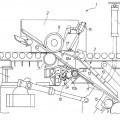
que está dispuesto en una caja de una máquina bobinadora (3), al que es conducida la banda metálica por un medio de arrastre (2), que presenta en un bastidor del medio de arrastre (5) un rodillo de arrastre superior y un rodillo de arrastre inferior (6, 7), con interconexión de un dispositivo para llevar a cabo la medición de la banda, que puede ser aplicado por pivotamiento por la parte inferior en la banda metálica (13), estando prevista para el encauzamiento una mesa (11) por debajo de la banda metálica (13) y estando dispuestas por encima de la banda metálica una aguja de desviación de la banda (17) así como una trampilla de la caja (19) pivotante, que se prolonga desde la anterior hasta la proximidad del mandril de bobinado, y siendo determinada la fuerza de tracción longitudinal, que es ejercida por el medio de arrastre (2) sobre la banda metálica (13), para llevar a cabo el control de la trayectoria de la banda por parte del medio de arrastre por medio un dispositivo para llevar a cabo la medición de la tracción de la banda (10), que está alojado en el bastidor del medio de arrastre (5) en un punto de rotación (9) ligeramente por detrás del rodillo de arrastre inferior (7) en el sentido de desplazamiento de la banda, que puede ser aplicado por pivotamiento en la banda de metal (13) desde abajo, caracterizado porque es aplicado desde arriba por pivotamiento un medio antagonista (26) sobre la banda metálica (13) con la aplicación por pivotamiento del dispositivo para llevar a cabo la medición de la tracción de la banda (10)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/008285.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DUSSELDORF ALEMANIA.
Inventor/es: HACKENBERG,Wolfgang-Dietmar.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Septiembre de 2007.
Clasificación Internacional de Patentes:
- B21B38/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 38/00 Métodos y dispositivos de medida especialmente adaptados a laminadores, p. ej. detección de la posición, inspección del producto. › para medida de la planta o perfil de las láminas.
- B21B38/06 B21B 38/00 […] › para medida de la tensión o compresión.
- B21C47/06 B21 […] › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › con rodillos o pernos de apoyo o medios equivalentes que mantengan el material sobre la bobina o el tambor.
- B21C47/34 B21C 47/00 […] › Dispositivos de alimentación o de guía no adaptados especialmente a un tipo particular de aparato.
- B21C51/00 B21C […] › Dispositivos de medida, de calibrado, de indicación, de recuento o de marcado, especialmente concebidos para ser utilizados en la producción o en la manipulación de los materiales a que se refieren las subclases B21B - B21F.
Clasificación PCT:
- B21B38/02 B21B 38/00 […] › para medida de la planta o perfil de las láminas.
- B21C47/06 B21C 47/00 […] › con rodillos o pernos de apoyo o medios equivalentes que mantengan el material sobre la bobina o el tambor.
- B21C47/34 B21C 47/00 […] › Dispositivos de alimentación o de guía no adaptados especialmente a un tipo particular de aparato.
- B21C51/00 B21C […] › Dispositivos de medida, de calibrado, de indicación, de recuento o de marcado, especialmente concebidos para ser utilizados en la producción o en la manipulación de los materiales a que se refieren las subclases B21B - B21F.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359180_T3.pdf
Fragmento de la descripción:
45
55
La invención se refiere a un procedimiento y a un dispositivo para llevar a cabo el bobinado de bandas metálicas sobre un mandril de bobinado, que está dispuesto en una caja de una máquina bobinadora, con las características que están indicadas en los preámbulos de las reivindicaciones independientes 1 y 8.
Se ha dado a conocer por medio de la publicación DE 195 20 709 A1 un medio de arrastre o bien un aparato propulsor, que tiene un cilindro inferior, que está alojado de manera estacionaria y un cilindro superior, que puede ser regulado contra el anterior. El cilindro superior, que puede ser regulado, está alojado en un bastidor pivotante, que puede hacerse pivotar por medio de cilindros con medio a presión, cuyo bastidor está constituido por dos balancines, que están enfrentados entre sí, que está unidos por medio de una base, que está alojada a ambos lados en el bastidor del medio de arrastre, en la zona de su eje común de pivotamiento. Los balancines de este medio de arrastre pueden ser regulados por medio de cilindros de medio a presión, que pueden ser presurizados respectivamente de forma independiente, estando configurada la base en forma de resorte de torsión, cuya base une a los balancines entre sí.
