PROCEDIMIENTO APLICABLE A UN DISPOSITIVO PARA EL MECANIZADO DE LOS BORDES DE CRISTALES DE GAFAS.
Procedimiento para la adaptación automática de cristales brutos (6) preparados con datos de pedido,
para una montura de gafas especificada y para el mecanizado de los bordes con precisión para el ajuste, mediante por lo menos una máquina de mecanizado de bordes de cristales de gafas (1) controlada por CNC y que presenta un interfaz de introducción de datos, y que conforme a la invención consta de los siguientes pasos:
1.1. introducción en un ordenador de los valores PD correspondientes al ojo izquierdo y el ojo derecho de acuerdo con los datos de pedido,
1.2. introducción en el ordenador de la altura de centraje para el ojo izquierdo y el ojo derecho de acuerdo con los datos de pedido,
1.3. introducción en el ordenador de los valores ópticos del ojo izquierdo y del ojo derecho de acuerdo con los datos de pedido, y si procede, introducción del emplazamiento de una parte próxima o de un canal de progresión de un cristal de visión progresiva,
1.4. introducción en el ordenador del diámetro del cristal bruto y del emplazamiento del centro óptico y/o de las dimensiones del cristal bruto en el caso de cristales brutos (6) no redondos e introducción del emplazamiento del centro óptico con relación al centro geométrico en el caso de cristales brutos (6) pre-descentrados circulares o no circulares,
1.5. introducción en el ordenador de los datos de forma de los bordes de la montura de gafas especificada,
1.6. superposición por vía de cálculo de los datos de forma de los huecos izquierdo y derecho para el cristal de gafas y del cristal bruto izquierdo y derecho, de acuerdo con los valores PD, de la altura de centraje de su respectivo centro óptico, de la posición axial de una parte cilíndrica y/o el emplazamiento base de una parte prismática, y si procede de la orientación de un cristal bruto (6) orientado en cuanto al emplazamiento de una parte próxima o de un canal progresivo,
1.7. comprobación por vía de cálculo por medio del ordenador para determinar si el tamaño de los cristales brutos (6) es suficiente para el mecanizado del borde de acuerdo con la montura de gafas especificada,
1.8. en caso de necesidad, deslazamiento por vía de cálculo mediante el ordenador de un cristal bruto (6) demasiado pequeño con relación a los datos de forma del respectivo borde de la montura hasta que los datos de forma de los respectivos bordes de montura queden enteramente dentro del cristal bruto,
1.9. comprobación por vía de cálculo por medio del ordenador para determinar si el desplazamiento efectuado está situado dentro de las tolerancias especificadas, que dependen del efecto prismático junto al centro óptico teniendo en cuenta la posición axial de las secciones principales de un componente cilíndrico y/o prismático, y en caso de que no sea así, desechar la correspondiente pareja de cristales brutos (6), o si es correcto,
1.10. comprobación por vía de cálculo por medio del ordenador para determinar si el desplazamiento efectuado de uno de los cristales brutos (6) requiere el correspondiente desplazamiento en el mismo sentido del otro cristal bruto (6) para mantener las tolerancias especificadas en cuanto a la anchura de fusión vertical y la capacidad de divergencia y convergencia para la fusión, y si esto es así,
1.11. calcular mediante el ordenador el desplazamiento mínimo y comprobar mediante cálculo si el desplazamiento efectuado está dentro de las tolerancias especificadas, dependientes del efecto prismático junto al centro óptico teniendo en cuenta la posición axial de las secciones principales de un componente cilíndrico y/o prismático, y si esto no es así, desechar la correspondiente pareja de cristales brutos (6), o si es así,
1.12. activar mediante el ordenador la máquina o máquinas de mecanizado de cristales de gafas (1) para mecanizar la forma de la pareja de cristales de gafas (7) de acuerdo con los valores que se han determinado
Tipo: Resumen de patente/invención. Número de Solicitud: W06009595EP.
Solicitante: BUCHMANN DEUTSCHLAND GMBH.
