PROCEDIMIENTO Y DISPOSITIVO PARA ARROLLAR FLEJE EN CALIENTE.
Procedimiento para arrollar fleje en caliente (1), con - un mandril de devanadera (4),
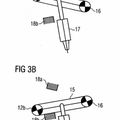
- al menos un primer dispositivo de apriete (7), - al menos un segundo dispositivo de apriete (8), en donde el fleje en caliente (1) es presionado por el primer dispositivo de apriete (7) y por el segundo dispositivo de apriete (8) hacia el mandril de devanadera (4), caracterizado porque el fleje caliente (1) entre el primer dispositivo de apriete (7) y el segundo dispositivo de apriete (8) es presionado radialmente hacia fuera o extraído hacia fuera del mandril de devanadera, mediante una fuerza que actúa en el lado interior de devanado (10) del fleje en caliente (1), y el fleje en caliente (1) se somete con ello a una flexión previa
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/002511.
Solicitante: SMS SIEMAG AG.
Nacionalidad solicitante: Alemania.
Dirección: EDUARD-SCHLOEMANN-STRASSE 4 40237 DÜSELDORF ALEMANIA.
Inventor/es: JEPSEN, OLAF-NORMAN, ROSE, HEINRICH, MULLER,HEINZ-ADOLF, NIEHUES,HEINZ.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Marzo de 2008.
Clasificación Internacional de Patentes:
- B21C47/06B
Clasificación PCT:
- B21C47/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › con rodillos o pernos de apoyo o medios equivalentes que mantengan el material sobre la bobina o el tambor.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La invención se refiere a un procedimiento para arrollar fleje en caliente, con
- un mandril de devanadera,
- al menos un primer dispositivo de apriete,
- al menos un segundo dispositivo de apriete, en donde el fleje en caliente es presionado por el primer dispositivo de apriete y por el segundo dispositivo de apriete hacia el mandril de devanadera (véase el documento US-A-3 988 916). La invención se refiere asimismo a un dispositivo para arrollar fleje en caliente.
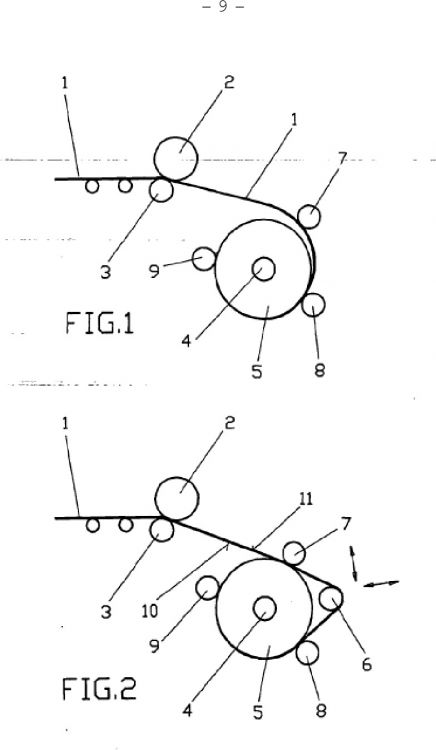
Las devanaderas de fleje en caliente están dispuestas en el extremo de trenes de fleje en caliente y tienen la función de arrollar fleje en caliente después de la laminación para formar madejas. El fleje se arrolla con ello bajo tensión de tracción, para crear una madeja arrollada de forma suficientemente resistente y evitar que se abra espontáneamente la madeja después de finalizar el arrollamiento. La tensión de tracción es también necesaria para flexionar el fleje y el mandril de devanadera y, de este modo, deformarlos plásticamente. En especial en el caso de flejes gruesos se necesitan grandes fuerzas de tracción, para superar el momento de flexión plástica.
Durante el arrollamiento el fleje es guiado mediante un impulsor, compuesto por un rodillo impulsor superior y un rodillo impulsor inferior, y transportado hasta un mandril de devanadera. El fleje es arrollado con el apoyo de rodillos de apriete alrededor del mandril y se forma una madeja, que es extraída del mandril de devanadera una vez completado el arrollamiento del fleje. Durante el arrollamiento se ajusta en el fleje una tensión de tracción prefijada entre el impulsor y el mandril de devanadera.
El documento EP 0 469 483 hace patente devanaderas de fleje en caliente, en las que el fleje es presionado sobre un mandril mediante cuatro rodillos de apriete.
El documento JP 58 058 931 A hace patente una devanadera, en la que el fleje a arrollar es presionado sobre un mandril mediante tres rodillos de apriete ajustables. Cada rodillo de apriete se hace bascular alrededor de su propio punto de giro mediante su propio cilindro hidráulico.
Para conseguir que ya el comienzo de fleje entre en contacto por completo con el mandril y los primeros devanados del fleje formen una unión por fricción, el documento DE 24 14 482 B2 prevé reducir el grosor del fleje en el comienzo de fleje en al menos un 20%. El comienzo de fleje se dota por lo tanto de un grosor, que hace posible una aplicación completa del comienzo de fleje sobre el mandril y los primeros devanados. Después de que los primeros devanados estén unidos entre sí en unión por fricción o estén situados unos sobre otros, se adapta el grosor del fleje a las prefijaciones y se aumenta. Un procedimiento de este tipo se ha hecho también patente en el documento DE 24 14 475 A1.
Se conocen asimismo procedimientos y dispositivos para arrollar fleje en caliente de los documentos EP 0 790 084 y JP 59064116 A.
En el caso de flejes con grosores de fleje de 7 mm y más, temperaturas de laminación inferiores y calidades mayores, como por ejemplo material de tubos, se necesitan grandes tracciones de fleje. A pesar de las elevadas tracciones de fleje el fleje no se aplica directamente sobre el mandril y sobre los primeros devanados, sino que se flexiona sobre un recorrido mayor, antes de que entre en contacto con la madeja.
Por ello la invención se ha impuesto la tarea de indicar un procedimiento, por medio del cual un fleje laminado con grosores de fleje de 7 mm y más, temperaturas de laminación inferiores y calidades de mayor resistencia como material de tubos, durante el arrollamiento para formar una madeja, desde el principio haga contacto por completo con el mandril de devanadera y a continuación por completo con los devanados ya arrollados del fleje. Asimismo se pretende indicar un dispositivo para arrollar fleje en caliente.
Esta tarea es resuelta conforme a la invención mediante un procedimiento con las particularidades de la reivindicación 1.
Mediante la flexión previa del fleje en caliente se consigue, en primer lugar, que el fleje en caliente desde el principio del arrollamiento haga contacto por completo con el mandril de devanadera o con los devanados siguientes y, en segundo lugar, se hace posible un arrollamiento con tracción de fleje reducida, ya que el fleje en caliente no sólo se deforma mediante los dispositivos de apriete, sino además mediante el dispositivo de flexión previa.
Se deducen configuraciones adicionales del procedimiento de las reivindicaciones correspondientes.
La invención refiere además a un dispositivo para arrollar fleje en caliente, con las particularidades de la reivindicación 5.
La deformación se produce de tal modo, que el fleje en caliente obtiene un radio que se corresponde con el radio del mandril de devanadera o es algo menor. El fleje en caliente hace contacto con el mandril de devanadera desde el principio del arrollamiento o bien, a causa de la tensión previa por el radio algo más pequeño, es apretado por completo sobre el mandril de devanadera mediante el dispositivo de apriete.
Se deducen configuraciones adicionales del dispositivo de las reivindicaciones correspondientes.
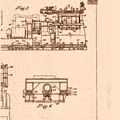
Una regulación/un control para el arrollamiento de fleje en caliente está configurada(o) de tal modo, que un dispositivo de flexión previa dispuesto entre el primer y el segundo dispositivo de apriete se traslada de tal modo hacia fuera del mandril de devanadera, o hacia el mandril de devanadera, que, dependiendo del diámetro de la madeja, del grosor del fleje en caliente, de la calidad del fleje en caliente y/o de la temperatura del fleje en caliente, siempre se dispone de un contacto del fleje en caliente al principio del arrollamiento con el mandril de devanadera. Para esto el dispositivo de flexión previa puede trasladarse hacia fuera del mandril de devanadera y hacia el mandril de devanadera. Además de esto puede variarse la distancia del dispositivo de flexión previa al primer dispositivo de apriete y al segundo dispositivo de apriete. De aquí se obtiene en total una posibilidad de posicionar el dispositivo de flexión previa en un plano perpendicular a la superficie de fleje. Para esto el dispositivo de flexión previa está dotado de un primer dispositivo de tracción o presión, que mueve el dispositivo de flexión previa hacia el mandril de devanadera o hacia fuera del mismo. Al menos un segundo dispositivo de tracción o presión está dispuesto de tal modo, que el dispositivo de flexión previa se traslada hacia el primer dispositivo de apriete o hacia el segundo dispositivo de apriete. La posición respectiva del dispositivo de flexión previa con relación al mandril de devanadera, al primer dispositivo de apriete y al segundo dispositivo de apriete depende en cada caso del grosor del fleje en caliente, de la calidad del fleje en caliente y de la temperatura del fleje en caliente. Estos valores a medir o establecer previamente se leen/introducen en un programa de cálculo de un control/una regulación y se determina la posición del dispositivo de flexión previa al principio del proceso de arrollamiento. Debido a que conforme aumenta el diámetro de madeja aumenta también el radio durante la flexión previa, se traslada el dispositivo de flexión previa hacia el mandril de devanadera. Después del proceso de arrollamiento, cuando el último devanado del fleje en caliente hace contacto con la madeja, se separa el dispositivo de flexión previa de la madeja. Esto puede realizarse en la dirección de marcha del fleje o también transversalmente a la dirección de marcha del fleje. El dispositivo de flexión previa no influye en la extracción de la madeja desde el mandril de devanadera.
Una ejecución alternativa del mando/de la regulación prevé que en lugar de la posición del dispositivo de flexión previa se tenga en cuenta la fuerza de tracción durante el arrollamiento del fleje en caliente. Para esto se usan dispositivos conocidos para establecer la tracción de fleje y, dependiendo de los valores establecidos, se controla/regula el dispositivo de flexión previa.
Se describe con más detalle un ejemplo de ejecución de la invención con base en un dibujo muy esquemático. Aquí muestran: la figura 1, en una vista lateral, una devanadera de fleje en caliente según el estado de la técnica; la figura 2, en una vista lateral, una devanadera de fleje en caliente conforme a la invención; y la figura 3 el esquema de regulación del dispositivo.
En la figura...
Reivindicaciones:
1. Procedimiento para arrollar fleje en caliente (1), con
- un mandril de devanadera (4),
- al menos un primer dispositivo de apriete (7),
- al menos un segundo dispositivo de apriete (8), en donde el fleje en caliente (1) es presionado por el primer dispositivo de apriete (7) y por el segundo dispositivo de apriete (8) hacia el mandril de devanadera (4), caracterizado porque el fleje caliente (1) entre el primer dispositivo de apriete (7) y el segundo dispositivo de apriete (8) es presionado radialmente hacia fuera o extraído hacia fuera del mandril de devanadera, mediante una fuerza que actúa en el lado interior de devanado (10) del fleje en caliente (1), y el fleje en caliente (1) se somete con ello a una flexión previa.
2. Procedimiento según la reivindicación 1, caracterizado porque el fleje en caliente (1) es flexionado previamente durante todo el proceso de arrollamiento.
3. Procedimiento según la reivindicación 1, caracterizado porque el fleje en caliente (1) es flexionado previamente al principio del proceso de arrollamiento.
4. Procedimiento según la reivindicación 1, 2 ó 3, caracterizado porque la flexión previa se realiza con ayuda de un dispositivo de flexión previa (6), cuya posición con relación al fleje en caliente (7) y/o su fuerza, con la que presiona el dispositivo de flexión previa (6) sobre el fleje en caliente (1), se regula adecuadamente durante el arrollamiento.
5. Dispositivo para arrollar fleje en caliente (1), con
- un mandril de devanadera (4),
- al menos un primer dispositivo de apriete (7),
- al menos un segundo dispositivo de apriete (8), en donde en funcionamiento el fleje en caliente (1) es presionado por el primer dispositivo de apriete (7) y por el segundo dispositivo de apriete (8) hacia el mandril de devanadera (4), en donde entre el primer dispositivo de apriete (7) y el segundo dispositivo de apriete (8) está dispuesto un dispositivo de flexión previa, caracterizado porque el dispositivo de flexión previa (6) en funcionamiento está en contacto, en el lado interior de devanado (10), con el fleje en caliente (1) y para esto es adecuado presionar o tirar radialmente hacia fuera del mandril de devanadera (4) el fleje en caliente (1), y deformar el mismo.
6. Dispositivo según la reivindicación 5, caracterizado por un dispositivo de regulación para regular la posición el dispositivo de flexión previa (6) con relación al
fleje en caliente (1) con ayuda de un elemento de ajuste y/o para regular la fuerza, con la que el dispositivo de flexión previa (6) presiona sobre el fleje en caliente (6). 7. Dispositivo según la reivindicación 6, caracterizado por un dispositivo de cálculo para detectar parámetros, como por ejemplo el diámetro de madeja, el grosor del fleje, la calidad o la temperatura del fleje en caliente (1), y un dispositivo de cálculo con un programa de cálculo para determinar un valor nominal para la regulación de la posición o de la fuerza del dispositivo de flexión previa (6), durante el arrollamiento de la madeja, según la magnitud de los parámetros detectados.
8. Dispositivo según la reivindicación 6 ó 7, caracterizado porque el elemento de ajuste está configurado como dispositivo de tracción o presión, para posicionar de forma adecuada un dispositivo de flexión previa (6) en un plano perpendicular a la superficie de fleje, con relación al mandril de devanadera (4) y la madeja arrollada en dependencia de los parámetros detectados.
9. Dispositivo según una de las reivindicaciones 6 a 8, caracterizado porque 15 el elemento de ajuste está configurado para trasladar el dispositivo de flexión previa
(6) desde la del fleje en caliente (1), durante el o después del arrollamiento del fleje
en caliente (1). Siguen dos hojas de dibujos.
Patentes similares o relacionadas:
 RODILLO DE ESTIRAMIENTO DE DOBLE PIVOTE, del 19 de Enero de 2011, de SIEMENS VAI METALS TECHNOLOGIES LTD: Aparato para el enrollamiento de un material en forma de tira, preferentemente una hoja metálica, en una bobina , con una unidad bobinadora horizontal […]
RODILLO DE ESTIRAMIENTO DE DOBLE PIVOTE, del 19 de Enero de 2011, de SIEMENS VAI METALS TECHNOLOGIES LTD: Aparato para el enrollamiento de un material en forma de tira, preferentemente una hoja metálica, en una bobina , con una unidad bobinadora horizontal […]
 APARATO BOBINADOR DE BANDA METÁLICA, del 16 de Abril de 1961, de UNITED ENGINEERING AND FOUNDRY COMPANY: Aparato bobinador de banda metálica, que comprende una base, un bastidor montado sobre dicha base, un carrete para enrollar la banda y medios para hacer girar […]
APARATO BOBINADOR DE BANDA METÁLICA, del 16 de Abril de 1961, de UNITED ENGINEERING AND FOUNDRY COMPANY: Aparato bobinador de banda metálica, que comprende una base, un bastidor montado sobre dicha base, un carrete para enrollar la banda y medios para hacer girar […]
Dispositivo y método de bobinado de bandas, del 28 de Agosto de 2019, de FAGOR ARRASATE, S. COOP: Dispositivo de bobinado de bandas adaptado para bobinar al menos una banda en un mandril de una máquina bobinadora , que comprende un conjunto de presión […]
PLANTA DE DEVANADO DE TRANSFERENCIA DE BOBINAS PARA MATERIAL ALMACENADO LAMINADO, del 16 de Diciembre de 2011, de SMS MEER S.P.A.: Planta de devanado para material almacenado laminado del tipo que implica la parte aguas abajo de una planta de laminación que comprende - unos medios de corte al […]
 PROCEDIMIENTO Y DISPOSITIVO PARA EL BOBINADO DE BANDAS METÁLICAS SOBRE UN MANDRIL DE BOBINADO, del 19 de Mayo de 2011, de SMS SIEMAG AG: Procedimiento para llevar a cabo el bobinado de bandas metálicas sobre un mandril de bobinado , que está dispuesto en una caja de una máquina […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL BOBINADO DE BANDAS METÁLICAS SOBRE UN MANDRIL DE BOBINADO, del 19 de Mayo de 2011, de SMS SIEMAG AG: Procedimiento para llevar a cabo el bobinado de bandas metálicas sobre un mandril de bobinado , que está dispuesto en una caja de una máquina […]
PROCEDIMIENTO Y DISPOSITIVO DE ENROLLAMIENTO DE CINTAS DE METAL., del 16 de Junio de 2005, de KAWASAKI STEEL CORPORATION: Un método de enrollar una banda de metal , después de un laminado de acabado en caliente, adaptado de tal manera que, antes de que la banda de metal haya terminado de ser […]
DISPOSITIVO PARA POSICIONAR UN RODILLO ALISADOR EN BOBINADORAS DE BANDA., del 1 de Julio de 2004, de SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT: LA INVENCION SE REFIERE A UN DISPOSITIVO PARA POSICIONADO DE UN RODILLO ALISADOR , QUE PUEDE SER APLICADO CON UTILIZACION DE MEDIOS DE FUERZA […]
MAQUINA BOBINADORA PARA METERIA PRIMA LAMINADA., del 16 de Noviembre de 2003, de DANIELI & C. OFFICINE MECCANICHE SPA: Máquina bobinadora para materia prima laminada que se puede situar después, según la dirección de avance, de un tren laminador , que comprende […]