APARATO DE PROCESADO DE LENTES DE GAFAS.
Un aparato de procesado de lentes de gafas para procesar un borde periférico de una lente de gafas (LE) en base a datos de forma deseada de la lente,
incluyendo el aparato:
un eje de sujeción de lente (102L, 102R) que está dispuesto para sujetar la lente;
una unidad de rotación de lente (120) que está dispuesta para girar el eje de sujeción de lente;
un eje de rotación de muela (161a) en el que están montadas una pluralidad de muelas (168) incluyendo una muela de desbastado (162, 166) y una muela de acabado (163, 164), estando dispuesta la pluralidad de muelas coaxialmente y de forma adyacente una a otra;
una unidad de rotación de muela (160) que está dispuesta para girar el eje de rotación de muela;
una unidad de movimiento en la dirección del eje X (103, 104, 140, 145) que está dispuesta para mover relativamente el eje de sujeción de lente en una dirección axial del eje de sujeción de lente como una dirección del eje X con respecto al eje de rotación de muela; una unidad de movimiento en la dirección del eje Y (101, 150, 155, 156, 157) que está dispuesta para mover relativamente el eje de sujeción de lente en una dirección en la que una distancia de eje a eje entre un eje del eje de sujeción de lente y un eje de eje de rotación de muela varía como una dirección del eje Y con respecto al eje de rotación de muela;
una unidad de cálculo (50) que está dispuesta para calcular la información de movimiento en la dirección del eje Y para desbastado para cada ángulo de rotación del eje de sujeción de lente en base a los datos de forma deseada de la lente y los datos de disposición;
una unidad de control (50) que está dispuesta para controlar la unidad de movimiento en la dirección del eje Y en base a la información de movimiento calculada en la dirección del eje Y;
caracterizado por
una unidad de entrada de datos de curva de lente (5, 50) que está dispuesta para introducir datos de curva de al menos una de una superficie refractiva delantera y una superficie refractiva trasera de la lente, obteniéndose los datos de curva en base a una posición de la superficie delantera y/o trasera de la lente medida por una unidad medidora (300L, 300R) u obteniéndose como datos conocidos,
estando dispuesta la unidad de cálculo para calcular información de movimiento en la dirección del eje X para desbastado correspondiente a la información de movimiento calculada en la dirección del eje Y de modo que una superficie de contacto de la lente con la muela de desbastado esté situada dentro de una anchura de la muela de desbastado desde el inicio del desbastado hasta el final del desbastado en base a los datos de forma deseada de la lente, los datos de disposición y los datos de curva, y
estando dispuesta la unidad de control para controlar la unidad de movimiento en la dirección del eje X en base a la información de movimiento calculada en la dirección del eje X
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08006108.
Solicitante: NIDEK CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 34-14, MAEHAMA HIROISHI-CHO,GAMAGORI-SHI AICHI.
Inventor/es: TAKEICHI,KYOJI.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Marzo de 2008.
Fecha Concesión Europea: 19 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B24B9/14E
Clasificación PCT:
- B24B9/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 9/00 Máquinas o dispositivos para trabajar con muela los bordes o biseles de piezas o para retirar rebabas; Accesorios a este efecto (B24B 21/00 tiene prioridad; para afilar aristas de corte de herramientas B24B 3/00; eliminación de rebabas por material abrasivo suelto B24B 31/00). › para piezas ópticas, p. ej. lentes, prismas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Aparato de procesado de lentes de gafas.
Antecedentes de la invención
La presente invención se refiere a un aparato de procesado de lentes de gafas para procesar un borde periférico de una lente de gafas.
EP 0 297 993 A2 describe un aparato según la parte de preámbulo de la reivindicación 1.
En un aparato de procesado de lentes de gafas para procesar un borde periférico de una lente de gafas por una pluralidad de muelas tal como una muela de desbastado para una lente de vidrio, una muela de desbastado para una lente de plástico y una muela de acabado para biselado y procesado plano están montadas en un eje de rotación de muela yuxtapuestas en relación paralela con ejes de sujeción de lente, y la pluralidad de muelas se giran integralmente (por ejemplo, véase USP6095896 (JP-A11-70451)). Además, hay una estructura en la que una muela de pulido está montada coaxialmente en ella. El borde periférico de la lente de gafas mantenido por los ejes de sujeción de lente es procesado primero por la muela de desbastado. Entonces, una distancia de eje a eje entre un eje de los ejes de sujeción de lente y un eje del eje de rotación de muela varía en base a datos de forma deseada de la lente para desbastar el borde periférico de la lente mientras queda un margen de acabado predeterminado.
En los últimos años, el diseño de las monturas de gafas se ha diversificado y se han propuesto muchas monturas de gafa que tienen una curva de montura pronunciada. En este caso, la lente de gafas también tiene una curva de lente pronunciada según la curva de montura ("lente de curva alta").
Sin embargo, en el aparato antes descrito, cuando la lente de curva alta que tiene la curva de lente pronunciada ha de ser desbastada controlando solamente la distancia de eje a eje entre los ejes de sujeción de lente y el eje de rotación de muela, hay posibilidad de que la lente sobresalga (se desvíe) de una anchura de la muela de desbastado. Si el borde periférico de la lente es desbastado mientras la lente sobresale de la anchura de la muela de desbastado, el borde periférico de la lente puede entrar en contacto con la muela de acabado dispuesta a continuación de la muela de desbastado, o el procesado pasa al procesado de acabado en un estado en que quede una parte que deberá ser desbastada. En este caso, hay peligro de que tenga lugar una carga excesiva, una desviación axial, o deformación y fisura de la lente al tiempo del procesado. Si la anchura de la muela de desbastado se hace suficientemente ancha, el tamaño del aparato es grande.
Resumen de la invención
Un objeto de la presente invención es proporcionar un aparato de procesado de lentes de gafas que puede realizar adecuadamente el desbastado de una lente de curva alta mientras que se elimina la proyección de la lente de una anchura de una muela de desbastado sin usar una muela ancha.
La consecución de este objeto se logra con las características de la reivindicación 1. Las reivindicaciones dependientes contienen realizaciones ventajosas de la presente invención.
Breve descripción de los dibujos
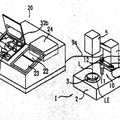
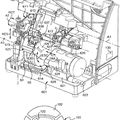
La figura 1 es una vista para explicar la unidad de procesado de un aparato de procesado de lentes de gafas según la presente invención.
La figura 2 es una vista para explicar una unidad medidora.
La figura 3 es una vista para la construcción de un grupo de muelas.
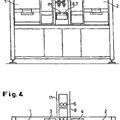
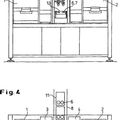
La figura 4 es una vista para explicar un sistema de control.
Las figuras 5A a 5B son vistas para explicar la medición de la posición de borde de una lente de gafas.
Las figuras 6A a 6B son vistas para explicar la medición de la posición de borde de una lente de gafas.
Las figuras 7A a 7C son vistas para explicar el control de una velocidad de rotación de lente de gafas.
La figura 8 es una vista para explicar una pantalla de simulación de una forma de bisel.
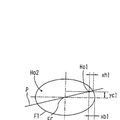
La figura 9 es una vista para explicar la relación posicional entre una lente de gafas y un grupo de muelas.
Las figuras 10A a 10B son segundas vistas para explicar la relación posicional entre una lente de gafas y un grupo de muelas.
Las figuras 11A a 11B son vistas para explicar la adquisición del tamaño de forma exterior antes del procesado de lente.
La figura 12 es una segunda vista para explicar la adquisición del tamaño de forma exterior antes del procesado de lente.
La figura 13 es una tercera vista para explicar la adquisición del tamaño de forma exterior antes del procesado de lente.
La figura 14 es una vista para explicar la formación de un bisel de una lente de curva alta.
Las figuras 15A a 15B son vistas para explicar la manera para adquirir datos de biselado.
Las figuras 16A a 16B son vistas para explicar el bisel en el lado delantero.
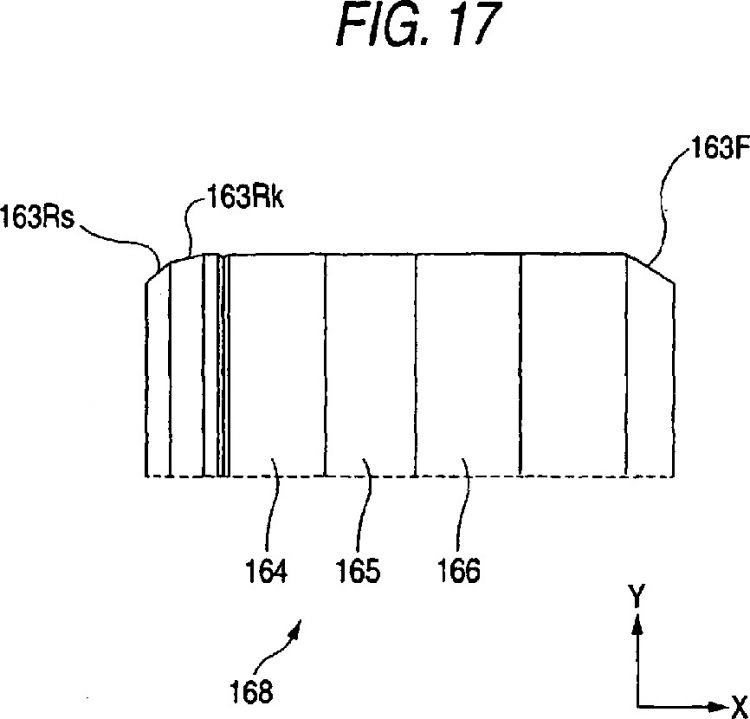
La figura 17 es una vista para explicar otra construcción de un grupo de muelas.
Descripción detallada de realizaciones preferidas
Ahora se explicará una realización de la invención con referencia a los dibujos. La figura 1 es una vista de la estructura esquemática de una unidad de procesado en un aparato de procesado de borde periférico de lente de gafas según la invención.
Una porción de carro 100 está montada en una base 170. Una lente de gafas LE a procesar es sujetada (fijada) por ejes de sujeción de lente (ejes de rotación de lente) 102L, 102R de un carro 101, y un borde periférico de la lente es empujado y procesado por un grupo de muelas 168 coaxialmente montado en un husillo de muela 161a. El grupo de muelas 168 está constituido por una muela de desbastado 162 para vidrio, una muela de acabado de bisel de curva alta (biselado) 163 para hacer que una pendiente de bisel forme un bisel en una lente de curva alta, una muela de acabado 164 que tiene una ranura en V (ranura de bisel) VG y un plano de procesado plano para formar el bisel en una lente de curva baja, una muela de acabado plano 165 y una muela de desbastado 166 para plástico. La muela 161a es girada por un motor 160.
El eje de sujeción de lente 102L es sujetado por un brazo izquierdo 101L del carro 101 y el eje de sujeción de lente 102R es sujetado por un brazo derecho 101R del carro 101 rotativa y coaxialmente. El eje de sujeción de lente 102R es movido hacia el eje de sujeción de lente 102L por un motor 110 montado en el brazo derecho 101 R, y la lente LE es sujetada por los ejes de sujeción de lente 102R y 102L. Además, los dos ejes de sujeción de lente 102R y 102L se giran en sincronismo uno con otro por un motor 120 montado en el brazo izquierdo 101L a través de un mecanismo de transmisión de rotación tal como un engranaje. Estos componentes constituyen una unidad de rotación de lente.
El carro 101 está montado en una base de soporte móvil 140 que se puede mover a lo largo de ejes 103 y 104 que se extienden en paralelo a los ejes de sujeción de lente 102R, 102L y el husillo de muela 161a. Un tornillo de bola (no representado) que se extiende en paralelo al eje 103, está unido a la parte trasera de la base de soporte móvil 140. El tornillo de bola está montado en el eje de giro de un motor de movimiento en la dirección del eje X 145. Por la rotación del motor 145, el carro 101 así como la base de soporte móvil 140 es movido linealmente en la dirección del eje X (dirección axial de los ejes de sujeción de lente). Estos componentes constituyen una unidad de movimiento en la dirección del eje X. El eje de giro del motor 145 está provisto de un codificador 146 para detectar el movimiento en la dirección del eje X del carro 101.
La base de soporte 140 está fijada con ejes 156 y 157 que se extienden en la dirección del eje Y (dirección en la que se cambia la distancia de eje a eje entre los ejes de sujeción de lente 102R, 102L y el husillo de muela 161a). El carro 101 está montado en la base de soporte 140 de modo que se pueda mover en la dirección del eje Y a lo largo de los ejes 156 y 157. En la base de soporte 140 se ha fijado un motor de movimiento en la dirección del eje Y 150. La rotación del motor 150 es transmitida a un tornillo de bola 155 que se extiende en la dirección del eje Y. Por la rotación del tornillo de bola 155, el carro 101 es movido en la dirección del eje Y. Estos componentes constituyen una unidad de movimiento en la dirección del eje Y. El eje de giro del motor 150 está provisto de un codificador 158 para detectar el movimiento en la dirección del eje Y del carro 101.
Con referencia a la figura 1, un mecanismo...
Reivindicaciones:
1. Un aparato de procesado de lentes de gafas para procesar un borde periférico de una lente de gafas (LE) en base a datos de forma deseada de la lente, incluyendo el aparato:
caracterizado por
una unidad de entrada de datos de curva de lente (5, 50) que está dispuesta para introducir datos de curva de al menos una de una superficie refractiva delantera y una superficie refractiva trasera de la lente, obteniéndose los datos de curva en base a una posición de la superficie delantera y/o trasera de la lente medida por una unidad medidora (300L, 300R) u obteniéndose como datos conocidos,
estando dispuesta la unidad de cálculo para calcular información de movimiento en la dirección del eje X para desbastado correspondiente a la información de movimiento calculada en la dirección del eje Y de modo que una superficie de contacto de la lente con la muela de desbastado esté situada dentro de una anchura de la muela de desbastado desde el inicio del desbastado hasta el final del desbastado en base a los datos de forma deseada de la lente, los datos de disposición y los datos de curva, y
estando dispuesta la unidad de control para controlar la unidad de movimiento en la dirección del eje X en base a la información de movimiento calculada en la dirección del eje X.
2. El aparato según la reivindicación 1, donde la unidad de cálculo calcula la información de movimiento en la dirección del eje X de modo que la superficie delantera de la lente esté situada en una posición predeterminada establecida en un lado de superficie delantera de lente de la muela de desbastado.
3. El aparato según la reivindicación 1, donde la unidad de cálculo calcula la información de movimiento en la dirección del eje X de modo que la superficie trasera de la lente esté situada en una posición predeterminada establecida en un lado de superficie trasera de lente de la muela de desbastado.
4. El aparato según la reivindicación 1, donde
la unidad de entrada de datos de curva de lente introduce los datos de curva de las superficies delantera y trasera de la lente, y
la unidad de cálculo calcula la información de movimiento en la dirección del eje X de modo que la superficie delantera de la lente esté situada en una posición más interior que un extremo de lado de superficie delantera de lente de la muela de desbastado y la superficie trasera de la lente esté situada en una posición más interior que un extremo de lado de superficie trasera de lente de la muela de desbastado.
5. El aparato según la reivindicación 1, donde
la unidad de cálculo determina si la superficie de contacto de la lente se desvía de la anchura de la muela de desbastado cuando la lente es desbastada mientras el movimiento del eje de sujeción de lente en la dirección del eje X es fijo, y calcula la información de movimiento en la dirección del eje X en base a que el eje de sujeción de lente es móvil en la dirección del eje X por la unidad de movimiento en la dirección del eje X solamente donde se determina que la superficie de contacto de la lente se desvía de la anchura de la muela de desbastado.
6. El aparato según la reivindicación 1 incluyendo además un selector de modo para seleccionar un modo de procesado de curva alta para procesar una lente de curva alta y un modo de procesado de curva baja para procesar una lente de curva baja, donde, cuando el selector de modo selecciona el modo de procesado de curva baja, la unidad de cálculo calcula la información de movimiento en la dirección del eje X de modo que el movimiento del eje de sujeción de lente en la dirección del eje X esté fijo en base a los datos de forma deseada de la lente y los datos de disposición.
7. El aparato según la reivindicación 6, donde, cuando el selector de modo selecciona el modo de procesado de curva alta, la unidad de cálculo calcula la información de movimiento en la dirección del eje X de modo que el eje de sujeción de lente sea móvil en la dirección del eje X en base a los datos de forma deseada de la lente, los datos de disposición y los datos de curva.
8. El aparato según la reivindicación 1, donde la unidad de cálculo calcula la información de movimiento en la dirección del eje X en base a los datos de forma deseada de la lente, los datos de disposición, los datos de curva y datos de diámetro de la lente, y los datos de diámetro se obtienen midiendo la lente por la unidad de medición o se obtienen como datos conocidos.
Patentes similares o relacionadas:
 SISTEMA DE PROCESADO DE LENTES DE GAFAS Y UN SISTEMA DE PREPARACIÓN DE PROCESADO DE LENTES DE GAFAS, del 24 de Enero de 2011, de NIDEK CO., LTD.: APARATO DE ALINEAMIENTO AXIAL PARA EFECTUAR UN ALINEAMIENTO AXIAL Y UNIR UNA CONCAVIDAD, COMO UN POSICIONADOR DE PROCESAMIENTO, A UNA LENTE. […]
SISTEMA DE PROCESADO DE LENTES DE GAFAS Y UN SISTEMA DE PREPARACIÓN DE PROCESADO DE LENTES DE GAFAS, del 24 de Enero de 2011, de NIDEK CO., LTD.: APARATO DE ALINEAMIENTO AXIAL PARA EFECTUAR UN ALINEAMIENTO AXIAL Y UNIR UNA CONCAVIDAD, COMO UN POSICIONADOR DE PROCESAMIENTO, A UNA LENTE. […]
 PROCEDIMIENTO Y DISPOSITIVO DE PERFILADO DE UNA LENTE MEDIANTE RECORTE DE DICHA LENTE, del 19 de Octubre de 2010, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de perfilado de una lente óptica que comprende por lo menos una operación de rebordeado según un contorno deseado de la lente sostenida […]
PROCEDIMIENTO Y DISPOSITIVO DE PERFILADO DE UNA LENTE MEDIANTE RECORTE DE DICHA LENTE, del 19 de Octubre de 2010, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de perfilado de una lente óptica que comprende por lo menos una operación de rebordeado según un contorno deseado de la lente sostenida […]
 APARATO DE PROCESADO DE LENTES DE GAFAS, del 21 de Septiembre de 2010, de NIDEK CO., LTD.: Un aparato de procesado de lentes de gafas incluyendo:
medios de rotación de lente que tienen ejes de fijación de lente (702L, 702R) que sujetan una lente de gafas (LE), […]
APARATO DE PROCESADO DE LENTES DE GAFAS, del 21 de Septiembre de 2010, de NIDEK CO., LTD.: Un aparato de procesado de lentes de gafas incluyendo:
medios de rotación de lente que tienen ejes de fijación de lente (702L, 702R) que sujetan una lente de gafas (LE), […]
 PROCEDIMIENTO DE PERFILADO DE UNA LENTE POR RECORTE DE DICHA LENTE, del 7 de Mayo de 2010, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de perfilado de una lente óptica que comprende al menos una operación de desbaste según un contorno deseado, procedimiento […]
PROCEDIMIENTO DE PERFILADO DE UNA LENTE POR RECORTE DE DICHA LENTE, del 7 de Mayo de 2010, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de perfilado de una lente óptica que comprende al menos una operación de desbaste según un contorno deseado, procedimiento […]
 PROCEDIMIENTO APLICABLE A UN DISPOSITIVO PARA EL MECANIZADO DE LOS BORDES DE CRISTALES DE GAFAS, del 31 de Marzo de 2010, de BUCHMANN DEUTSCHLAND GMBH: Procedimiento para la adaptación automática de cristales brutos preparados con datos de pedido, para una montura de gafas especificada y para el mecanizado […]
PROCEDIMIENTO APLICABLE A UN DISPOSITIVO PARA EL MECANIZADO DE LOS BORDES DE CRISTALES DE GAFAS, del 31 de Marzo de 2010, de BUCHMANN DEUTSCHLAND GMBH: Procedimiento para la adaptación automática de cristales brutos preparados con datos de pedido, para una montura de gafas especificada y para el mecanizado […]
 DISPOSITIVO DE ENTRADA DE DATOS DE AGUJERO Y APARATO DE PROCESADO DE LENTES DE GAFAS QUE LO TIENE, del 3 de Marzo de 2010, de NIDEK CO., LTD.: Un dispositivo de entrada de datos de agujero para introducir datos de agujero incluyendo una posición de un agujero con respecto a una forma de lente deseada para formar el agujero […]
DISPOSITIVO DE ENTRADA DE DATOS DE AGUJERO Y APARATO DE PROCESADO DE LENTES DE GAFAS QUE LO TIENE, del 3 de Marzo de 2010, de NIDEK CO., LTD.: Un dispositivo de entrada de datos de agujero para introducir datos de agujero incluyendo una posición de un agujero con respecto a una forma de lente deseada para formar el agujero […]
 INSTALACION PARA EL MECANIZADO DE LA FORMA DE LOS BORDES DE CRISTALES DE GAFAS, del 18 de Febrero de 2010, de WERNICKE & CO. GMBH: Instalación para el mecanizado de la forma de los bordes de cristales de gafas con
- al menos una máquina de mecanizado controlada por CNC […]
INSTALACION PARA EL MECANIZADO DE LA FORMA DE LOS BORDES DE CRISTALES DE GAFAS, del 18 de Febrero de 2010, de WERNICKE & CO. GMBH: Instalación para el mecanizado de la forma de los bordes de cristales de gafas con
- al menos una máquina de mecanizado controlada por CNC […]
Material de revestimiento de prevención de la desviación, del 3 de Julio de 2019, de TOKAI OPTICAL CO., LTD: Un agente de revestimiento de prevención del desplazamiento con el que se reviste al menos una de las superficies frontal y posterior de manera que cuando se […]