En este caso, pueden ser alcanzados diversos ángulos de pivotamiento de los balancines y, de este modo, del cilindro superior, que puede ser regulado, o bien del rodillo de arrastre por medio de la introducción de fuerzas de regulación diferentes con una fuerza diferencial relativamente pequeña de los cilindros de medio a presión. Por medio del pivotamiento del cilindro superior puede ser influenciada la fuerza de tracción sobre la banda, que es ejercida por el medio de arrastre, y de este modo puede ser ajustada una distribución de la tracción. Concretamente, las fuerzas en los cilindros de regulación del lado del accionamiento y del lado de operación del rodillo superior de arrastre (elemento de regulación) pueden ser preestablecidas con valores diferentes. De este modo, se introduce la diferencia de tracción en el medio de arrastre con un desplazamiento en la dirección de la anchura sobre la banda metálica y, por lo tanto, se influye sobre la trayectoria de la banda.
Con ocasión del bobinado de las bandas metálicas, de manera especial con ocasión de las bandas laminadas en caliente, se presentan frecuentemente errores de bobinado en forma de desviación cíclica o aproximadamente cíclica de las vueltas individuales a través de toda la bobina arrollada. La desviación no es aceptable, dado que las vueltas que sobresalen pueden ser deterioradas muy fácilmente durante el transporte ulterior. El origen principal de estos errores de bobinado se encuentra en la falta de planeidad de la banda, que puede conducir, durante el bobinado en la máquina bobinadora, a desviaciones de la banda transversalmente con respecto al sentido de transporte.
Se conoce por la publicación DE 197 04 447 A1 un rodillo de medición para llevar a cabo la medición de la planeidad de una banda laminada, que se encuentra bajo tensión en un tren de laminación de banda laminada en caliente. Uno
o varios de estos rodillos de medición, que son presionados contra la banda laminada por el lado inferior, pueden estar dispuestos entre las cajas de laminación del tren de acabado y/o pueden estar dispuestos, en el sentido de la laminación, por detrás de la última caja de laminación del tren de acabado y/o por delante de un aparato propulsor para una devanadera y/o entre el aparato propulsor y la devanadera. En el caso en que esté dispuesto un rodillo de medición entre el aparato propulsor y la devanadera, puede ser empleado el valor obtenido de la medición para llevar a cabo el pivotamiento del aparato propulsor y, de este modo, puede ser regularizada lar trayectoria de la banda durante el bobinado sobre el mandril de la devanadera o bien sobre el mandril de bobinado.
Se ha dado a conocer, por medio de la publicación DE 101 31 850 A1, una devanadera para banda delgada con rodillos para la medición de la planeidad, que están destinados a llevar a cabo la medición y para influir sobre la planeidad de la banda en la caja de la máquina bobinadora de una instalación para la laminación de bandas laminadas en caliente. En este caso, este rodillo para la medición de la planeidad está dispuesto en la caja de la máquina bobinadora entre el medio de arrastre así como entre el mandril de bobinado y el encauzamiento de la banda, que son móviles en dicho punto y que también son localmente fijas. El rodillo para la medición de la planeidad es movido desde una posición de trabajo, en la que la banda laminada en caliente es conducida alrededor del rodillo para la medición de la planeidad, manteniéndose un ángulo de enrollamiento aproximadamente constante, hasta una posición descendida, en la que queda protegido en la caja de la máquina bobinadora contra una conducción de la banda aplicada por pivotamiento.
Se conoce una instalación, por la publicación EP 0 344 583, que está destinada a llevar a cabo la medición de la planeidad de bandas metálicas laminadas, que está constituida por una pluralidad de piezas y que presenta un primer brazo de palanca, que está alojado en un punto de rotación, sobre cuyo extremo anterior está alojado un segundo brazo de palanca de forma articulada, cuyo segundo brazo de palanca porta en la parte anterior un rodillo de medición. Entre los dos brazos de palanca está dispuesto un medio dinamométrico.
45
55
La invención tiene como tarea, desarrollar un procedimiento y un dispositivo del tipo, que ha sido citado al principio, de tal manera, que pueda conseguirse una medición mejorada de la tracción de una banda metálica en la caja de una máquina bobinadora, de manera especial una medición para ejercer un influjo sobre el medio de arrastre por medio de la diferencia de tracción de la banda, que debe ser trasmitida a través del mismo de tal manera, que pueda conseguirse una banda metálica con cantos derechos.
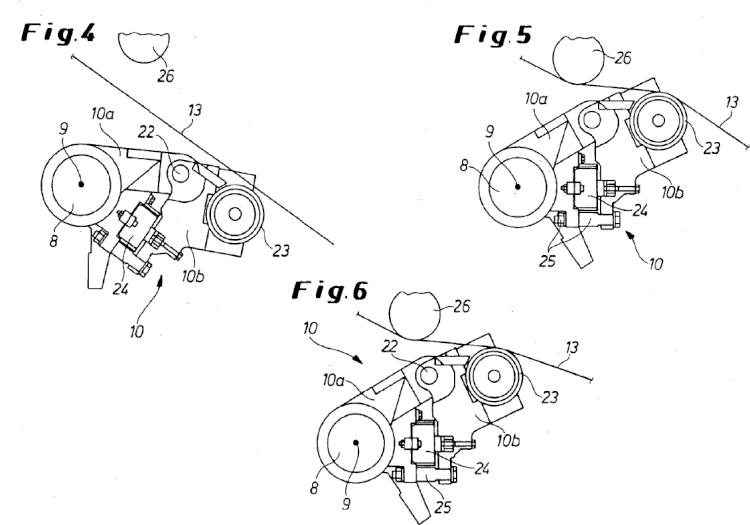
Esta tarea se resuelve por medio de un procedimiento de conformidad con la invención, porque se pivota un medio antagonista (rodillo antagonista) sobre la banda metálica, desde la parte superior, con aplicación por pivotamiento del dispositivo para llevar a cabo la medición de la tracción de la banda y el hundimiento del rodillo de medición en la banda metálica. La medición se concluye solo poco antes de que el extremo de la banda abandone el intersticio del medio de arrastre, y el dispositivo para llevar a cabo la medición de la tracción de la banda y el medio antagonista son reconducidos hasta su posición de partida.
De manera ventajosa, se propone, que sea medida la porción en forma de cuña de la distribución de la tracción de la banda a través de la anchura de la banda metálica, opcionalmente y, en caso dado, que se superpongan al mismo tiempo también la posición de los cantos de la banda metálica. El dispositivo para llevar a cabo la medición de la tracción de la banda mide, de forma permanente, la distribución de la tracción de la banda con respecto a la falta de planeidad de la banda. Los datos obtenidos son tratados en una calculadora de evaluación y son enviados hasta el dispositivo de automatización o bien de regulación de los rodillos del medio de arrastre, dotados con un valor teórico de pivotamiento correspondiente.
De conformidad con una propuesta ventajosa de la invención se lleva a cabo la el pivotamiento del dispositivo para llevar a cabo la medición de la tracción de la banda, inmediatamente por debajo de la banda metálica después de que haya sido regulada la generación$$ de la tracción de la banda entre el medio de arrastre y el mandril de bobinado, por ejemplo por medio de un cilindro hidráulico, que actúa al menos sobre un extremo del eje de pivotamiento del dispositivo para llevar a cabo la medición de la tracción de la banda. La tracción necesaria de la banda se consigue, de manera usual, al cabo de dos a tres vueltas del mandril de bobinado. En tanto en cuanto no se encuentre una banda metálica entre el medio de arrastre y el mandril de bobinado, es decir en el estado de partida, el dispositivo para llevar a cabo la medición de la tracción de la banda está retirado por pivotamiento. Tan pronto como la punta de la banda pase a través del intersticio del medio de arrastre y se haya establecido la tensión de la banda, se llevará a cabo la aplicación por pivotamiento, regulada de forma hidráulica, contra el lado inferior de la banda metálica.
De conformidad... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para llevar a cabo el bobinado de bandas metálicas (13) sobre un mandril de bobinado (4), que está dispuesto en una caja de una máquina bobinadora (3), al que es conducida la banda metálica por un medio de arrastre (2), que presenta en un bastidor del medio de arrastre (5) un rodillo de arrastre superior y un rodillo de arrastre inferior (6, 7), con interconexión de un dispositivo para llevar a cabo la medición de la banda, que puede ser aplicado por pivotamiento por la parte inferior en la banda metálica (13), estando prevista para el encauzamiento una mesa (11) por debajo de la banda metálica (13) y estando dispuestas por encima de la banda metálica una aguja de desviación de la banda (17) así como una trampilla de la caja (19) pivotante, que se prolonga desde la anterior hasta la proximidad del mandril de bobinado, y siendo determinada la fuerza de tracción longitudinal, que es ejercida por el medio de arrastre (2) sobre la banda metálica (13), para llevar a cabo el control de la trayectoria de la banda por parte del medio de arrastre por medio un dispositivo para llevar a cabo la medición de la tracción de la banda (10), que está alojado en el bastidor del medio de arrastre (5) en un punto de rotación (9) ligeramente por detrás del rodillo de arrastre inferior (7) en el sentido de desplazamiento de la banda, que puede ser aplicado por pivotamiento en la banda de metal (13) desde abajo, caracterizado porque es aplicado desde arriba por pivotamiento un medio antagonista (26) sobre la banda metálica (13) con la aplicación por pivotamiento del dispositivo para llevar a cabo la medición de la tracción de la banda (10).
2. Procedimiento según la reivindicación 1, caracterizado porque se mide la porción en forma de cuña de distribución de la tracción de la banda a través de anchura de la banda metálica (13).
3. Procedimiento según la reivindicación 1 o 2, caracterizado porque el dispositivo para llevar a cabo la medición de la tracción de la banda (10) es pivotado de forma regulada por debajo de la banda metálica (13) inmediatamente después de la generación de la tracción de la banda entre el medio de arrastre (2) y el mandril de bobinado (4),.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque el dispositivo para llevar a cabo la medición de la tracción de la banda (10) es aplicado por pivotamiento en la banda metálica (13) hasta una determinada posición, fija, que comprende todo el intervalo del diámetro de la bobina.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque se mide la posición de los cantos de la banda metálica (13).
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque el dispositivo para llevar a cabo la medición de la tracción de la banda (10) genera un ángulo de enrollamiento con un rodillo (23), que se hunde en la banda metálica (13).
7. Procedimiento según la reivindicación 6, caracterizado porque el rodillo (23) es sometido a una aceleración previa, hasta la velocidad des banda metálica (13), como paso previo a su aplicación por pivotamiento.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque los resultados de las tracciones de la banda, que son medidos por detrás del medio de arrastre (2) son reconducidos hasta la regulación del tren de acabado, que está conectado agua arriba.
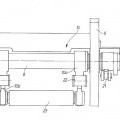
9. Dispositivo para llevar a cabo el bobinado de bandas metálicas (13) sobre un mandril de bobinado (4), que está dispuesta en una caja de una máquina bobinadora (3), al que es conducida la banda metálica por un medio de arrastre (2), que presenta en un bastidor del medio de arrastre (5) un rodillo de arrastre superior y un rodillo de arrastre inferior (6, 7), con interposición de un dispositivo para llevar a cabo la medición de la banda, que puede ser aplicado por pivotamiento por la parte inferior en la banda metálica (13), estando prevista para el encauzamiento una mesa (11) por debajo de la banda metálica (13) y estando dispuestas por encima de la banda metálica una aguja de desviación de la banda (17) así como una trampilla de la caja (19) pivotante, que se prolonga desde la anterior hasta la proximidad del mandril de bobinado, y el sistema de medición está configurado en forma de dispositivo para llevar a cabo la medición de la tracción de la banda (10) y que está constituido por un primer brazo de palanca (10a), que está alojado sobre el bastidor del medio de arrastre (5) en un punto de rotación (9) con su extremo posterior, y por un segundo brazo de palanca (10b), que está alojado de forma articulada en su extremo anterior sobre un eje de rotación (22), cuyo segundo brazo de palanca presenta un rodillo (23) en su extremo anterior, estando dispuesto entre el primer brazo de palanca (10a) y el segundo brazo de palanca (10b) un medio dinamométrico (24), de manera especial para llevar a cabo el procedimiento según la reivindicación 1, caracterizado porque está asociado con el dispositivo para llevar a cabo la medición de la tracción de la banda (10) un rodillo antagonista (26), que puede ser aplicado por pivotamiento desde arriba sobre la banda metálica (13), que está alojado en el extremo anterior de la aguja de desviación de la banda (17), que está dirigido hacia el rodillo de arrastre superior (6).
10. Dispositivo según la reivindicación 9, caracterizado porque comprende captadores de la presión como medio dinamométrico (24).
Patentes similares o relacionadas:
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda, del 13 de Diciembre de 2017, de THE BRADBURY COMPANY, INC.: Sistema que comprende: una pluralidad de cilindros de trabajo para procesar un material en banda continua ; un primer […]
Procedimiento y dispositivo para la medición de la planeidad de cintas, del 28 de Septiembre de 2016, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Rodillo de medición para la medición de la planeidad de cintas movidas en una dirección de marcha de cinta (x), especialmente de cintas metálicas al pasar […]
Rodillo de medición de planeidad con barra de medición en dirección de marcha de cinta, del 20 de Abril de 2016, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Rodillo de medición de planeidad para la determinación de fallos de planeidad de una cinta , especialmente de una cinta metálica, mediante […]
 Mejora de la planeidad de una cinta laminada, del 20 de Enero de 2016, de NOVELIS, INC.: Uso de un sistema para mejorar la planeidad de metal laminado, incluyendo el sistema:
una unidad de enfriamiento incluyendo al menos una […]
Mejora de la planeidad de una cinta laminada, del 20 de Enero de 2016, de NOVELIS, INC.: Uso de un sistema para mejorar la planeidad de metal laminado, incluyendo el sistema:
una unidad de enfriamiento incluyendo al menos una […]
Aparato y método para la medición en línea industrial de la topografía micrométrica y de la ondulación de productos en movimiento, del 19 de Noviembre de 2014, de CENTRE DE RECHERCHES METALLURGIQUES ASBL - CENTRUM VOOR RESEARCH IN DE METALLURGIE VZW: Sensor de microscopio para llevar a cabo un método para medir sin contacto la ondulación (Wa), con un valor de corte elevado de 5 mm, de una superficie en movimiento, […]
Procedimiento de inspección de superficies para la detección de defectos de la superficie y/o medir la topografía de la superficie, del 10 de Septiembre de 2014, de VDEH-BETRIEBSFORSCHUNGSINSTITUT GMBH: Procedimiento de inspección de superficies para la detección de defectos de la superficie y/o medir la topografía de la superficie de superficies continuamente […]
Rodillo de medición de la planeidad y procedimiento para la determinación de errores de planeidad de una banda, del 23 de Mayo de 2012, de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH: Rodillo de medición para la determinación de errores de planeidad de una banda y/o para la determinaciónde la tracción de una banda , especialmente de una […]
 PROCEDIMIENTO DE INSPECCION, del 18 de Mayo de 2010, de SIEMENS VAI METALS TECHNOLOGIES SAS: Procedimiento de inspección de una banda laminada en una instalación de laminado reversible que contiene al menos una caja de laminado dispuesta entre dos dispositivos […]
PROCEDIMIENTO DE INSPECCION, del 18 de Mayo de 2010, de SIEMENS VAI METALS TECHNOLOGIES SAS: Procedimiento de inspección de una banda laminada en una instalación de laminado reversible que contiene al menos una caja de laminado dispuesta entre dos dispositivos […]