Placa de distribución caliente modular, para el moldeo por inyección de material plástico, adaptable a moldes de diferentes formas y configuraciones, y método correspondiente.
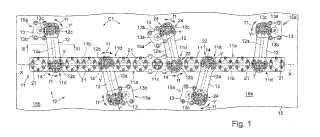
Placa (10) de distribución caliente modular, para el moldeo por inyección de material plástico,
adaptable a moldes(15, 15') de diferentes formas y configuraciones (C1, C2), que comprende:
- al menos un módulo (11) principal provisto internamente de un canal (11b) caliente principal para el flujo delmaterial plástico (MP) fundido;
- uno o más módulos intermedios, o módulos (12) satélite, que tienen una forma substancialmente alargada ycada uno de los cuales está provisto internamente de un respectivo canal (12a) caliente intermedio para elflujo del material plástico (MP) fundido; y
- uno o más módulos (13) de inyección, provisto cada uno de una tobera (13a) de inyección apropiada pararecibir el material plástico (MP) fundido e inyectarlo en el interior de un molde (15, 15'),
donde los citados uno o más módulos (12) satélite son apropiados para ser interpuestos entre el citado módulo (11)principal y los citados uno o más módulos (13) de inyección, interponiéndose al menos un módulo (12) satélite entreel módulo (11) principal y cada módulo (13) de inyección, para conectar y poner en comunicación, a través de losrespectivos canales (12a) calientes intermedios, el canal (11b) caliente principal, proporcionado en el módulo (11)principal, con las toberas (13a) de inyección de dichos uno o más módulos (13) de inyección, y para permitir de esemodo que el material plástico (MP) fundido fluya desde el citado canal (11a) caliente principal a cada tobera (13a) deinyección, para ser inyectado en el interior del molde (15, 15');
donde cada módulo (12) satélite es apropiado para acoplarse con el giro permitido, en los extremos (12b, 12c), adicho módulo (11) principal y a un correspondiente módulo (13) de inyección o a otro módulo satélite,respectivamente alrededor de un primer eje (Y) y de un segundo eje (Y') substancialmente perpendicular a un lado osuperficie (15b, 15b'), substancialmente plano, de dicho molde (15, 15'), el cual exhibe una configuracióndeterminada (C1, C2) de los puntos (15a, 15a') de inyección del molde (15, 15').
por lo cual, cuando dicha placa (10) de distribución caliente se monta en dicho lado o superficie (15b, 15b'),substancialmente plano, para ser integrada en el citado molde (15, 15'), dichos uno o más módulos (12) satélite y loscorrespondientes módulos (13) de inyección son apropiados para girar uno con respecto al otro y con respecto alcitado módulo (11) principal, alrededor de los citados ejes primero (Y) y segundo (Y') substancialmenteperpendiculares a dicho lado o superficie (15b, 15b') del molde (15, 15'), para adaptar (f1, f2) su disposición angularrelativa a la citada configuración (C1, C2) determinada de los puntos (15a, 15a') de inyección del molde (15, 15'), endicho lado o superficie (15b, 15b'), y
donde se proporcionan medios (22, 24) de fijación para fijar de manera estable los módulos (11, 12, 13) de la citadaplaca (10) de distribución caliente uno con respecto al otro y a la estructura de dicho molde (15, 15'), una vez que sehan adaptado angularmente (f1, f2) a la citada configuración (C1, C2) determinada de los puntos (15a, 15a') deinyección del molde (15, 15'),
donde el citado módulo (11) principal comprende un cuerpo (11a) principal, de forma generalmente alargada, dentrodel cual y a lo largo del cual se extiende dicho canal (11b) caliente principal, caracterizado porquedicho cuerpo (11a) principal define, a lo largo de su extensión longitudinal, uno o más asientos (11e), conformadosen el espesor de dicho cuerpo (11a) principal, los cuales intersectan al citado canal (11b) caliente principal,donde dichos uno o más asientos (11e) albergan a uno o más cuerpos (14) de acoplamiento respectivos en laszonas en que los primeros extremos (12b) de los módulos (12) satélite están acoplados con el giro permitido alcitado módulo (11) principal, siendo apropiado cada uno de los citados uno o más cuerpos (14) de acoplamientopara poner en comunicación el canal (11b) caliente principal del citado módulo (11) principal con el canal (12a)intermedio del módulo (12) satélite acoplado al módulo (11) principal, y
donde uno o más asientos (11e) albergan a uno o más cuerpos (21) de cierre respectivos en las zonas del módulo(11) principal que no se usan para acoplar con el giro permitido los citados uno o más módulos (12) satélite a dichomódulo (11) principal, siendo apropiados dichos uno o más cuerpos (21) de cierre para cerrar los respectivosasientos (11e) en los cuales están alojados, para impedir cualquier flujo de salida hacia el exterior del materialplástico (MP) fundido que fluye a lo largo del citado canal (11a) caliente principal.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2010/000304.
Solicitante: THERMOPLAY S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA CARLO VIOLA 74 11026 PONT SAINT MARTIN (AOSTA) ITALIA.
Inventor/es: ENRIETTI,ROBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/27 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Canales de inyección.
PDF original: ES-2409950_T3.pdf
Fragmento de la descripción:
Placa de distribución caliente modular, para el moldeo por inyección de material plástico, adaptable a moldes de diferentes formas y configuraciones, y método correspondiente.
Campo Técnico La presente invención se refiere en general al campo del moldeo por inyección de material plástico, y más en concreto se refiere a una placa de distribución caliente, fabricada de elementos modulares, para la distribución y la inyección del material plástico fundido, que es apropiada para ser adaptada a moldes que tienen diferentes formas y configuraciones, y típicamente una disposición diferente, entre un molde y otro, de los puntos de inyección del material plástico fundido.
La presente invención también se refiere a un correspondiente sistema modular para la distribución y la inyección del material plástico fundido en el interior de un molde, a un correspondiente método para adaptar una placa de distribución caliente modular, para el moldeo por inyección de material plástico, a un molde que exhibe una determinada configuración de los respectivos puntos de inyección, y a un molde que integra la placa de distribución caliente modular de la invención.
Técnica Anterior
Las placas de distribución calientes para el moldeo de material plástico, también llamadas “placas calientes”, o “colector caliente”, o simplemente “colector”, o, en un contexto más amplio, llamadas también “sistema de canal caliente”, tienen en general la función, en una máquina o sistema para el moldeo por inyección de material plástico, de recibir el material plástico procedente de un elemento de alimentación, en un estado fundido y a presión, y de distribuirlo a continuación, a través de una red de canales calientes conformados en el interior de la placa de distribución caliente, hasta una o más toberas de inyección, normalmente alojadas en la misma placa de distribución caliente y proporcionadas a su vez para inyectar directamente el material plástico en el interior de las cavidades de un molde.
Estas placas de distribución suelen estar incorporadas en el interior del molde, y suelen estar situadas típicamente a lo largo de un lado de este último, para que constituyan, una vez montadas, una parte integral de la estructura del molde.
Por supuesto los moldes exhiben diferentes formas y dimensiones, dependiendo de la pieza específica que tiene que ser moldeada con cada uno de ellos, por lo cual dichos moldes muestran normalmente diferentes configuraciones, tanto en número como en disposición, entre un molde dado y otro, de las zonas o puntos de inyección en los cuales el material plástico, distribuido por la placa de distribución caliente, es inyectado en el interior del molde.
Más en detalle, el número y la disposición de los puntos de inyección en un molde se establecen, durante el diseño del molde, para permitir que el material plástico fundido, distribuido por la placa de distribución caliente, fluya de una manera óptima y uniforme al interior de las diferentes cavidades del molde, para que las rellene completamente y para moldear de este modo correctamente la forma y todas las partes de la pieza.
Por consiguiente, también las placas de distribución calientes exhiben una forma y una configuración, en particular en cuanto a la disposición de la red de los canales calientes internos y de las zonas en las cuales están alojadas las toberas de inyección, que dependen estrechamente del molde en el cual se tiene que integrar la placa caliente, es decir, de la forma de la pieza a ser moldeada.
En otras palabras, en las placas de distribución conocidas, la configuración de la red de canales calientes y la disposición de las zonas de las toberas de inyección, que a su vez corresponden a la disposición de los puntos de inyección del material plástico fundido en el interior del molde, dependen directamente de la forma y de la configuración del molde, del cual estas placas de distribución calientes son una parte integral.
Se deduce también que, en la técnica actual, las placas de distribución calientes se suelen diseñar y fabricar en función de la forma y configuración del respectivo molde en el cual se quiere que sean montadas e integradas para distribuir el material plástico fundido, por lo cual cada placa de distribución caliente se fabrica exactamente de acuerdo con la forma del molde, es decir, de la respectiva pieza a ser moldeada, en el cual se integra a continuación la placa de distribución caliente.
Obviamente, esto implica costes industriales relevantes y no despreciables en el diseño y fabricación de las placas de distribución calientes, dado que cada nueva placa de distribución caliente a fabricar suele ser única y diferente de cualquier otra fabricada anteriormente, por lo cual requiere un diseño y una fabricación específicos, correspondientes a la configuración específica de los canales calientes y a la disposición específica de las áreas en las cuales están alojadas las toberas de inyección.
Además, dicha placa de distribución caliente, dado que es única y que ha sido diseñada para un molde o pieza determinado a moldear, normalmente no es apropiada para ser usada posteriormente en otro molde que exhiba una forma diferente, concretamente una disposición diferente de los puntos de inyección.
Por lo tanto resulta evidente que, en la técnica actual del moldeo por inyección de materiales plásticos, cualquier innovación dirigida a superar los inconvenientes anteriormente mencionados, es decir, a reducir los costes de preparación de los moldes que se usan para el moldeo de piezas de formas diferentes y para equiparlos con las respectivas placas de distribución calientes, siempre se acepta con gran interés y favor.
En particular se percibe una necesidad de innovaciones de este tipo en el campo del moldeo de tipos de piezas específicos, como por ejemplo los parachoques para automóviles y vehículos de motor.
De hecho, los moldes usados en el moldeo de parachoques, pese a ser aparentemente muy similares, exhiben un número y una disposición de los respectivos puntos de inyección que varían enormemente de un molde al otro, en función de la forma y las dimensiones del modelo de parachoques a moldear, por lo cual estos moldes requieren, con los consiguientes costes relevantes y adicionales, una placa de distribución caliente específica para cada molde, es decir, para cada modelo de parachoques.
Se perciben necesidades similares en el campo del moldeo de piezas prototipo, donde a menudo es necesario hacer ensayos de moldeo sobre numerosos moldes de configuraciones diferentes, para definir la forma óptima final de una pieza.
También se menciona, en la técnica anterior, el documento de Patente JP 2006 007658 A, el cual describe una máquina de moldeo por inyección que comprende una parte de suministro principal que está asociada a una tobera de suministro principal, comunicando una pluralidad de toberas secundarias de inyección con la cavidad de un molde, y una pluralidad de partes de brazo de suministro articulado provistas cada una de una correspondiente tobera secundaria de inyección, donde cada parte de brazo de suministro articulado tiene un camino de suministro interno para hacer que la tobera de suministro principal se comunique con la correspondiente tobera secundaria de inyección y se pueda deformar para adaptar la misma parte de brazo de suministro a la posición de la tobera secundaria en el molde.
Explicación de la Invención Por lo tanto un primer objetivo de la presente invención es proporcionar una placa de distribución caliente, para el moldeo por inyección de material plástico, que sea capaz de satisfacer las necesidades y de evitar los inconvenientes antes mencionados y, en particular, que sea tal que evite la necesidad de tener que diseñar y fabricar una placa de distribución caliente específica para cada molde que sea diferente de otra, es decir, que exhiba una configuración diferente de los puntos de inyección, para obtener una considerable reducción de los costes en la preparación y manipulación de los moldes que se usan en el moldeo por inyección de material plástico.
Un segundo objetivo, conectado con el primero, de la presente invención es también satisfacer las necesidades específicas de optimización y reducción de los costes en la preparación y construcción de moldes para el moldeo por inyección de determinadas categorías de piezas, por ejemplo, como se mencionó anteriormente, los parachoques para vehículos automóviles y piezas similares.
Estos objetivos se pueden considerar completamente alcanzados por la placa de distribución caliente modular que tiene las características... [Seguir leyendo]
Reivindicaciones:
1. Placa (10) de distribución caliente modular, para el moldeo por inyección de material plástico, adaptable a moldes (15, 15’) de diferentes formas y configuraciones (C1, C2) , que comprende:
- al menos un módulo (11) principal provisto internamente de un canal (11b) caliente principal para el flujo del material plástico (MP) fundido;
- uno o más módulos intermedios, o módulos (12) satélite, que tienen una forma substancialmente alargada y cada uno de los cuales está provisto internamente de un respectivo canal (12a) caliente intermedio para el flujo del material plástico (MP) fundido; y
- uno o más módulos (13) de inyección, provisto cada uno de una tobera (13a) de inyección apropiada para recibir el material plástico (MP) fundido e inyectarlo en el interior de un molde (15, 15’) ,
donde los citados uno o más módulos (12) satélite son apropiados para ser interpuestos entre el citado módulo (11) principal y los citados uno o más módulos (13) de inyección, interponiéndose al menos un módulo (12) satélite entre el módulo (11) principal y cada módulo (13) de inyección, para conectar y poner en comunicación, a través de los respectivos canales (12a) calientes intermedios, el canal (11b) caliente principal, proporcionado en el módulo (11) principal, con las toberas (13a) de inyección de dichos uno o más módulos (13) de inyección, y para permitir de ese modo que el material plástico (MP) fundido fluya desde el citado canal (11a) caliente principal a cada tobera (13a) de inyección, para ser inyectado en el interior del molde (15, 15’) ;
donde cada módulo (12) satélite es apropiado para acoplarse con el giro permitido, en los extremos (12b, 12c) , a dicho módulo (11) principal y a un correspondiente módulo (13) de inyección o a otro módulo satélite, respectivamente alrededor de un primer eje (Y) y de un segundo eje (Y’) substancialmente perpendicular a un lado o superficie (15b, 15b’) , substancialmente plano, de dicho molde (15, 15’) , el cual exhibe una configuración determinada (C1, C2) de los puntos (15a, 15a') de inyección del molde (15, 15’) .
por lo cual, cuando dicha placa (10) de distribución caliente se monta en dicho lado o superficie (15b, 15b’) , substancialmente plano, para ser integrada en el citado molde (15, 15’) , dichos uno o más módulos (12) satélite y los correspondientes módulos (13) de inyección son apropiados para girar uno con respecto al otro y con respecto al citado módulo (11) principal, alrededor de los citados ejes primero (Y) y segundo (Y’) substancialmente perpendiculares a dicho lado o superficie (15b, 15b’) del molde (15, 15’) , para adaptar (f1, f2) su disposición angular relativa a la citada configuración (C1, C2) determinada de los puntos (15a, 15a') de inyección del molde (15, 15’) , en dicho lado o superficie (15b, 15b’) , y
donde se proporcionan medios (22, 24) de fijación para fijar de manera estable los módulos (11, 12, 13) de la citada placa (10) de distribución caliente uno con respecto al otro y a la estructura de dicho molde (15, 15’) , una vez que se han adaptado angularmente (f1, f2) a la citada configuración (C1, C2) determinada de los puntos (15a, 15a') de inyección del molde (15, 15’) ,
donde el citado módulo (11) principal comprende un cuerpo (11a) principal, de forma generalmente alargada, dentro del cual y a lo largo del cual se extiende dicho canal (11b) caliente principal, caracterizado porque
dicho cuerpo (11a) principal define, a lo largo de su extensión longitudinal, uno o más asientos (11e) , conformados en el espesor de dicho cuerpo (11a) principal, los cuales intersectan al citado canal (11b) caliente principal,
donde dichos uno o más asientos (11e) albergan a uno o más cuerpos (14) de acoplamiento respectivos en las zonas en que los primeros extremos (12b) de los módulos (12) satélite están acoplados con el giro permitido al citado módulo (11) principal, siendo apropiado cada uno de los citados uno o más cuerpos (14) de acoplamiento para poner en comunicación el canal (11b) caliente principal del citado módulo (11) principal con el canal (12a) intermedio del módulo (12) satélite acoplado al módulo (11) principal, y
donde uno o más asientos (11e) albergan a uno o más cuerpos (21) de cierre respectivos en las zonas del módulo (11) principal que no se usan para acoplar con el giro permitido los citados uno o más módulos (12) satélite a dicho módulo (11) principal, siendo apropiados dichos uno o más cuerpos (21) de cierre para cerrar los respectivos asientos (11e) en los cuales están alojados, para impedir cualquier flujo de salida hacia el exterior del material plástico (MP) fundido que fluye a lo largo del citado canal (11a) caliente principal.
2. Placa (10) de distribución caliente modular de acuerdo con la reivindicación 1, en la cual se proporciona un único módulo (12) satélite para que sea interpuesto entre el citado módulo (11) principal y el correspondiente módulo (13) de inyección, y para acoplarse con el giro permitido, en el respectivo primer extremo (12b) y alrededor del citado primer eje (Y) , con dicho módulo (11) principal, y para acoplarse, en el respectivo segundo extremo (12c) , opuesto al primer extremo, y alrededor del citado segundo eje (Y’) , con dicho módulo (13) de inyección correspondiente.
3. Placa de distribución caliente modular de acuerdo con la reivindicación 1 ó 2, en la cual los citados asientos (11e) tienen forma cilíndrica y exhiben un diámetro mayor que el del canal (11b) caliente principal conformado internamente en dicho módulo (11) principal.
4. Placa (10) de distribución caliente modular de acuerdo con la reivindicación 1, en la cual cada uno de los citados uno o más módulos (12) satélite se selecciona de una pluralidad de módulos satélite que tienen diferentes longitudes definidas por valores distintos, unificados, tales como para cubrir una pluralidad de moldes (15, 15’) que exhiban diferentes disposiciones y configuraciones (C1, C2) de los respectivos puntos (15a, 15a') de inyección.
5. Placa de distribución caliente modular de acuerdo con cualquiera de las reivindicaciones anteriores, en la cual los citados medios (22, 24) de fijación comprenden uno o más tornillos (22a) asociados con una o más ranuras (23) circulares respectivas que están conformadas coaxialmente a dicho primer eje (Y) de giro, en la zona del acoplamiento giratorio entre el módulo (11) principal y el primer extremo (12b) de cada módulo (12) satélite, y coaxialmente a dicho segundo eje (Y’) de giro, en la zona del acoplamiento giratorio entre el segundo extremo (12c) del módulo (12) satélite y el módulo (13) de inyección,
donde dichas ranuras (23) son apropiadas para permitir un movimiento (f1, f2) angular relativo entre los diferentes módulos (11, 12, 13) , acoplados unos a otros con el giro permitido, mientras la citada placa (10) de distribución caliente se adapta a la citada configuración (C1, C2) determinada de los puntos (15a, 15a') de inyección del molde (15, 15’) , y
dichos tornillos (22a) son apropiados para ser apretados para fijar de manera estable los módulos (11, 12, 13) acoplados entre sí y a la estructura de dicho molde (15, 15’) , una vez que la placa (10) de distribución caliente se ha adaptado a la citada configuración (C1, C2) determinada de los puntos (15a, 15a') de inyección.
6. Placa de distribución caliente modular de acuerdo con la reivindicación 1, en la cual se interponen dos o más módulos satélite entre dicho módulo principal y cualquiera de los módulos de inyección para poner en comunicación el canal caliente, proporcionado dentro de dicho módulo, con la tobera de salida de dicho cualquiera de los módulos de inyección, y donde dichos dos o más módulos satélite se acoplan con el giro permitido en un extremo respectivo, para que sean apropiados para girar uno con respecto al otro, mientras se adapta dicha placa de distribución caliente al molde.
7. Placa (10) de distribución caliente modular de acuerdo con la reivindicación 1, en la cual los diferentes módulos
(12) satélite, incluidos en dicha placa (10) de distribución caliente, se seleccionan de un grupo constituido por una pluralidad de módulos satélite de forma similar pero que tienen longitudes diferentes, correspondientes a valores unificados, apropiados para cubrir una pluralidad de moldes (15, 15’) que exhiben diferentes configuraciones (C1, C2) de los respectivos puntos (15a, 15a') de inyección.
8. Molde (15, 15’) para el moldeo por inyección de material plástico (MP) , que integra una placa (10) de distribución caliente modular de acuerdo con cualquiera de las reivindicaciones anteriores.
9. Método para adaptar una placa de distribución caliente modular, para el moldeo por inyección de material plástico (MP) , a un molde (15, 15’) que tenga una configuración (C1, C2) determinada de los respectivos puntos (15a, 15a') de inyección, comprendiendo el método los siguientes pasos:
a) proporcionar al menos un módulo (11) principal, que defina en su interior un respectivo canal (11a) caliente principal para el flujo del material plástico (MP) fundido, comprendiendo dicho módulo (11) un cuerpo (11a) principal, de forma generalmente alargada, en cuyo interior y a lo largo del cual se extiende dicho canal (11b) caliente principal, definiendo el citado cuerpo (11a) principal, a lo largo de su extensión longitudinal, uno o más asientos (11e) , conformados en el espesor de dicho cuerpo (11a) principal, los cuales intersectan a dicho canal (11b) caliente principal;
b) proporcionar uno o más módulos (13) de inyección, que tenga cada uno de ellos una tobera (13a) de inyección apropiada para recibir el material plástico (MP) fundido y para inyectarlo en el interior de dicho molde (15, 15’) ;
c) proporcionar uno o más módulos intermedios, o módulos (12) satélite, que tengan una forma substancialmente alargada y que defina en su interior cada uno de ellos un canal (12a) caliente intermedio respectivo para el flujo del material plástico (MP) fundido, siendo apropiado cada módulo (12) satélite para acoplarse con el giro permitido en los extremos (12b, 12c) a dicho módulo (11) principal y a un correspondiente módulo (13) de inyección, respectivamente alrededor de un primer eje (Y) y de un segundo eje (Y’) substancialmente perpendicular a un lado o superficie (15b, 15b’) , substancialmente plano, de dicho molde (15, 15’) , que exhibe dicha configuración (C1, C2) determinada de los puntos (15a, 15a') de inyección del molde (15, 15’) ,
d) montar dicho módulo (11) principal sobre dicho lado o superficie (15b, 15b’) del molde (15, 15’) ;
e) montar dicho uno o más módulos (13) de inyección sobre dicho lado o superficie (15b, 15b’) del molde (15, 15’) , en las zonas de los citados puntos (15a, 15a') de inyección;
f) interponer dichos uno o más módulos (12) satélite entre dicho módulo (11) principal y dichos uno o más módulos (13) de inyección, interponiendo al menos un módulo satélite entre dicho módulo (11) principal y cada módulo (13) de inyección;
g) acoplar y conectar con el giro permitido los extremos (12a, 12b) de los citados uno o más módulos (12) satélite con el módulo (11) principal y con los citados uno o más módulos (13) de inyección, para poner en comunicación, a través de los canales (12a) calientes intermedios proporcionados en los módulos (12) satélite, el canal (11a) caliente principal, proporcionado en el módulo (11) principal, con la tobera (13a) de inyección de cada módulo (13) de inyección;
h) hacer girar, durante el montaje sobre dicho lado o superficie (15b, 15b’) del molde (15, 15’) , los citados uno o más módulos (12) satélite y los módulos (13) de inyección, acoplados a ellos, uno con respecto al otro y con respecto a dicho módulo (11) principal, alrededor de dichos ejes primero (Y) y segundo (Y’) , substancialmente perpendiculares a dicho lado o superficie (15b, 15b’) del molde (15, 15’) , para adaptar (f1, f2) su disposición angular relativa a la citada configuración (C1, C2) determinada, sobre dicho lado o superficie (15b, 15b’) , de los puntos (15as, 15a') de inyección del molde (15, 15’) , y por último i) fijar de manera estable los módulos (12, 13) de dicha placa (10) de distribución caliente modular, una vez adaptada recíprocamente y angularmente, una con respecto a la otra y con respecto a la estructura de dicho molde (15, 15’) ,
donde el paso de acoplar y conectar los extremos de los citados uno o más módulos (12) satélite comprende el paso de alojar dentro de los citados uno o más asientos (11e) del módulo (11) principal uno o más cuerpos (14) de acoplamiento respectivos en las zonas en que los primeros extremos (12b) de los módulos (12) satélite están acoplados con el giro permitido con dicho módulo (11) , siendo apropiado cada uno de dichos uno o más cuerpos
(14) de acoplamiento para poner en comunicación el canal (11b) caliente principal de dicho módulo (11) principal con el canal (12a) intermedio del módulo (12) satélite acoplado al módulo (11) principal, y
donde uno o más cuerpos (21) de cierre se alojan en los citados uno o más asientos (11e) en las zonas del módulo
(11) principal que no se usan para acoplar con el giro permitido dichos uno o más módulos (12) satélite a dicho módulo (11) principal, siendo apropiado dichos uno o más cuerpos (21) de cierre para cerrar los respectivos asientos (11e) en los cuales están alojados, para impedir cualquier flujo de salida hacia el exterior del material plástico (MP) fundido que fluye a lo largo de dicho canal (11a) caliente principal.
10. Método de acuerdo con la reivindicación 9, en la cual los diferentes módulos (12) satélite, diseñados para ser interpuestos entre el citado módulo (11) principal y los citados módulos (13) de inyección mientras se monta dicha placa (10) de distribución caliente modular en dicho lado o superficie (15b, 15b’) del molde (15, 15’) , se seleccionan de un grupo constituido por una pluralidad de módulos satélite de forma similar pero que tienen longitudes diferentes, correspondientes a valores unificados, apropiados para cubrir una pluralidad de moldes (15, 15’) que exhiban diferentes configuraciones (C1, C2) de los respectivos puntos (15a, 15a') de inyección.
Patentes similares o relacionadas:
Procedimiento y boquilla de moldeo por inyección para producir piezas moldeadas por inyección a partir de plástico, del 6 de Mayo de 2020, de Haidlmair Holding GmbH: Procedimiento para producir piezas moldeadas por inyección a partir de plástico con una herramienta de moldeo por inyección que comprende una boquilla de […]
Control de circuito cerrado de unidad de inyección auxiliar, del 29 de Abril de 2020, de MOLD-MASTERS LIMITED: Un procedimiento para controlar el comienzo de una inyección de una segunda corriente de fundición de un segundo material moldeable desde una unidad de inyección […]
Método para controlar el llenado de al menos una cavidad, del 15 de Abril de 2020, de PRIAMUS SYSTEM TECHNOLOGIES AG: Método para regular el llenado de al menos una cavidad en un dispositivo para fabricar un objeto, en particular en una máquina de moldeo por inyección, […]
Dispositivo de control para instalación de moldeado por inyección, del 11 de Marzo de 2020, de CEMA Technologies: Dispositivo de control para instalación de moldeado por inyección, que comprende una tobera caliente axial para el suministro de materia plástica […]
Elemento calefactor para un canal de flujo o una cavidad de molde y boquilla de moldeo por inyección con un elemento calefactor semejante, del 19 de Febrero de 2020, de GUNTHER HEISSKANALTECHNIK GMBH: Elemento calefactor para el calentamiento de un canal de flujo o de una cavidad de molde, que presenta un elemento de soporte que porta un conductor calefactor […]
Sistema de moldeo por inyección de canal caliente de coinyección, del 11 de Septiembre de 2019, de MOLD-MASTERS LIMITED: Un método de coinyección, comprendiendo el método: hacer fluir una primera corriente de fundición de un primer material de moldeo dentro de una boquilla de […]
Boquilla de moldeo por inyección con inserto, del 4 de Septiembre de 2019, de GUNTHER HEISSKANALTECHNIK GMBH: Boquilla de moldeo por inyección para un molde de inyección, a) que tenga un tubo de material donde se forme al menos un canal de flujo, […]
Distribuidor de masa fundida de canal frío, del 10 de Julio de 2019, de Braunform GmbH: Herramienta de colada o de moldeo por inyección para colada o moldeo por inyección de piezas moldeadas, comprendiendo - un distribuidor de masa fundida de canal frío […]