CONMUTADOR PARA EL FLUJO DE MATERIAL PLÁSTICO FUNDIDO EN UNA PLACA CALIENTE PARA MOLDEO POR INYECCIÓN.
Un conmutador cilíndrico (40) con al menos un pasadizo (42, 43) que se abre sobre una superficie cilíndrica lateral (41) del conmutador,
en donde el conmutador es capa de ser recibido de manera estanca dentro de un agujero cilíndrico (18) de una placa caliente (10) y de orientarse selectivamente de tal manera que alinee o desplace angularmente el citado pasadizo (42, 43) con respeto a al menos dos canales (15-17) de la placa caliente que se abren sobre el agujero (18), con el fin de permitir, interrumpir o desviar selectivamente el flujo de material plástico fundido entre los citados canales, caracterizado porque el conmutador incorpora un circuito (50) para un fluido de enfriamiento
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2006/053131.
Solicitante: THERMOPLAY S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA CARLO VIOLA 74 11026 PONT SAINT MARTIN (AOSTA) ITALIA.
Inventor/es: ENRIETTI, PIERO.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Septiembre de 2006.
Clasificación Internacional de Patentes:
- B29C45/27B2
- B29C45/27E
Clasificación PCT:
- B29C45/27 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Canales de inyección.
- B29C45/73 B29C 45/00 […] › del molde.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.

Fragmento de la descripción:
Conmutador para el flujo de material plástico fundido en una placa caliente para moldeo por inyección.
Esta invención se refiere a un conmutador para el flujo de material plástico fundido en una placa calienta para moldeo por inyección.
En máquinas de moldeo por inyección, el material plástico fundido se distribuye a diversas boquillas de inyección desde una o más salidas de inyección externas a través de una red de canales (conocidos como canales calientes) formados en una placa de distribución (placa caliente) que está montada encima del molde y conectada con las boquillas de inyección.
Por diversas razones, cada cierto tiempo resulta necesario abrir o cerrar un canal caliente para interrumpir o restablecer el flujo de material plástico fundido hacia una boquilla particular o grupo de boquillas, o para desviar selectivamente el flujo de material plástico hacia boquillas particulares, excluyendo otras. En otros casos, cuando una placa caliente está diseñada para ser conectada a diversas aberturas de inyección, resulta necesario cada cierto tiempo abrir y cerrar selectivamente canales calientes particulares para alimentar las boquillas a través de un abertura de inyección en vez de otra.
Con este fin, en una placa caliente un conmutador cilíndrico es insertado con un ajuste de interferencia forzado en un agujero cilíndrico dentro del cual se ponen en comunicación o se cierran dos o más canales dependiendo de la posición angular en la cual se coloque el conmutador. El conmutador tiene uno o más pasadizos internos o periféricos con aberturas correspondientes situadas en la superficie cilíndrica lateral que, dependiendo de la posición angular del conmutador, se alinean con los canales para establecer una comunicación de fluido entre dos canales, o bien quedan desplazados angularmente entre ellos para impedir el paso de material plástico de un canal a otro.
Se necesita una junta perfectamente estanca entre el conmutador y la placa caliente. Cuando se considera que el material plástico fundido de los canales calientes está a presiones del orden de 1000-1500 bares, incluso una holgura mínima (del orden de 2-3/100 mm) entre la placa caliente y el conmutador puede dar lugar a la fuga de material plástico, lo cual debe evitarse de manera absoluta.
Cuando es necesario cambiar o variar las conexiones entre los canales que se abren hacia el agujero, el molde debe retirarse de la prensa de moldeo, deben desconectarse diversas conexiones eléctricas e hidráulicas o neumáticas para operar los tapones de las boquillas de inyección, debe elevarse la placa caliente pesada usando una grúa y posteriormente el conmutador debe retirarse de la placa caliente y a continuación reinsertarse por la fuerza en la nueva posición angular deseada. Antes de que se vuelva a ensamblar el molde, deben limpiarse de nuevo cualesquiera superficies de interfaz que hayan sido ensuciadas por material plástico.