Nacionalidad solicitante: Alemania.
Dirección: JAGERSTRASSE 58,40231 DUSSELDORF.
Inventor/es: BEIL,SEBASTIAN, KRENGEL,KLAUS, SCHILDT,TOBIAS, NEFF,MATTHIAS.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B24B9/14E
Clasificación PCT:
- B24B9/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 9/00 Máquinas o dispositivos para trabajar con muela los bordes o biseles de piezas o para retirar rebabas; Accesorios a este efecto (B24B 21/00 tiene prioridad; para afilar aristas de corte de herramientas B24B 3/00; eliminación de rebabas por material abrasivo suelto B24B 31/00). › para piezas ópticas, p. ej. lentes, prismas.
- G05B19/4093 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por la programación de pieza, p. ej. introducción de información geométrica derivada de un dibujo técnico, combinación de esta información con la información de mecanizado y de material para obtener una información de control, llamada programa de pieza, para la máquina de control numérico (NC).
Fragmento de la descripción:
Procedimiento aplicable a un dispositivo para el mecanizado de los bordes de cristales de gafas.
La invención se refiere a un procedimiento aplicable a un dispositivo para la adaptación automática de cristales brutos preparados conforme a datos de pedido, en una montura de gafas predeterminada y para el mecanizado de los bordes con precisión de ajuste mediante por lo menos una máquina de mecanizado de bordes de cristales de gafas controlada por CNC y presentando un interfaz de introducción de datos, con los pasos siguientes: Introducción en un ordenador de los valores PD para el ojo izquierdo y el ojo derecho de acuerdo con los datos de pedido, introducción en el ordenador de la altura de centraje para el ojo izquierdo y para el ojo derecho de acuerdo con los datos de pedido, introducción de los valores ópticos del ojo izquierdo y del ojo derecho de acuerdo con los datos de pedido, y si procede, introducción en el ordenador del emplazamiento de una parte próxima o de un canal de progresión, introducción en el ordenador del diámetro del cristal bruto y del emplazamiento del centro óptico y/o de las dimensiones del cristal bruto, en el caso de cristales brutos que no sean redondos e introducción en el ordenador del emplazamiento del centro óptico con relación al centro geométrico en el caso de cristales brutos pre-descentrados circulares o no redondos, introducción en el ordenador de los datos de forma de los bordes de la montura correspondientes a la montura de gafas predeterminada, superposición por vía de cálculo mediante el ordenador de los datos de forma del hueco izquierdo y derecho para el cristal de gafas y del izquierdo y derecho de acuerdo con los valores PD, de la altura de centraje de su respectivo centro óptico, de la posición del eje de una parte cilíndrica y/o de la posición base de una parte prismática del efecto óptico, y si procede, orientada en cuanto al emplazamiento de una parte próxima o de un canal de progresión, comprobación por vía de cálculo mediante el ordenador para determinar si el tamaño del cristal bruto es suficiente para realizar el mecanizado de los bordes de acuerdo con la montura de gafas predeterminada.
Esta clase de procedimientos y la utilización del dispositivo correspondiente se describen en los documentos DE 19804 542 C2, el EP 1 366 857 B1 y el DE 100 13 648 A1.
Los principios expuestos a continuación para la adaptación óptica de las gafas se describen en el Libro Técnico: Dr. Enders, Die Optik des Auges und der Sehhifen (La Óptica del Ojo y de las Ayudas para la Visión) ISBN 3-9269-36-2, pág. 4 a 69.
Para el mecanizado de los bordes de los cristales de gafas mediante máquinas de mecanizado de bordes de cristales de gafas controladas por CNC es preciso tener en cuenta los datos relativos a la persona y los datos relativos a la montura, y comprobarlos. Los datos relativos a la persona comprenden la distancia entre pupilas de los ojos del usuario de la gafa (valor PD), los valores ópticos del cristal de gafas izquierdo y del derecho, así como, si procede, indicaciones relativas al emplazamiento de una parte próxima o de un canal de visión progresiva en el caso de cristales de gafas de visión progresiva. Los datos relativos a la montura comprenden la totalidad de la separación entre los ojos (distancia de centraje) o las distancias individuales, las diferencias de altura de las pupilas del ojo izquierdo y del ojo derecho (centraje en altura), la separación entre crestas de córnea referidas a la montura de gafas seleccionada, el ángulo de proclinación de la montura de las gafas y la curvatura de la montura (ángulo de la cresta de la montura). Estos datos se denominan a continuación en conjunto como datos del pedido.
Mediante estos valores y en combinación con las dimensiones de una montura de gafas seleccionada se puede determinar el diámetro necesario del cristal bruto, que no tiene porqué ser necesariamente igual para el cristal de gafas izquierdo y el derecho, pero se prefiere que lo sea.
En el caso de cristales de gafas sencillos con un número de dioptrías bajo, en los que el centro óptico coincide con el centro geométrico del cristal bruto, se puede encontrar por lo general un diámetro mínimo de cristal bruto que es adecuado para el rectificado de la forma de los cristales de gafas destinados a una determinada montura de gafas, y que requiera el mínimo posible de trabajo de contorneado. En el caso de cristales positivos esto también conduce al mínimo espesor en el centro. Eso es especialmente válido cuando las distancias entre pupilas de los ojos del usuario de la gafa respecto al centro de la montura de la gafa son esencialmente iguales, cuando la diferencia de altura entre la pupila izquierda y la derecha es muy reducida o incluso inexistente, y si la intensidad de visión de los ojos es igual o se diferencia poco. Éste es el caso ideal que presupone también cristales de gafas con una geometría ideal.
Cuando se desea acoplar en monturas de gafas de moda, grandes o anchas, y por razones de peso unos cristales positivos con el grosor central optimizado y por lo tanto de bordes agudos, con intenso efecto dióptrico, que dan lugar a unos valores de descentración inusuales para conseguir unos cristales de gafas lo más delgados y ligeros posible, hay que emplear con frecuencia cristales brutos cuyo centro óptico difiera del centro geométrico, lo que se llama cristales brutos pre-descentrados, que además pueden no ser redondos.
Si en estos cristales de gafas se reúnen además unos valores ópticos diferentes para el cristal izquierdo y el derecho, diferentes posiciones de eje asimétricas de una componente cilíndrica o prismática, distintas distancias de la pupila desde el centro de la montura de la gafa hacia la izquierda y hacia la derecha y además unas diferencias de altura apreciables entre la pupila izquierda y la derecha, resulta sumamente difícil determinar el diámetro de cristal bruto correcto para el cristal de gafas izquierdo y el derecho, y ajustarlos teniendo en cuenta las tolerancias relativas a la anchura de fusión vertical y la capacidad de divergencia y convergencia para la fusión del usuario de la gafa.
Si bien el oculista que ejerce su actividad de modo artesanal dispone de la experiencia y la habilidad de encontrar una solución de compromiso entre los diferentes requisitos, parcialmente contradictorios entre sí, sin embargo no puede evitar siempre que el ajuste se malogre, o que se produzca una rotura del cristal o que no se consiga una buena compatibilidad de la gafa, por lo que tendencia es automatizar todo el proceso de adaptación de cristales de gafas fabricados conforme a datos de pedido, para una montura de gafas predeterminada así como el mecanizado del borde con precisión de ajuste, y trasladarlo a grandes empresas para evitar de este modo errores y conseguir que la adaptación de los cristales de gafas resulte más económica.
En el documento EP 0 379 427 A2 se describe un procedimiento semiautomático y un dispositivo para adaptar cristales de gafas fabricados conforme a datos de pedido, a una montura de gafas predeterminada y para mecanizar el borde mediante una máquina de mecanizado de bordes de cristales de gafas controlada por CNC.
Mediante este procedimiento y el correspondiente dispositivo se explora mediante palpadores un cristal bruto amarrado por ambas caras en un mandril soporte de cristales de gafas de una máquina de mecanizado de bordes de cristales de gafas, a lo largo del perímetro del cristal terminado correspondiente a la montura de gafas especificada. Si estos palpadores se salen de un campo del perímetro del cristal bruto amarrado, esto significa que el cristal bruto es demasiado pequeño en esta zona. El ordenador que controla el dispositivo está programado de tal modo que pueda realizar automáticamente un desplazamiento por vía de cálculo del contorno del cristal terminado, de tal modo que se encuentre completamente dentro del círculo del cristal bruto. La magnitud del desplazamiento calculado se visualiza y el operario decide si las magnitudes de desplazamiento son correctas, y si esto es así, se activa el proceso de mecanizado de acuerdo con los nuevos valores, pulsando para ello un botón. Este proceso se realiza sucesivamente para un cristal de gafas izquierdo y uno derecho sin que las correcciones eventualmente realizadas estén relacionadas de algún modo entre sí. Tampoco se encuentran en este documento ningunas indicaciones relativas a los criterios que aplica el operario para evaluar si los valores de corrección son correctos, y no se tienen en cuenta los valores ópticos de los cristales para gafas.
En el documento DE 41...
Reivindicaciones:
1. Procedimiento para la adaptación automática de cristales brutos (6) preparados con datos de pedido, para una montura de gafas especificada y para el mecanizado de los bordes con precisión para el ajuste, mediante por lo menos una máquina de mecanizado de bordes de cristales de gafas (1) controlada por CNC y que presenta un interfaz de introducción de datos, y que conforme a la invención consta de los siguientes pasos:
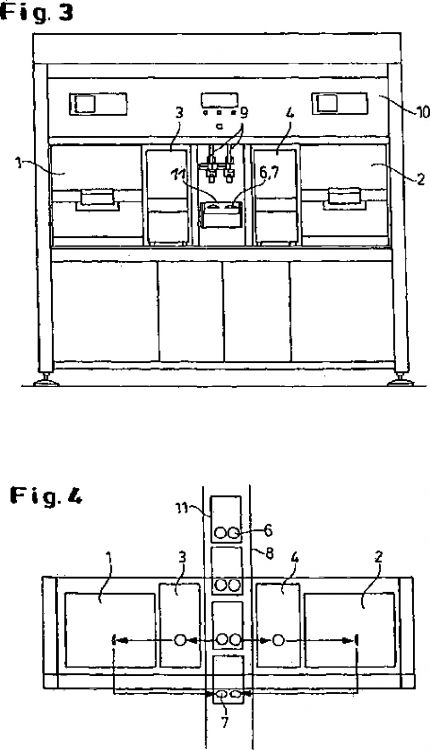
2. Procedimiento según la reivindicación 1, en el que los valores ópticos del cristal bruto (6) izquierdo y derecho, del centro óptico, y si procede, el emplazamiento de una parte próxima o de un canal de progresión se determinan mediante por lo menos un correspondiente equipo de medida (3, 4) y se transmiten al ordenador.
3. Procedimiento según la reivindicación 1 ó 2, en el que se determinan el diámetro de cristal bruto y/o las medidas del cristal bruto mediante por lo menos un equipo de medida correspondiente (3, 4) y se transmiten al ordenador.
4. Procedimiento según la reivindicación 1, en el que se determinan los valores ópticos, el centro óptico, y si procede el emplazamiento de una parte próxima o de un canal de progresión, el diámetro del cristal bruto y/o las medidas del cristal bruto del cristal bruto izquierdo y derecho mediante por lo menos un equipo correspondiente (3, 4) y se transmiten al ordenador.
5. Procedimiento según la reivindicación 4, en el que se emplean sendas máquinas de mecanizado de los bordes de los cristales de gafas (1) para el mecanizado en paralelo y simultáneo en el tiempo o decalado en el tiempo de un cristal de gafas (7) izquierdo y derecho en cada una, así como sendos aparatos de medida (3, 4) para la determinación en paralelo y simultánea en el tiempo o decalada en el tiempo de los valores ópticos, del centro óptico, y si procede del emplazamiento de una parte próxima o de un canal de progresión, del diámetro del cristal bruto y/o de las dimensiones del cristal bruto de sendos cristales de gafas (7) izquierdo y derecho.
6. Procedimiento según la reivindicación 4 ó 5, en el que se emplea por lo menos un equipo de manipulación (9) que recoge los pares de cristales brutos (6) de un sistema de transporte (8, 11), los coloca en el aparato de medida o en los aparatos de medida (3, 4), los retira del aparato de medida o de los aparatos de medida (3, 4) y los coloca para su mecanizado en la(s) máquina(s) de mecanizado de bordes de cristales de gafas (1), si son adecuados, o que segrega los pares de cristales de gafas (6) desechados, y retira los pares de cristales de gafas (7) ya mecanizados con forma de la o las máquina(s) de mecanizado de bordes de cristales de gafas (1) y los devuelve al sistema de transporte (8, 11), donde en el ordenador están memorizadas las tolerancias especificadas que se han de tener en cuenta con respecto al efecto prismático junto al centro óptico teniendo en cuenta la posición axial de las secciones principales de una parte cilíndrica y/o prismática, de la anchura de fusión vertical, de la capacidad de divergencia y convergencia para la fusión y de la medición del diámetro del cristal bruto y/o de las medidas del cristal bruto, así como los movimientos del equipo de manipulación o de los equipos de manipulación (3, 4) al colocarlos en la máquina de mecanizado de bordes de cristales de gafas (1), y se incorporan en los cálculos y comprobaciones.
7. Procedimiento según la reivindicación 6, en el que se tiene en cuenta la tolerancia de medición del centro óptico y/o del diámetro del cristal bruto y/o de las medidas del cristal bruto y/o la tolerancia de manipulación, de tal modo que en el ordenador se resten del diámetro de cristal que se ha determinado o de sus dimensiones, o se sumen a los valores radiales de las formas de los cristales terminados, cuando se lleve a cabo la superposición por vía de cálculo.
8. Procedimiento según la reivindicación 1 a 7, en el que en el cristal bruto (6) izquierdo y en el derecho se fijan sendos bloques o ventosas con el centraje calculado para el respectivo cristal bruto (6).
9. Procedimiento según una de las reivindicaciones 2 a 8, en el que el o los aparato(s) de medida (3, 4) se emplea o emplean para fijar sendos bloques o ventosas en el respectivo cristal bruto (6) con el centraje calculado para ello.
10. Procedimiento según una de las reivindicaciones 2 a 8, en el que los datos de centraje calculados para el cristal bruto izquierdo y derecho (6) se incorporan por vía de cálculo en los datos de mecanizado del borde.
Patentes similares o relacionadas:
 SISTEMA DE PROCESADO DE LENTES DE GAFAS Y UN SISTEMA DE PREPARACIÓN DE PROCESADO DE LENTES DE GAFAS, del 24 de Enero de 2011, de NIDEK CO., LTD.: APARATO DE ALINEAMIENTO AXIAL PARA EFECTUAR UN ALINEAMIENTO AXIAL Y UNIR UNA CONCAVIDAD, COMO UN POSICIONADOR DE PROCESAMIENTO, A UNA LENTE. […]
SISTEMA DE PROCESADO DE LENTES DE GAFAS Y UN SISTEMA DE PREPARACIÓN DE PROCESADO DE LENTES DE GAFAS, del 24 de Enero de 2011, de NIDEK CO., LTD.: APARATO DE ALINEAMIENTO AXIAL PARA EFECTUAR UN ALINEAMIENTO AXIAL Y UNIR UNA CONCAVIDAD, COMO UN POSICIONADOR DE PROCESAMIENTO, A UNA LENTE. […]
 PROCEDIMIENTO Y DISPOSITIVO DE PERFILADO DE UNA LENTE MEDIANTE RECORTE DE DICHA LENTE, del 19 de Octubre de 2010, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de perfilado de una lente óptica que comprende por lo menos una operación de rebordeado según un contorno deseado de la lente sostenida […]
PROCEDIMIENTO Y DISPOSITIVO DE PERFILADO DE UNA LENTE MEDIANTE RECORTE DE DICHA LENTE, del 19 de Octubre de 2010, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de perfilado de una lente óptica que comprende por lo menos una operación de rebordeado según un contorno deseado de la lente sostenida […]
 APARATO DE PROCESADO DE LENTES DE GAFAS, del 21 de Septiembre de 2010, de NIDEK CO., LTD.: Un aparato de procesado de lentes de gafas incluyendo:
medios de rotación de lente que tienen ejes de fijación de lente (702L, 702R) que sujetan una lente de gafas (LE), […]
APARATO DE PROCESADO DE LENTES DE GAFAS, del 21 de Septiembre de 2010, de NIDEK CO., LTD.: Un aparato de procesado de lentes de gafas incluyendo:
medios de rotación de lente que tienen ejes de fijación de lente (702L, 702R) que sujetan una lente de gafas (LE), […]
 APARATO DE PROCESADO DE LENTES DE GAFAS, del 30 de Agosto de 2010, de NIDEK CO., LTD.: Un aparato de procesado de lentes de gafas para procesar un borde periférico de una lente de gafas (LE) en base a datos de forma deseada de la lente, […]
APARATO DE PROCESADO DE LENTES DE GAFAS, del 30 de Agosto de 2010, de NIDEK CO., LTD.: Un aparato de procesado de lentes de gafas para procesar un borde periférico de una lente de gafas (LE) en base a datos de forma deseada de la lente, […]
 PROCEDIMIENTO DE PERFILADO DE UNA LENTE POR RECORTE DE DICHA LENTE, del 7 de Mayo de 2010, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de perfilado de una lente óptica que comprende al menos una operación de desbaste según un contorno deseado, procedimiento […]
PROCEDIMIENTO DE PERFILADO DE UNA LENTE POR RECORTE DE DICHA LENTE, del 7 de Mayo de 2010, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de perfilado de una lente óptica que comprende al menos una operación de desbaste según un contorno deseado, procedimiento […]
 DISPOSITIVO DE ENTRADA DE DATOS DE AGUJERO Y APARATO DE PROCESADO DE LENTES DE GAFAS QUE LO TIENE, del 3 de Marzo de 2010, de NIDEK CO., LTD.: Un dispositivo de entrada de datos de agujero para introducir datos de agujero incluyendo una posición de un agujero con respecto a una forma de lente deseada para formar el agujero […]
DISPOSITIVO DE ENTRADA DE DATOS DE AGUJERO Y APARATO DE PROCESADO DE LENTES DE GAFAS QUE LO TIENE, del 3 de Marzo de 2010, de NIDEK CO., LTD.: Un dispositivo de entrada de datos de agujero para introducir datos de agujero incluyendo una posición de un agujero con respecto a una forma de lente deseada para formar el agujero […]
 INSTALACION PARA EL MECANIZADO DE LA FORMA DE LOS BORDES DE CRISTALES DE GAFAS, del 18 de Febrero de 2010, de WERNICKE & CO. GMBH: Instalación para el mecanizado de la forma de los bordes de cristales de gafas con
- al menos una máquina de mecanizado controlada por CNC […]
INSTALACION PARA EL MECANIZADO DE LA FORMA DE LOS BORDES DE CRISTALES DE GAFAS, del 18 de Febrero de 2010, de WERNICKE & CO. GMBH: Instalación para el mecanizado de la forma de los bordes de cristales de gafas con
- al menos una máquina de mecanizado controlada por CNC […]
Material de revestimiento de prevención de la desviación, del 3 de Julio de 2019, de TOKAI OPTICAL CO., LTD: Un agente de revestimiento de prevención del desplazamiento con el que se reviste al menos una de las superficies frontal y posterior de manera que cuando se […]