ACCESORIO DE CORTE DE COLADA PARA MOLDES DE INYECCION.
En el seno de un cuerpo base (3) destinado a fijarse a una de las dos piezas del molde,
concretamente a aquella en la que se sitúa la entrada del material hacia la correspondiente cámara (7), se sitúa a su vez un inserto cilíndrico (1), montado con posibilidad de giro en el correspondiente alojamiento (2) asimismo cilíndrico, estableciéndose en la base (4) de dicho inserto (1) próxima a la cámara (7) del molde la entrada (5) de material, que con una trayectoria curva y de sección progresivamente decreciente se dirige hacia el acceso (6) a la cámara de moldeo (7), que queda situado también en correspondencia con la citada base (4). De esta manera y a término de la fase de inyección de cada pieza, un giro angular del inserto cilíndrico (1) hace que el borde de salida (6) de material, configurado según un filo cortante, provoque el corte por cizalladura del ramal de inyección, consiguiéndose de esta manera un perfecto acabado superficial de las piezas y evitando la clásica formación de protuberancias, rechupes y otras irregularidades que repercuten negativamente en la estética y/o seguridad de la pieza plástica
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200700162.
Solicitante: CUMSA - COMERCIAL DE UTILES Y MOLDES, S.A.
Nacionalidad solicitante: España.
Provincia: BARCELONA.
Inventor/es: NAVARRA PRUNA,ALBERTO.
Fecha de Solicitud: 19 de Enero de 2007.
Fecha de Publicación: .
Fecha de Concesión: 20 de Julio de 2011.
Clasificación Internacional de Patentes:
- B29C45/27B2
Clasificación PCT:
- B29C45/38 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Equipos de corte para levantar las entradas de inyección.
Fragmento de la descripción:
Accesorio de corte de colada para moldes de inyección.
Objeto de la invención
La presente invención se refiere a un accesorio para moldes de inyección, concretamente de piezas de material plástico, accesorio con una doble función, por un lado actuar como medio de entrada de material a la cámara del molde, y por otro actuar como medio de corte de la colada residual de material que queda unida a la pieza a término de la fase de moldeo de la misma.
El objeto de la invención es conseguir la eliminación de dicha colada residual mediante corte o cizalladura, en orden a obtener un perfecto acabado superficial de la pieza, llevándose a cabo dicha operación de corte antes de la expulsión de la pieza, y después de la apertura del molde, para liberar el ramal de inyección correspondiente.
La invención se sitúa pues en el ámbito de la fabricación de moldes para la inyección de plásticos.
Antecedentes de la invención
Como es sabido, un molde de inyección de plástico está estructurado mediante dos piezas o semi-moldes, una fija y otra móvil, que en situación de cierre se interacoplan y configuran una cavidad formal y dimensionalmente coincidente con la pieza plástica a obtener. Dicha cavidad está afectada por al menos una entrada de material fundido, para el llenado de la misma, y una vez que se ha producido dicho llenado la pieza inyectada es susceptible de ser sacada de su cavidad mediante el concurso de expulsores que son activados con posterioridad a la apertura del molde.
Frecuentemente y cuando se trata de piezas pequeñas o relativamente pequeñas, se fabrican moldes de múltiples cavidades, de manera que en los mismos y a partir de un punto único de alimentación de material, se establecen una pluralidad de ramales de inyección que se dirigen hacia cada una de las cavidades las respectivas piezas a obtener.
En cualquier caso y una vez concluida la fase de inyección del material plástico, concretamente durante la fase de desmoldeo, el material constitutivo del ramal o el grupo de ramales de inyección, debe separarse físicamente del material constitutivo de la pieza o piezas moldeadas, independización que se lleva a cabo mediante un esfuerzo de tracción, que trae consigo la rotura por desgarro del material, lo que puede dar lugar a dos efectos negativos: Que parte del material del ramal de inyección quede fijado a la pieza, constituyendo una protuberancia de la misma que debe ser eliminada para conseguir un perfecto acabado de dicha pieza, o que se forme un rehundido en dicha zona, por arrastre de parte del material de la pieza por parte del ramal de inyección, lo que resulta mucho más difícil de resolver.
Cuando se trata de piezas de reducido espesor, en muchas ocasiones la entrada de material se produce sobre una de sus caras, para no afectar negativamente a sus bordes, y en este tipo de piezas es frecuente que al desprender el ramal de inyección de la pieza inyectada se produzcan rechupes en la cara opuesta a la entrada de material, que repercuten también de forma muy negativa en la estética general de dicha pieza.
En los casos que la pieza precisa de un alto grado de acabado o bien debe de ser eliminada completamente la entrada de material, se requiere de una posterior operación, lo que lógicamente repercute negativamente en el costo de la pieza.
Descripción de la invención
El accesorio que la invención propone resuelve de forma plenamente satisfactoria la problemática anteriormente expuesta, permitiendo a término de la fase de moldeo de cada pieza un perfecto acabado de la misma, mediante corte de material plástico a través del plano de unión entre la extremidad correspondiente del ramal de inyección y la superficie de la pieza moldeada obtenida.
Para ello y de forma mas concreta la invención parte de establecer la entrada de material a través de un inserto cilíndrico montado con libertad de giro sobre un cuerpo solidario a la pieza correspondiente del molde, preferentemente a la pieza móvil, con la especial particularidad de que la entrada de material a través del cilindro configura unas aristas vivas que ejercen de cuchilla, que al ser susceptibles de girar sobre su propio centro y con respecto a la pieza del molde a la que es solidario el cuerpo contenedor del inserto cilíndrico, de manera que éste movimiento giratorio trae consigo un corte por cizalladura del material, justo en correspondencia con la superficie exterior de la pieza de plástico obtenida, lo que determina un perfecto acabado para la misma.
Para conseguir este efecto de corte de la cuchilla, o lo que es lo mismo el giro del inserto cilíndrico, debe ser de unos pocos grados, y dicho movimiento angular puede ser suministrado por cualquier mecanismo auxiliar, pero preferentemente se producirá de forma automática por efecto de la propia maniobra de apertura o separación entre las dos piezas constitutivas del molde, como se verá mas adelante.
De acuerdo con lo que acaba de exponerse, el inserto cilíndrico está montado en el seno del cuerpo base con la colaboración de un soporte al que se fija por atornillamiento, lo que permite el desmontaje de dicho inserto para el periódico afilado del mismo, o en su caso su sustitución, estableciéndose entre dicho soporte y el cuerpo base un cojinete que facilita el giro del inserto.
De acuerdo con la citada maniobra automática de accionamiento de la cuchilla o inserto cilíndrico, el soporte de dicho inserto incorpora un pasador excéntrico sobre el que actúa una corredera transversal encargada de suministrarle el movimiento angular necesario para la maniobra de corte, corredera que a su vez es accionada por una leva situada en un alojamiento lateral del cuerpo base sensiblemente paralelo al que recibe al inserto cilíndrico, estando dicha leva asociada con carácter amovible a un eje que emergiendo del cuerpo base permite su fijación a la otra pieza del molde, concretamente a la pieza fija, de manera que durante la maniobra de apertura del molde y merced a un primer tramo recto e inoperante de la citada leva, el molde se abre manteniéndose la cuchilla o inserto cilíndrico estático, es decir inoperante, concretamente hasta que el ramal de inyección ha quedado totalmente liberado, momento en el que una rampa configurada en dicha leva determina el desplazamiento de la corredera y el consecuente movimiento giratorio de la cuchilla o inserto cilíndrico, para corte del ramal de inyección en óptimas condiciones.
La citada leva está integrada en un cilindro pulsador desplazable axialmente en un alojamiento del cuerpo base paralelo al alojamiento del inserto cilíndrico, como anteriormente se ha dicho, colaborando con estos elementos un casquillo ciego o retén y un juego de bolas que permiten el arrastre de la leva por parte del eje solidario a la pieza fija y que tras el definitivo accionamiento de la rampa de la leva permiten el desacoplamiento del citado eje respecto del cilindro pulsador, para que pueda producirse la total apertura del molde y una máxima facilidad en la evacuación de la pieza moldeada.
Descripción de los dibujos
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características del invento, de acuerdo con un ejemplo preferente de realización práctica del mismo, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
La figura 1.- Muestra un detalle en perspectiva del inserto cilíndrico, conjuntamente con su soporte, que participa en el accesorio de corte para moldes de inyección que constituye el objeto de la presente invención.
La figura 2.- Muestra, según una vista en alzado lateral y en sección, el soporte del conjunto representado en la figura anterior y el resto de los mecanismos del accesorio.
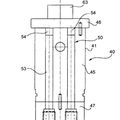
La figura 3.- Muestra una vista en alzado lateral y también en sección, similar a la figura 2, pero en la que aparecen todos los mecanismos del accesorio, en situación de cierre para el molde.
La figura 4.- Muestra un detalle en perspectiva de la leva que participa en dicho accesorio.
La figura 5.- Muestra, también según una vista en perspectiva, la corredera que relaciona la leva de la figura anterior con el mecanismo de corte de la figura 1.
La figura 6.- Muestra una representación similar a la de la figura 3 pero en la que el molde se encuentra abierto.
La figura 7.-...
Reivindicaciones:
1. Accesorio de corte de colada para moldes de inyección, en especial de piezas de naturaleza plástica, en los que la cavidad del molde, en situación de cierre, recibe el material plástico de inyección a través de al menos una entrada situada en cualquier lugar apropiado de dicha cavidad, caracterizado porque incorpora un mecanismo giratorio a través el cual accede el material plástico fundido a la cavidad que forma el molde, mecanismo que gira sobre sí mismo en la maniobra de apertura del molde, provocando el cizallamiento de la colada.
2. Accesorio de corte de colada para moldes de inyección, según reivindicación 1ª, caracterizado porque el citado mecanismo se materializa en un inserto cilíndrico (1), montado con posibilidad de giro en el seno de un alojamiento cilíndrico (2) de un cuerpo base (3) destinado a fijarse a la pieza del molde en la que se establece la entrada de material, preferentemente a la pieza móvil, e incorporando dicho inserto cilíndrico en su base de adaptación a la pieza del molde la entrada (5) del material plástico fundido, que accede a la cámara del molde a través de una abertura (6) establecida igualmente en la citada base (4) del inserto cilíndrico (1) próxima al molde, en correspondencia superficial con este último, habiéndose previsto que el borde de dicha abertura (6) esté afilado configurando una cuchilla que en el movimiento angular del propio inserto cilíndrico, suministrado al mismo por cualquier medio, genera el corte del correspondiente ramal de inyección, antes de la expulsión de la pieza pero después de la apertura del molde, cuando dicho ramal ha quedado liberado.
3. Accesorio de corte de colada para moldes de inyección, según reivindicaciones anteriores, caracterizado porque el inserto cilíndrico (1) se establece en el alojamiento asimismo cilíndrico (2) del cuerpo base conjuntamente con un soporte (8), al que se fija dicho inserto (1) con la colaboración de un tornillo (10), estableciéndose entre soporte (8) y cuerpo base (3) un cojinete de fricción (9) que facilita el giro o desplazamiento angular del inserto cilíndrico (1) constitutivo de la cuchilla de corte.
4. Accesorio de corte de colada para moldes de inyección, según reivindicaciones anteriores, caracterizado porque el movimiento angular del inserto cilíndrico (1) se produce automáticamente en las maniobras de apertura y cierre del molde, a cuyo efecto en el citado cuerpo base (3) se establece un segundo alojamiento cilíndrico (13), paralelo al anterior, en el que juega un cilindro pulsador (14) rematado en una leva (15) que en el desplazamiento axial del cilindro pulsador (14) actúa sobre una corredera transversal (16) que a su vez actúa en el seno del alojamiento cilíndrico (2) sobre un pasador excéntrico (19) enchavetado al soporte (8) del inserto cilíndrico (1), provocando el empuje sobre dicho pasador excéntrico (19) un desplazamiento angular del inserto cilíndrico (1) y de la cuchilla (6) definida en el mismo, estando el citado cilindro pulsador asociado a un eje (20) solidario a la otra pieza del molde, preferentemente a la pieza fija.
5. Accesorio de corte de colada para moldes de inyección, según reivindicación 4ª, caracterizado porque la corredera (16) cuenta con una escotadura (17) para paso de la leva (15), y con un rebaje (18) para acoplamiento del pasador excéntrico (19), mientras que en la leva (15) se define un primer tramo rectilíneo (15) en el que dicha leva resulta inoperante en una primera fase de desplazamiento del cilindro pulsador (14), es decir en una primera fase de apertura del molde, y un segundo sector (15') oblicuo en el que se produce el desplazamiento longitudinal de la corredera (16) y el desplazamiento angular de la cuchilla de corte (6).
6. Accesorio de corte de colada para moldes de inyección, según reivindicaciones 4ª y 5ª, caracterizado porque el eje (20) prolongación del cilindro pulsador (14) y dotado de un sector extremo y roscado (21) para su fijación a la pieza correspondiente del molde, es físicamente independiente de dicho cilindro pulsador (14), en el seno del cual resulta axialmente enchufable y desenchufable, relacionándose con el mismo a través de un juego perimetral de bolas (24), acoplables a una garganta perimetral (23) del propio eje (20) en situación de acoplamiento y merced a los que se produce el arrastre del cilindro pulsador, hasta una situación límite que debe ser sobrepasada para alcanzar la apertura total del molde, definida por el acoplamiento de las citadas bolas (24) en una garganta anular (25) del propio alojamiento cilíndrico (13), situación en la que el eje (20) queda liberado con posibilidad total de desacoplamiento del resto del accesorio, y en la que las bolas se mantienen estables en los alojamientos del cilindro pulsador (14) con la colaboración de un tope-retén (26), que tiende a ser proyectado hacia la posición de retención de dichas bolas por efecto de un muelle (27).
Patentes similares o relacionadas:
 CONMUTADOR PARA EL FLUJO DE MATERIAL PLÁSTICO FUNDIDO EN UNA PLACA CALIENTE PARA MOLDEO POR INYECCIÓN, del 28 de Marzo de 2011, de THERMOPLAY S.P.A.: Un conmutador cilíndrico con al menos un pasadizo que se abre sobre una superficie cilíndrica lateral del conmutador, en donde […]
CONMUTADOR PARA EL FLUJO DE MATERIAL PLÁSTICO FUNDIDO EN UNA PLACA CALIENTE PARA MOLDEO POR INYECCIÓN, del 28 de Marzo de 2011, de THERMOPLAY S.P.A.: Un conmutador cilíndrico con al menos un pasadizo que se abre sobre una superficie cilíndrica lateral del conmutador, en donde […]
Dispositivo para el acabado de un componente moldeado por inyección y disposición con varios dispositivos, del 30 de Abril de 2019, de Finke Formenbau GmbH: Dispositivo para el acabado de un componente moldeado por inyección, con - un componente de apoyo, en el que en la zona de una superficie de […]
Procedimiento para fabricar una pieza de plástico, y dispositivo relacionado, del 14 de Diciembre de 2018, de Flex-N-Gate France: Procedimiento para fabricar una pieza de plástico, utilizando un molde de inyección que comprende una primera y segunda partes que definen entre sí una […]
Molde de inyección perfeccionado, del 28 de Abril de 2016, de Berengena Cano, Rafael: Molde de inyección perfeccionado, apto para su uso en la termoconformación de plásticos, y dotado de una geometría adecuada para la distribución y recorrido […]
METODO Y APARATO PARA LA PRODUCCION DE UN ARTICULO DE MATERIAL ELASTOMERICO., del 1 de Marzo de 2002, de INSIT INDUSTRIA S.P.A.: SE PRESENTA UN METODO Y UN APARATO PARA MOLDEAR UN ARTICULO DE MATERIAL ELASTOMERICO CON SIMETRIA CIRCULAR Y ABIERTO POR AMBOS EXTREMOS, PARTICULARMENTE PARA […]
PRODUCCION DE PARTES MOLDEADAS POR INYECCION EXENTAS DE LINEA DE SOLDADURA., del , de S. C. JOHNSON & SON, INC.: SE PRESENTAN UN MECANISMO DE MOLDEADO A INYECCION Y UN METODO PARA SU USO PARA LA FORMACION DE UNA SECUENCIA SIMPLE DE OPERACIONES DE PARTES DEL CUERPO DE UN ENVASE […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL MONTAJE FINAL DE UN TECLADO DE ORDENADOR, del 1 de Octubre de 1999, de SIEMENS NIXDORF INFORMATIONSSYSTEME AG: TODOS LOS CUERPOS DE TECLA DEL TECLADO SE INYECTAN EN LA DISPOSICION EXACTA QUE VAN A TENER EN EL TECLADO DENTRO DE UN PROCESO COMUN DE FUNDICION INYECTADA. A CONTINUACION, […]
MOLDE DE INYECCION Y PROCEDIMIENTO DE MOLDEO POR INYECCION DE UN ARTICULO., del 1 de Enero de 1998, de TPP AXXICON B.V.: SE PRESENTA UN MOLDE DE INYECCION QUE COMPRENDE AL MENOS DOS SECCIONES DE MOLDE ENTRE LAS CUALES SE DELIMITA UNA CAVIDAD DE MOLDEADO. UNA […]