En promedio, las operaciones antes mencionadas requieren casi dos días de trabajo. Mientras la máquina está siendo reensamblada ocurre que, en ocasiones, algunas conexiones eléctricas y/o hidrodinámicas no se restauran correctamente, con el resultado de que el tiempo de parada de la máquina de inyección aumenta adicionalmente, Además de esto, se observará que las operaciones antes mencionadas requieren mano de obra especializada, con el resultado de que el usuario debe en ocasiones transferir la placa caliente al fabricante.
Se conoce por el documento de patente DE 103 25 568 A1 un sistema de distribución de masa fundida para transferencia y distribución de masa fundida desde una máquina de moldeo por inyección hasta diversas herramientas, en donde este sistema de distribución incluye un sistema de válvulas adecuado para alimentar canales de colada calientes, con boquillas que suministran a cada herramienta. En particular, el sistema de válvulas comprende un perno multifunción que se mueve y sella axialmente y que puede desplazarse hacia diferentes posiciones axiales para conectar selectivamente un canal de alimentación de la unidad de inyección con uno o más canales de colada calientes y sus herramientas respectivas, y que también puede moverse hacia una posición que permita la libre descarga de masa fundida sin atravesar los canales de colada calientes. Este sistema de válvulas tiene un calentamiento controlado, pero no incorpora ningún circuito de enfriamiento.
Un objeto primario de la invención es realizar las operaciones de conmutación antes mencionadas en poco tiempo sin tener que desmantelar el molde de la máquina de inyección.
Otro objeto de la invención es proporcionar una junta que sea perfectamente estanca para el material plástico fundido de alta presión que fluye por los canales calientes durante las operaciones de moldeo.
Estos y otros objetos y ventajas, que se comprenderán mejor a continuación, se logran mediante un conmutador que tiene las características especificadas en la reivindicación 1. Según otro aspecto de la invención, estos objetos se logran mediante un método según la reivindicación 4. Realizaciones preferidas de la invención se definen en las reivindicaciones subordinadas.
Las características y ventajas de la invención resultarán evidentes a partir de la descripción detallada de una realización de la misma, dada a modo de ejemplo y haciendo referencia a los dibujos anexos, en los que:
Las figuras 1 y 2 son unas vistas en planta desde arriba y una vista en perspectiva despiezada, respectivamente, de una placa caliente con un conmutador según la invención, dos aberturas de inyección y 16 boquillas de inyector,
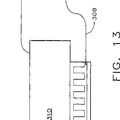
La figura 3 es una vista en sección transversal vertical a lo largo de la línea III-III de la figura 1,
La figura 4 es una vista en sección transversal vertical similar a la de la figura 1, pero con el conmutador orientado en una posición angular diferente, y
La figura 5 es una vista en sección transversal vertical de otra realización de un conmutador según la invención.
Con referencia inicialmente a las figuras 1 y 2, el número 10 indica una placa de distribución (o placa caliente) que forma una red de canales (o canales calientes) 11-17 para distribuir el material plástico fundido de alta presión desde dos casquillos de inyección 20, 21 hasta dieciséis boquillas de inyección subdivididas en cuatro grupos 31, 32, 33, 34. Las boquillas de los grupos 31 y 32 se alimentan con material plástico fundido a través de unas ramificaciones 11, 12 de un canal caliente 15, mientras que las boquillas de los grupos 33 y 34 se alimentan desde las ramificaciones 13, 14 de un canal caliente 16. Los canales calientes 15 y 16 pueden recibir alternativamente el material plástico fundido procedente de los casquillos de inyección 20, 21, típicamente para inyectar dos materiales plásticos diferentes. El número 17 indica un canal caliente para alimentar material plástico que se origina en el casquillo de inyección 21.
