INSTALACION PARA EL MECANIZADO DE LA FORMA DE LOS BORDES DE CRISTALES DE GAFAS.
Instalación para el mecanizado de la forma de los bordes de cristales de gafas con
- al menos una máquina de mecanizado (1) controlada por CNC para el mecanizado de la forma de un cristal de gafas,
- al menos un dispositivo (3, 4) para determinar los valores ópticos, el centro óptico, la posición del eje de un pulido cilíndrico o prismático, la posición de un segmento para visión de cerca y/o la posición del canal de progresión de un cristal de gafas (6) realizado como cristal progresivo,
- al menos un aparato de manipulación (9) para recoger los cristales brutos (6) de un dispositivo de transporte (8), para insertar un cristal bruto (6) en el dispositivo (3, 4), para retirarlo del dispositivo (3, 4), para insertarlo en una máquina de mecanizado (1, 2), respectivamente, y para devolverlo al dispositivo de transporte (8), en la que el al menos un dispositivo (3, 4) tiene una conexión de datos (5) con al menos una máquina de mecanizado (1, 2), caracterizada porque el al menos un aparato de manipulación (9) está dispuesto de forma desplazable en una guía (10) que cubre la máquina de mecanizado (1, 2) a modo de pórtico, está configurado como un simple robot "pick and place", y los datos del cristal bruto (6) registrados por el dispositivo (3, 4) se tienen en cuenta en el mecanizado de bordes del cristal bruto (6) con precisión en cuanto a la posición y al ángulo, controlado por CNC mediante la máquina de mecanizado (1, 2)
Tipo: Resumen de patente/invención. Número de Solicitud: W0102710EP.
Solicitante: WERNICKE & CO. GMBH.
Nacionalidad solicitante: Alemania.
Dirección: JAGERSTRASSE 58,40231 DUSSELDORF.
Inventor/es: WERNER, RALF, KITTING, FRITZ, LUDERICH,JOERG.
Fecha de Publicación: .
Fecha Concesión Europea: 4 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B24B51/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › Sistemas para el control automático de una serie de operaciones sucesivas de amolado de una pieza.
- B24B9/14D
- B24B9/14E
Clasificación PCT:
- B24B51/00 B24B […] › Sistemas para el control automático de una serie de operaciones sucesivas de amolado de una pieza.
- B24B9/14 B24B […] › B24B 9/00 Máquinas o dispositivos para trabajar con muela los bordes o biseles de piezas o para retirar rebabas; Accesorios a este efecto (B24B 21/00 tiene prioridad; para afilar aristas de corte de herramientas B24B 3/00; eliminación de rebabas por material abrasivo suelto B24B 31/00). › para piezas ópticas, p. ej. lentes, prismas.
Clasificación antigua:
Fragmento de la descripción:
Instalación para el mecanizado de la forma de los bordes de cristales de gafas.
La invención se refiere una instalación para el mecanizado de la forma de los bordes de cristales de gafas según el preámbulo de la reivindicación 1 ó 2. Una instalación de este tipo se conoce por el documento DE 4127 094 A.
En el documento DE 41 27 094 A se describe una instalación para pulir las superficies ópticas y/o el borde circunferencial de cristales de gafas con al menos una muela abrasiva, al menos un dispositivo de sujeción giratorio para un cristal bruto, al menos un dispositivo para el control del pulido según valores ópticos predeterminables y/o de una forma de contorno predeterminable del cristal de gafas, al menos un dispositivo de entrada para los valores ópticos del cristal de gafas y/o para los valores de descentración de la forma de contorno predeterminada y/o la posición del eje y/o la del segmento para visión de cerca con respecto al eje óptico de un cristal bruto que ha de ser pulido y al menos un dispositivo de control conectado con el dispositivo de entrada. Además, está previsto al menos un aparato de manipulación controlado por CNC conectado con el dispositivo de control para el alojamiento y posicionamiento del cristal bruto según los valores introducidos en el dispositivo de entrada y para la inserción del cristal bruto en la posición correspondientemente exacta en el dispositivo de sujeción. Mediante este aparato de manipulación puede insertarse un cristal bruto que ha de ser mecanizado en una máquina para el mecanizado de los bordes de cristales de gafas. Se mecaniza en la misma y se retira a continuación nuevamente de la máquina para el mecanizado de los bordes de cristales de gafas. Cuando se necesita para el mecanizado de los bordes de cristales de gafas mediante la máquina para el mecanizado de los bordes de cristales de gafas un bloque o una ventosa fijados en la pieza bruta del cristal de gafas, la pieza bruta de cristal de gafas puede insertarse mediante el aparato de manipulación según los valores determinados en un refractómetro del ángulo vertical en la posición exacta en el dispositivo de bloqueo y tras la colocación de una ventosa o de un bloque de sujeción llevarse a una de las máquinas para el mecanizado de los bordes de cristales de gafas. Puesto que por lo general deben fabricarse un cristal de gafas derecho y uno izquierdo, los cristales brutos correspondientes se insertan uno tras otro en la máquina para el mecanizado de los bordes de cristales de gafas y se vuelven a retirar tras el mecanizado. Si bien se describen en el documento DE 41 27 094 A también varias máquinas para el mecanizado de los bordes de cristales de gafas, dispuestas una al lado de la otra, no se hace referencia al mecanizado del borde de los cristales de gafas izquierdos y derechos en distintas máquina. En el documento DE 44 14 784 C2 de la misma solicitante también está descrita una instalación para pulir el borde circunferencial y/o una superficie óptica de cristales de gafas con al menos una muela abrasiva, al menos un dispositivo de sujeción giratorio para un cristal bruto, al menos un dispositivo para el pulido del cristal bruto de forma controlada por CNC según una forma de contorno predeterminable del cristal de gafas, al menos un dispositivo de entrada conectado con el dispositivo de control para los valores ópticos del cristal de gafas acabado, como la posición del eje de un pulido cilíndrico o prismático y/o la posición de un segmento para visión de cerca y/o los valores de descentración de la forma de contorno predeterminada con respecto al eje óptico del cristal bruto, en la que están previstos al menos un aparato de manipulación para el alojamiento y posicionamiento del cristal bruto según los valores introducidos en el dispositivo de entrada y un dispositivo de detección dispuesto en el área de trabajo del aparato de manipulación, formado por un dispositivo de sujeción para el cristal bruto, un dispositivo de iluminación para el cristal bruto sujetado en el dispositivo de sujeción y un dispositivo de exploración optoelectrónica con un sistema electrónico de procesamiento de imágenes y de valoración para detectar marcas habituales, como puntos, cruces, muescas en el borde del cristal bruto o la posición de un segmento para visión de cerca existentes y un dispositivo de control para el aparato de manipulación para la inserción del cristal bruto en la posición exacta en el dispositivo de sujeción en función de las marcas detectadas por el dispositivo de detección.
Un cristal bruto marcado mediante puntos, cruces, muescas en el borde circunferencial y/o al menos un segmento para visión de cerca claramente delimitado se inserta mediante el aparato de manipulación o manualmente en el dispositivo de sujeción del dispositivo de detección, a continuación de lo cual el dispositivo de detección realizado como cámara CCD toma una imagen del cristal bruto, la valora mediante el sistema electrónico de procesamiento de imágenes y valoración determinando las señales respecto a la posición del eje de un pulido cilíndrico o prismático y/o la posición de un segmento para visión de cerca y introduciéndolas en el dispositivo de control para el aparato de manipulación. El aparato de manipulación recoge a continuación el cristal bruto en la posición exacta respecto a dichos valores ópticos y/o valores de descentración e inserta el cristal bruto según estos valores en el dispositivo de sujeción de una máquina para el mecanizado de los bordes de cristales de gafas que realiza a continuación automáticamente el pulido de la forma del cristal bruto de forma controlada por CNC.
El aparato de manipulación presenta un recogedor móvil con una sola ventosa para introducir los cristales brutos en el dispositivo de detección y varias ventosas dispuestas en forma de arco para hacer pasar los cristales brutos del dispositivo de detección al dispositivo de sujeción giratorio, estando garantizado un alojamiento céntrico entre los medios árboles del dispositivo de sujeción giratorio gracias a las ventosas dispuestas en forma de arco.
Mediante esta instalación conocida, el aparato de manipulación recoge sucesivamente un cristal de gafas izquierdo y uno derecho y los inserta en una máquina para el mecanizado de los bordes de cristales de gafas dispuesta en el área de trabajo del aparato de manipulación y los retira de ésta.
En el documento DE 298 23 464 5 U1 de la misma solicitante está descrita una instalación para el mecanizado de la forma de los bordes de cristales de gafas con una máquina de mecanizado para el mecanizado de la forma de un cristal de gafas izquierdo, una máquina de mecanizado para el mecanizado de la forma de un cristal de gafas derecho, un dispositivo de transporte dispuesto entre las dos máquinas de mecanizado para cristales brutos y acabados, al menos un aparato de manipulación dispuesto de forma móvil entre el dispositivo de transporte y las dos máquinas de mecanizado para retirar los cristales brutos del dispositivo de transporte, para insertar un cristal bruto, respectivamente, en una máquina de mecanizado, respectivamente, para retirar un cristal bruto acabado de mecanizar, respectivamente, de una máquina de mecanizado, respectivamente, y para devolverlos al dispositivo de transporte. Gracias al dispositivo de transporte dispuesto entre las dos máquinas de mecanizado, los dos cristales brutos que han de ser mecanizados se transportan al área del aparato de manipulación, son recogidos por el aparato de manipulación, son insertados en las dos máquinas de mecanizado y mecanizados al mismo tiempo, de modo que no es necesaria una inserción manual de los cristales brutos en las máquinas para el mecanizado de los bordes de cristales de gafas ni se pierde tiempo para mecanizar un cristal de gafas izquierdo y uno derecho.
Cuando los cristales brutos en un aparato de centraje conocido están provistos, respectivamente según la descentración para un cristal de gafas izquierdo y uno derecho, la posición angular de un pulido prismático o cilíndrico y/o la posición de un segmento para visión de cerca, en una posición exacta de un bloque o de una ventosa y están dispuestos en la posición correcta en las cajas de transporte con respecto a la posición de alojamiento de los árboles de sujeción de cristales de gafas en las máquinas para el mecanizado de los bordes de cristales de gafas, los aparatos de manipulación sólo tienen que recoger los cristales brutos e insertarlos según la posición en la que han sido recogidos en los árboles de sujeción de cristales de gafas, de modo que los aparatos de manipulación sólo deben realizar movimientos sencillos, que se repiten una...
Reivindicaciones:
1. Instalación para el mecanizado de la forma de los bordes de cristales de gafas con
- - al menos una máquina de mecanizado (1) controlada por CNC para el mecanizado de la forma de un cristal de gafas,
- - al menos un dispositivo (3, 4) para determinar los valores ópticos, el centro óptico, la posición del eje de un pulido cilíndrico o prismático, la posición de un segmento para visión de cerca y/o la posición del canal de progresión de un cristal de gafas (6) realizado como cristal progresivo,
- - al menos un aparato de manipulación (9) para recoger los cristales brutos (6) de un dispositivo de transporte (8), para insertar un cristal bruto (6) en el dispositivo (3, 4), para retirarlo del dispositivo (3, 4), para insertarlo en una máquina de mecanizado (1, 2), respectivamente, y para devolverlo al dispositivo de transporte (8), en la que el al menos un dispositivo (3, 4) tiene una conexión de datos (5) con al menos una máquina de mecanizado (1, 2),
caracterizada porque el al menos un aparato de manipulación (9) está dispuesto de forma desplazable en una guía (10) que cubre la máquina de mecanizado (1, 2) a modo de pórtico, está configurado como un simple robot "pick and place", y los datos del cristal bruto (6) registrados por el dispositivo (3, 4) se tienen en cuenta en el mecanizado de bordes del cristal bruto (6) con precisión en cuanto a la posición y al ángulo, controlado por CNC mediante la máquina de mecanizado (1, 2).
2. Instalación para el mecanizado de la forma de los bordes de cristales de gafas con
- - al menos una máquina de mecanizado (1) controlada por CNC para el mecanizado de la forma de un cristal de gafas,
- - al menos un dispositivo (3, 4) para determinar los valores ópticos, el centro óptico, la posición del eje de un pulido cilíndrico o prismático, la posición de un segmento para visión de cerca y/o la posición del canal de progresión de un cristal de gafas (6) realizado como cristal progresivo,
- - al menos un aparato de manipulación (9) para recoger los cristales brutos (6) de un dispositivo de transporte (8), para insertar un cristal bruto (6) en el dispositivo (3, 4), para retirarlo del dispositivo (3, 4), para insertarlo en una máquina de mecanizado (1, 2), respectivamente, y para devolverlo al dispositivo de transporte (8),
caracterizada porque el al menos un aparato de manipulación (9) está dispuesto de forma desplazable en una guía (10) que cubre la máquina de mecanizado (1, 2) a modo de pórtico, está configurado como un simple robot "pick and place", y el al menos un dispositivo (3, 4) está provisto de un dispositivo, respectivamente, para la colocación de un bloque o una ventosa en la posición y el ángulo correctos en el cristal bruto (6) en función de los datos del cristal bruto (6) registrados, presentando el bloque o la ventosa alojamientos, que son complementarios a alojamientos correspondientes en un árbol de sujeción del cristal de gafas de la máquina de mecanizado (1, 2) y definen la posición y el ángulo del cristal bruto (6) al insertarlo en la máquina de mecanizado (1, 2).
3. Instalación para el mecanizado de la forma de los bordes de cristales de gafas según la reivindicación 1 ó 2 con
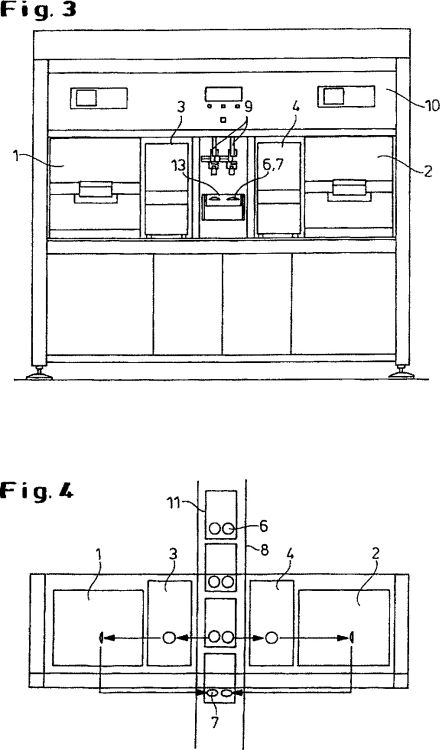
- - una máquina de mecanizado (1) para el mecanizado de la forma de un cristal de gafas izquierdo,
- - una máquina de mecanizado (2) para el mecanizado de la forma de un cristal de gafas derecho,
- - un dispositivo de transporte (8) para cristales brutos y acabados (6, 7) dispuesto entre las dos máquinas de mecanizado (1, 2),
- - al menos un dispositivo (3, 4) para determinar los valores ópticos, el centro óptico, la posición del eje de un pulido cilíndrico o prismático, la posición de un segmento para visión de cerca y/o la posición del canal de progresión de un cristal de gafas (6) realizado como cristal progresivo,
- - al menos un aparato de manipulación (9) dispuesto de forma móvil entre el dispositivo de transporte (8) y las dos máquinas de mecanizado (1, 2) para recoger los cristales brutos (6) del dispositivo de transporte (8), para insertar un cristal bruto (6) en el dispositivo (3, 4), para retirarlo del dispositivo (3, 4), para insertarlo en una máquina de mecanizado (1, 2), respectivamente, para retirar un cristal de gafas (7) respectivamente acabado de mecanizar de una máquina de mecanizado (1, 2), respectivamente, y para devolverlo al dispositivo de transporte (8).
4. Instalación según la reivindicación 3, en la que los dispositivos (3, 4) tienen una conexión de datos con el aparato de manipulación (9) y los datos de los cristales brutos (6) registrados por los dispositivos (3, 4) se tienen en cuenta al insertarse los cristales brutos (6) de forma controlada por CNC en la posición y en el ángulo exactos en las máquinas de mecanizado (1, 2).
5. Instalación según la reivindicación 4, en la que el al menos un aparato de manipulación (9) está dispuesto de forma móvil en una guía (10) que cubre la máquina de mecanizado (1, 2) a modo de pórtico.
6. Instalación según la reivindicación 4 ó 5, en la que está previsto un aparato de manipulación (9), respectivamente, para una máquina de mecanizado (1, 2), respectivamente, de forma móvil entre el dispositivo de transporte (8) y la máquina de mecanizado (1, 2) correspondiente.
7. Instalación según una de las reivindicaciones 3 a 6, en la que una cinta transportadora para el acarreo de cristales brutos (6) y para la evacuación de las parejas de cristales acabado (7) está dispuesta respectivamente de forma paralela a las dos máquinas de mecanizado (1, 2) y el dispositivo de transporte (8) entre las máquinas de mecanizado (1, 2) también está formado por una cinta transportadora, que se extiende perpendicularmente respecto a las otras dos cintas transportadoras, recogiéndose los cristales brutos (6) por parejas de una caja de transporte (13) transportada por las cintas transportadoras y devolviéndose los mismos a ésta.
8. Instalación según una de las reivindicaciones 3 a 7, en la que las máquinas de mecanizado (1, 2) presentan un árbol de sujeción de cristal de gafas que gira lentamente, así como paralelamente al eje del mismo una disposición de muelas abrasivas extendiéndose los ejes de los árboles de sujeción de los cristales de gafas uno paralelo al otro y a la dirección de transporte del dispositivo de transporte (8).
9. Instalación según la reivindicación 3 ó 7, en la que las máquinas de mecanizado (1, 2) presentan un árbol de sujeción de cristales de gafas que gira lentamente, así como paralelamente al eje del mismo una disposición de muelas abrasivas extendiéndose los ejes de los árboles de sujeción de los cristales de gafas de forma coaxial uno respecto al otro y en la dirección perpendicular respecto a la dirección de transporte del dispositivo de transporte (8).
10. Instalación según una de las reivindicaciones 4 a 9, en la que cada máquina de mecanizado (1, 2) tiene asignado un dispositivo (3, 4).
11. Instalación según la reivindicación 10, en la que los dispositivos (3, 4) están dispuestos respectivamente de forma adyacente al dispositivo de transporte (8).
12. Instalación según la reivindicación 10, en la que las máquinas de mecanizado (1, 2) están dispuestas respectivamente de forma adyacente al dispositivo de transporte (8).
13. Instalación según la reivindicación 11 ó 12, en la que las máquinas de mecanizado (1, 2) y los dispositivos (3, 4) están dispuestos unos al lado de otros y de forma alineada entre sí.
Patentes similares o relacionadas:
CENTRO DE RECTIFICACIÓN Y PROCEDIMIENTO PARA LA RECTIFICACIÓN SIMULTÁNEA DE VARIOS COJINETES Y SUPERFICIES EXTREMAS DE EJES CIGