RODILLO DE ESTIRAMIENTO DE DOBLE PIVOTE.
Aparato para el enrollamiento de un material en forma de tira,
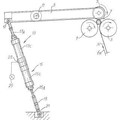
preferentemente una hoja metálica, en una bobina (7), con una unidad bobinadora horizontal (5) para recibir un carrete (1) de enrollamiento sobre el que es enrollado el material (2) en forma de tira, durante el enrollamiento, con, por lo menos, un rodillo (10) de estiramiento para presionar el material (2) en forma de tira sobre la bobina (7), rodillo (10) de estiramiento que está soportado mediante, por lo menos, una palanca pivotada (11) de longitud constante, que puede pivotar en torno al eje basculante de un punto de pivote ajustable (12a, 12b), y con un dispositivo de rodillo de desviación para controlar la forma del material en forma de tira, que comprende un rodillo (3) medidor de forma y un rodillo de entrada (4) situado más abajo del rodillo (3) medidor de forma, entre el carrete (1) de enrollamiento y el rodillo (3) medidor de forma, caracterizado porque el rodillo de entrada (4) puede, por lo menos, fijarse y ajustarse verticalmente en, por lo menos, dos posiciones del rodillo de entrada, y el punto de pivote ajustable (12a, 12b) puede fijarse en, por lo menos, (2) posiciones del punto de pivote que están situadas de manera que, para cada posición del rodillo de entrada, existe una posición del punto de pivote en la que, durante todo el enrollamiento, la distancia entre el punto de contacto del rodillo de estiramiento con la bobina y el punto tangente del material en forma de tira sobre la bobina (7), se mantiene a la distancia de trabajo óptima entre 25 y 150 mm dentro de una tolerancia de ±5 mm
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/002054.
Solicitante: SIEMENS VAI METALS TECHNOLOGIES LTD.
Nacionalidad solicitante: Reino Unido.
Dirección: LOEWY HOUSE 11 ENTERPRISE WAY, AVIATION PARK WEST BOURNEMOUTH INTERNATIONAL AIRP REINO UNIDO.
Inventor/es: ANNELS,TREVOR,SHAUN, OSBORNE,PAUL,RONALD, SMALL,DAVID,GEORGE.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Marzo de 2008.
Fecha Concesión Europea: 18 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B21C47/06B
- B65H18/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 18/00 Enrollado de bandas. › Mecanismos de control de la presión de contacto sobre el paquete de banda enrollada, p. ej. para regular la cantidad de aire entre capas.
- B65H23/26 B65H […] › B65H 23/00 Posicionado, tensión, supresión de tirones o guiado de bandas (posicionado de artículos B65H 9/00; en conexión con el empalme B65H 21/00; dispositivos generales de tensión en unión con la manipulación de bandas, cintas o materiales filiformes B65H 77/00). › por barras o rodillos transversales fijos o regulables.
Clasificación PCT:
- B21C47/06 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 47/00 Enrollamiento, devanado o bobinado de hilos, bandas u otros materiales metálicos flexibles, caracterizado por el hecho de que estas operaciones no se aplican más que al trabajo de metales (bobinado de alambre en forma especial B21F 3/00). › con rodillos o pernos de apoyo o medios equivalentes que mantengan el material sobre la bobina o el tambor.
- B65H18/26 B65H 18/00 […] › Mecanismos de control de la presión de contacto sobre el paquete de banda enrollada, p. ej. para regular la cantidad de aire entre capas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La presente invención se refiere a un método y un aparato para enrollar material en forma de tira, preferentemente una hoja metálica. Antecedentes de la invención
Cuando se está enrollando material en forma de tira, por ejemplo una hoja metálica después de un proceso de laminado, en un aparato de enrollar con una unidad de enrollado horizontal que recibe el mandril de enrollamiento, el aire tiende a atraparse entre las envolturas solapadas de la bobina, provocando problemas como tramas en la bobina, telescopado, bobinas de baja densidad, roturas y ondas transversales. Para evitar dichos problemas, que pueden conducir a que la bobina quede completamente inutilizable, es usual utilizar un rodillo de estiramiento que presiona el material en forma de tira sobre la bobina. El rodillo de estiramiento se sitúa más abajo del punto tangente de entrada a la bobina, del material en forma de tira. Durante el desarrollo de la bobina, debido el incremento del diámetro de la bobina, el punto tangente cambia su posición formando, las diferentes posiciones atravesadas, una trayectoria del punto tangente. Para asegurar una aplicación óptima del rodillo de estiramiento, la distancia entre el punto tangente y el punto de contacto del rodillo de estiramiento con la bobina tiene que mantenerse dentro de cierto rango durante todo el enrollamiento. De ese modo, pueden conseguirse una velocidad, un rendimiento y una productividad óptimas del aparato de enrollamiento, manifestadas por ejemplo por el número de bobinas enrolladas en un tiempo dado. Además, el estiramiento optimizado permite un funcionamiento mejorado del proceso más abajo, puesto que las bobinas con un desarrollo pobre y densidad baja son más susceptibles a daños, y por lo tanto requieren una manipulación más cuidadosa, y puede ser necesaria la reducción de las velocidades de proceso en el equipamiento situado más abajo, por ejemplo una dobladora, para evitar problemas cuando se procesa la tira e impedir el deslizamiento entre caras, o las rayas.
Las variaciones de forma a través una tira metálica después del laminado se miden y controlan, en general, mediante medidores de forma de cojinetes neumáticos, que comprenden un rodillo medidor de forma y un rodillo de entrada, siendo necesaria para una medición precisa una fuerza descendente, dentro de cierto rango, sobre el rodillo medidor de forma. La fuerza descendente varía con la tensión aplicada a la tira mediante el aparato de enrollamiento, y por consiguiente con los grosores de tira deseados. Por lo tanto, para un rodillo medidor de forma dado, para ciertos grosores de tira la fuerza descendente puede estar fuera de los límites operativos del rodillo medidor de forma.
En las aplicaciones de rodillo de forma de doble ángulo de abrazamiento utilizadas normalmente, el movimiento vertical del rodillo de entrada, a una posición de trabajo secundaria, cambia el arco de la cobertura de la tira del rodillo del medidor de forma, que se conoce como ángulo de abrazamiento, y por lo tanto la fuerza descendente sobre el rodillo medidor de forma. De ese modo, un cambio en la fuerza descendente lo mantiene dentro de los límites operativos óptimos del rodillo medidor de forma, en donde la medición es más sensible, y por lo tanto permite que se mida de forma precisa un rango mayor de grosores de tira.
El cambio en la trayectoria de la tira, entre el rodillo de entrada y la bobina, que se provoca mediante un cambio en la posición del rodillo de entrada, conduce a un desplazamiento del punto tangente de la tira. Por lo tanto, en los dispositivos de doble ángulo de abrazamiento, la trayectoria del punto tangente durante el enrollamiento no es constante, sino que varía para las posiciones diferentes del rodillo de entrada.
Para asegurar una distancia más constante entre el punto tangente y el punto de contacto para un aparato de enrollamiento con una trayectoria de tira constante, y por lo tanto una trayectoria constante del punto tangente durante todo el enrollamiento, el documento US 5 957 404 utiliza una palanca pivotada de longitud ajustable, que está guiada especialmente para hacer que el rodillo de estiramiento siga una trayectoria que lo mantiene dentro de una distancia óptima a la trayectoria del punto tangente. Puesto que el guiado de la trayectoria del rodillo de estiramiento es adecuado solamente para una trayectoria del punto tangente, no puede proporcionar características iguales de estiramiento para ángulos de abrazamiento diferentes, limitando por lo tanto el rango de grosores de la tira procesables de manera eficaz y segura, y los diámetros de bobina que pueden conseguirse.
El documento GB 2 238 527 da a conocer un aparato de carrete de tira con trayectoria de tira constante, en el que la distancia óptima entre el punto de contacto y el punto tangente se controla dinámicamente durante todo el enrollamiento, mediante el recurso de ajustar la longitud de la palanca pivotada y/o la posición de su punto de pivote. Dicho control dinámico de la distancia requiere de dispositivos complicados para la vigilancia y la regulación del diámetro de la bobina, la posición del punto tangente, la posición del punto de contacto, la posición del punto de pivote y la longitud de la palanca pivotada, que hacen el aparato complicado de manejar.
La rigidez de las palancas del rollo de estiramiento es esencial para amortiguar el desarrollo de vibraciones de la palanca pivotada durante el enrollamiento. Dichas vibraciones son perjudiciales debido a que reducen la eficacia del proceso de estiramiento y pueden contribuir al fallo prematuro de componentes del rodillo, tales como los cojinetes. Para las palancas pivotadas de longitud ajustable, la rigidez de la palanca es inferior, en general, a las palancas de longitud constante. Además, cambiar la longitud (y por lo tanto la rigidez de una palanca) afecta asimismo directamente a la fuerza aplicada en el extremo de la palanca, y para distribuir una fuerza constante es necesario compensar cualquier cambio en la longitud y en la rigidez. Objetivo de la invención
El objetivo de la presente invención es proporcionar un aparato sencillo y un método sencillo para enrollar material en forma de tira, que permitan un estiramiento eficaz para un amplio rango de grosores de la tira, diámetros de la bobina y ángulos de abrazamiento, y que sea de fácil manejo. Descripción detallada de la invención
Este objetivo se consigue mediante un aparato para enrollar en una bobina un material en forma de tira, preferentemente una hoja metálica, con una unidad bobinadora horizontal para recibir un mandril de enrollamiento sobre el que se enrolla el material en forma de tira durante el enrollamiento, por lo menos con un rodillo de estiramiento para presionar el material en forma de tira sobre la bobina, rodillo de estiramiento que está soportado mediante por lo menos una palanca pivotada de longitud constante, que es pivotable en torno al eje basculante de un punto de pivote ajustable, y con un dispositivo de rodillo de desviación para controlar la forma del material en forma de tira, que comprende un rodillo medidor de forma y un rodillo de entrada situado más abajo del rodillo medidor de forma, entre el carrete de enrollamiento y el rodillo medidor de forma.
Dicho aparato está caracterizado porque el rodillo de entrada es ajustable por lo menos verticalmente, y puede fijarse por lo menos en dos posiciones del rodillo de entrada, y el punto de pivote ajustable puede fijarse por lo menos en dos posiciones del punto de pivote, que están situadas de manera que para cada posición del rodillo de entrada, existe una posición del punto de pivote en la que, durante todo el enrollamiento, la distancia entre el punto de contacto del rodillo de estiramiento con la bobina y el punto tangente del material en forma de tira sobre la bobina, se mantiene a la distancia de trabajo óptima entre 25 y 50 mm, dentro de una tolerancia de ±5 mm.
Con dicho aparato, puede conseguirse una distancia de trabajo óptima entre el punto de contacto y el punto tangente para todos los ángulos de abrazamiento, asegurándose al mismo tiempo un estiramiento eficaz mediante la longitud y la rigidez fijas de la palanca pivotada. Las distancias de trabajo óptimas están entre 25 y 150 mm, preferentemente entre 50 y 100 mm, incluyendo los valores límite de dichos rangos.
El material en forma de tira a enrollar, puede consistir en cualquier material metálico, por ejemplo aluminio o acero o una aleación. Preferentemente, el material en forma de tira es una hoja.
La palanca pivotada, se pivota mediante un medio de accionamiento que engrana...
Reivindicaciones:
1. Aparato para el enrollamiento de un material en forma de tira, preferentemente una hoja metálica, en una bobina (7),
con una unidad bobinadora horizontal (5) para recibir un carrete (1) de enrollamiento sobre el que es enrollado el material (2) en forma de tira, durante el enrollamiento,
con, por lo menos, un rodillo (10) de estiramiento para presionar el material
(2) en forma de tira sobre la bobina (7), rodillo (10) de estiramiento que está soportado mediante, por lo menos, una palanca pivotada (11) de longitud constante, que puede pivotar en torno al eje basculante de un punto de pivote ajustable (12a, 12b),
y con un dispositivo de rodillo de desviación para controlar la forma del material en forma de tira, que comprende un rodillo (3) medidor de forma y un rodillo de entrada (4) situado más abajo del rodillo (3) medidor de forma, entre el carrete (1) de enrollamiento y el rodillo (3) medidor de forma, caracterizado porque
el rodillo de entrada (4) puede, por lo menos, fijarse y ajustarse verticalmente en, por lo menos, dos posiciones del rodillo de entrada,
y el punto de pivote ajustable (12a, 12b) puede fijarse en, por lo menos, (2) posiciones del punto de pivote que están situadas de manera que, para cada posición del rodillo de entrada, existe una posición del punto de pivote en la que, durante todo el enrollamiento, la distancia entre el punto de contacto del rodillo de estiramiento con la bobina y el punto tangente del material en forma de tira sobre la bobina (7), se mantiene a la distancia de trabajo óptima entre 25 y 150 mm dentro de una tolerancia de ±5 mm.
2. Aparato acorde con la reivindicación 1, caracterizado porque
dichas, por lo menos, dos posiciones del punto de pivote están situadas más abajo del rodillo de entrada (4),
estando el eje basculante del punto de pivote (12a, 12b) en su posición más baja, situado más abajo que el punto más bajo del rodillo de entrada (4) en su posición más baja,
y estando el eje basculante del punto de pivote (12a, 12b) en su posición más alta, situado más bajo que el punto más bajo del rodillo de entrada (4) en su posición más alta,
y estando el eje basculante del punto de pivote (12a, 12b), para todas las posiciones del punto de pivote, situado más bajo que el nivel del punto más alto del carrete (1) de enrollamiento.
3. Aparato acorde con la reivindicación 2, caracterizado porque las posiciones del rodillo de entrada y los ejes basculantes de las posiciones del punto de pivote, están situados por encima del nivel del eje longitudinal (19) del carrete de enrollamiento.
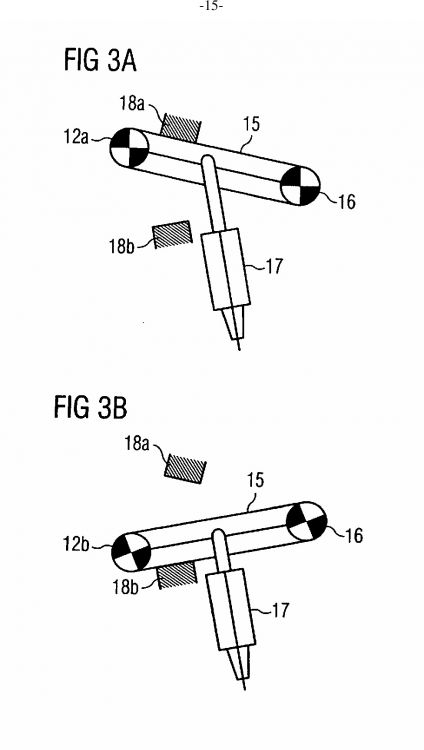
4. Aparato acorde con cualquiera de las reivindicaciones 1 a 3, caracterizado porque el punto de pivote ajustable (12a, 12b) está montado en un brazo pivotante secundario (15), que puede moverse en torno a un fulcro (16) y que puede ser fijado en, por lo menos, dos posiciones.
5. Aparato acorde con la reivindicación 4, caracterizado porque dichas, por lo menos, dos posiciones fijas del brazo pivotante secundario (15) están definidas por topes fijos (18a, 18b).
6. Aparato acorde con la reivindicación 5, caracterizado porque las posiciones de los topes fijos (18a, 18b) son ajustables.
7. Método para el enrollamiento de un material en forma de tira, preferentemente una hoja metálica, en una bobina (7), por medio de una unidad bobinadora horizontal (5) para recibir un carrete (1) de enrollamiento en el que es enrollado el material (2) en forma de tira, durante el enrollamiento,
siendo el material de tira presionado sobre la bobina (7) mediante un rodillo de estiramiento (10), durante el enrollamiento,
y siendo ajustada la posición del rodillo de estiramiento (10) durante el enrollamiento, mediante pivotando dicha, por lo menos, una palanca pivotada (11) de longitud constante que soporta el rodillo de estiramiento (10), en torno al eje basculante de su punto de pivote (12a, 12b),
y siendo guiado el material de tira antes del enrollamiento, a través de un dispositivo de rodillo de desviación que comprende un rodillo (3) medidor de forma y un rodillo de entrada (4) situado más abajo del rodillo (3) medidor de forma, entre el carrete (1) de enrollamiento y el rodillo (3) medidor de forma, caracterizado porque
- la posición del rodillo de entrada (4) del dispositivo de rodillo de desviación es ajustada, por lo menos verticalmente, antes de que comience el enrollamiento y permanece fija durante todo el enrollamiento, y -el punto de pivote (12a, 12b) de la palanca pivotada (11), que permanece fijo durante todo el enrollamiento, es ajustado antes de que comience el enrollamiento, en función de la posición del rodillo de entrada (4) de tal forma que, durante todo el enrollamiento, la distancia entre la trayectoria del punto de contacto del rodillo de estiramiento con la bobina (7) y la trayectoria del punto tangente del material de tira sobre la bobina (7), se mantiene a la distancia de trabajo óptima entre 25 y 150 mm, dentro de una tolerancia de ±5 mm. 8. Método acorde con la reivindicación 7, caracterizado porque el punto de
pivote (12a, 12b) de dicha, por lo menos, una palanca pivotada (11) es ajustado de manera que el punto más bajo del rodillo de entrada (4) está situado más alto que el eje basculante del punto de pivote (12a, 12b), y más bajo que el nivel del punto más alto del carrete (1) de enrollamiento.
9. Método acorde con una de las reivindicaciones 7 y 8, caracterizado porque el rodillo de entrada (4) y el eje basculante del punto de pivote (12a, 12b) de dicha, por lo menos, una palanca pivotada (11), son ajustados de manera que están situados por encima del nivel del eje longitudinal (19) del carrete.
10. Método acorde con cualquiera de las reivindicaciones 7 a 9, caracterizado porque el ajuste del punto de pivote (12a, 12b) de dicha, por lo menos, una palanca pivotada (11) se lleva a cabo mediante el movimiento del brazo pivotante secundario (15).
11. Método acorde con la reivindicación 10, caracterizado porque el movimiento del brazo pivotante secundario (15) oscila en torno a un fulcro (16) entre dichos, por lo menos, dos topes fijos (18a, 18b).
12. Método acorde con la reivindicación 11, caracterizado porque el punto de pivote (12a, 12b) de la palanca pivotada (11) se fija forzando el brazo pivotante secundario (15) contra un tope fijo (18a, 18b).
Siguen dos hojas de dibujos.
Patentes similares o relacionadas:
Cilindro de contacto para una máquina impresora, del 17 de Abril de 2019, de WINDMOLLER & HOLSCHER KG: Dispositivo de enrollamiento para enrollar un material en forma de banda , preferentemente en una máquina impresora , con: - un primer […]
Dispositivo, sistema y método de medición para medir una fuerza de embalaje, del 16 de Noviembre de 2018, de AETNA GROUP S.P.A.: Dispositivo de medición para detectar y medir una fuerza (F) de embalaje de una película hecha de material plástico estirable envuelta alrededor de una […]
Grupo de colocación automática en una máquina de enrollamiento de película plástica, del 31 de Enero de 2018, de COLINES S.P.A.: Una máquina para enrollar película plástica en bobinas que comprende un grupo de colocación automática con el fin de determinar la posición correcta de un elemento […]
 Máquina para enrollar bobinas de película pre-estirada, del 16 de Marzo de 2016, de NO.EL. S.R.L: Máquina para producir bobinas de película extensible pre-estirada que comprende una unidad de pre-estiramiento para pre-estirar la película (F) y una unidad de arrollamiento […]
Máquina para enrollar bobinas de película pre-estirada, del 16 de Marzo de 2016, de NO.EL. S.R.L: Máquina para producir bobinas de película extensible pre-estirada que comprende una unidad de pre-estiramiento para pre-estirar la película (F) y una unidad de arrollamiento […]
 UNIDAD REBOBINADORA PARA MÁQUINA DE TRATAMIENTO DE MATERIAL EN BANDA, del 2 de Octubre de 2014, de COMEXI GROUP INDUSTRIES, S.A.U: La unidad rebobinadora comprende una bancada , un árbol de rebobinado accionado rotativamente por unos medios de accionamiento de árbol y sobre […]
UNIDAD REBOBINADORA PARA MÁQUINA DE TRATAMIENTO DE MATERIAL EN BANDA, del 2 de Octubre de 2014, de COMEXI GROUP INDUSTRIES, S.A.U: La unidad rebobinadora comprende una bancada , un árbol de rebobinado accionado rotativamente por unos medios de accionamiento de árbol y sobre […]
 Dispositivo para el arrollamiento continuo de una banda de material fibroso, del 20 de Noviembre de 2013, de ANDRITZ AG: Dispositivo para el arrollamiento continuo de una banda de material fibroso , en el que la banda de materialfibroso es guiada sobre […]
Dispositivo para el arrollamiento continuo de una banda de material fibroso, del 20 de Noviembre de 2013, de ANDRITZ AG: Dispositivo para el arrollamiento continuo de una banda de material fibroso , en el que la banda de materialfibroso es guiada sobre […]
 Rebobinadora y procedimiento de producción de bobinas, con medios para controlar el diámetro final de dichas bobinas, del 8 de Agosto de 2012, de FABIO PERINI S.P.A.: Rebobinadora de superficie para la producción de bobinas de material en banda, con una cuna de bobinado que comprende por lo menos un rodillo de […]
Rebobinadora y procedimiento de producción de bobinas, con medios para controlar el diámetro final de dichas bobinas, del 8 de Agosto de 2012, de FABIO PERINI S.P.A.: Rebobinadora de superficie para la producción de bobinas de material en banda, con una cuna de bobinado que comprende por lo menos un rodillo de […]
MÁQUINA REBOBINADORA PERIFÉRICA Y CENTRAL COMBINADA, del 1 de Septiembre de 2011, de FABIO PERINI S.P.A.: Máquina rebobinadora para bobinar material en banda (N) en bobinas (R) alrededor de núcleos de bobinado (C, C2), que comprende: un primer rodillo […]