Los canales calientes 15, 16 y 17 se abren sobre un agujero cilíndrico 18 (figuras 3 y 4) que tiene un eje central que es vertical o perpendicular a la placa caliente 10. En la realización ilustrada en los dibujos, los canales calientes 15-17 están dispuestos según una forma de T en un plano horizontal.
En toda esta descripción y en las reivindicaciones que siguen se ha de entender que los términos y expresiones que indican posiciones y orientaciones hacen referencia al plano principal (horizontal) de la placa caliente. Por tanto, el término "vertical" indica una dirección perpendicular a la placa caliente y el término "transversal" indica una dirección perpendicular al eje x.
Un conmutador 40 se inserta en el agujero 18 de la manera aquí descrita más adelante. Variando la posición angular del conmutador 40, los canales calientes 15, 16 pueden conectarse o desconectarse alternativamente respecto de uno u otro de los casquillos de inyección 20, 21, dependiendo de qué casquillo se desee utilizar y de con qué grupo de boquillas se desee inyectar.
El conmutador 40 tiene una forma generalmente cilíndrica con una pared cilíndrica lateral 41 que casi coincide con la del agujero 18, pero con un diámetro ligeramente mayor.
En la realización de las figuras 1-4, el conmutador 40 forma dos pasadizos: un pasadizo interior 42 y un pasadizo periférico 43 con la forma de una acanaladura que se extiende a lo largo de un arco...
Reivindicaciones:
1. Un conmutador cilíndrico (40) con al menos un pasadizo (42, 43) que se abre sobre una superficie cilíndrica lateral (41) del conmutador, en donde el conmutador es capa de ser recibido de manera estanca dentro de un agujero cilíndrico (18) de una placa caliente (10) y de orientarse selectivamente de tal manera que alinee o desplace angularmente el citado pasadizo (42, 43) con respeto a al menos dos canales (15-17) de la placa caliente que se abren sobre el agujero (18), con el fin de permitir, interrumpir o desviar selectivamente el flujo de material plástico fundido entre los citados canales, caracterizado porque el conmutador incorpora un circuito (50) para un fluido de enfriamiento.
2. Un conmutador según la reivindicación 1, caracterizado porque éste está acoplado operativamente con unos medios de control (60-63) para variar la orientación angular del conmutador (40) dentro del agujero (18).
3. Un conmutador según la reivindicación 1, caracterizado porque el circuito de enfriamiento (50) es una circuito de serpentín que comprende una sucesión de tramos sustancialmente verticales (53) formados dentro de un cuerpo cilíndrico principal (45) del conmutador, en donde los tramos verticales (53) están unidos unos con otros por unos tramos superior e inferior que están cerrados respectivamente por unas placas terminales (46, 47, 20) fijadas herméticamente al cuerpo principal (45).
4. Un método para variar las conexiones entre al menos dos canales (15-17) de una placa caliente (10) con el fin de entregar material plástico fundido a al menos una boquilla de inyección (31-34), en donde la placa tiene al menos dos canales (15-17) que se abren sobre un agujero cilíndrico (18) de un diámetro dado, en el que un conmutador cilíndrico (40) con al menos un pasadizo (42, 43), que se abre sobre una superficie cilíndrica lateral (41) del conmutador, queda inmovilizado por interferencia radial, caracterizado porque comprende los siguientes pasos:
a) enfriar el conmutador (40) haciendo que un fluido de enfriamiento circule en de un circuito de enfriamiento (50) dentro del conmutador, manteniendo al mismo tiempo la placa (10) en un estado calentado, como resultado de lo cual el conmutador se contrae eliminando o reduciendo la interferencia radial con respecto al agujero (18),
b) girar selectivamente el conmutador (40) en el agujero (18) de tal manera que lleve al pasadizo (42, 43) del conmutador a una posición angular diferente que está angularmente alineada o desplazada, con respecto a los canales citados (15, 17) de la placa caliente,
c) interrumpir la circulación de fluido de enfriamiento, permitiendo que el conmutador se expanda térmicamente y permanezca inmovilizada por interferencia radial en el agujero (18) de placa planada en la posición angular alcanzada.
5. Un método según la reivindicación 4, caracterizada porque el conmutador (40) se selecciona de tal manera que su superficie cilíndrica (41) tenga un diámetro exterior que sea ligeramente mayor que el diámetro interior del agujero (18).
6. Un método según la reivindicación 5, caracterizado porque, con el fin de insertar el conmutador (40) dentro del agujero (18), los pasos a)-c) son precedidos por los pasos de
- calentar la placa caliente (10), expandiendo térmicamente el agujero (18) de tal manera que su diámetro interior sea mayor que el diámetro exterior de la superficie cilíndrica (41) del conmutador,
- insertar el conmutador (40) en el agujero (18), y
- permitir que la placa (10) se enfríe, como resultado de lo cual el agujero (18) se contrae alrededor de la superficie cilíndrica (41) y el conmutador (40) queda firmemente inmovilizado en el agujero (18) mediante interferencia radial.
Patentes similares o relacionadas:
 SISTEMA DE CALENTADOR DE CAPA BIFILAR, del 5 de Noviembre de 2009, de WATLOW ELECTRIC MANUFACTURING COMPANY: Sistema calentador que comprende: un calentador de capas que comprende al menos una capa resistiva , teniendo la […]
SISTEMA DE CALENTADOR DE CAPA BIFILAR, del 5 de Noviembre de 2009, de WATLOW ELECTRIC MANUFACTURING COMPANY: Sistema calentador que comprende: un calentador de capas que comprende al menos una capa resistiva , teniendo la […]
ACCESORIO DE CORTE DE COLADA PARA MOLDES DE INYECCION, del 2 de Agosto de 2011, de CUMSA - COMERCIAL DE UTILES Y MOLDES, S.A.: En el seno de un cuerpo base destinado a fijarse a una de las dos piezas del molde, concretamente a aquella en la que se sitúa la entrada del material […]
Procedimiento y boquilla de moldeo por inyección para producir piezas moldeadas por inyección a partir de plástico, del 6 de Mayo de 2020, de Haidlmair Holding GmbH: Procedimiento para producir piezas moldeadas por inyección a partir de plástico con una herramienta de moldeo por inyección que comprende una boquilla de […]
Control de circuito cerrado de unidad de inyección auxiliar, del 29 de Abril de 2020, de MOLD-MASTERS LIMITED: Un procedimiento para controlar el comienzo de una inyección de una segunda corriente de fundición de un segundo material moldeable desde una unidad de inyección […]
Método para controlar el llenado de al menos una cavidad, del 15 de Abril de 2020, de PRIAMUS SYSTEM TECHNOLOGIES AG: Método para regular el llenado de al menos una cavidad en un dispositivo para fabricar un objeto, en particular en una máquina de moldeo por inyección, […]
Dispositivo de control para instalación de moldeado por inyección, del 11 de Marzo de 2020, de CEMA Technologies: Dispositivo de control para instalación de moldeado por inyección, que comprende una tobera caliente axial para el suministro de materia plástica […]
Elemento calefactor para un canal de flujo o una cavidad de molde y boquilla de moldeo por inyección con un elemento calefactor semejante, del 19 de Febrero de 2020, de GUNTHER HEISSKANALTECHNIK GMBH: Elemento calefactor para el calentamiento de un canal de flujo o de una cavidad de molde, que presenta un elemento de soporte que porta un conductor calefactor […]
Sistema de moldeo por inyección de canal caliente de coinyección, del 11 de Septiembre de 2019, de MOLD-MASTERS LIMITED: Un método de coinyección, comprendiendo el método: hacer fluir una primera corriente de fundición de un primer material de moldeo dentro de una boquilla de […]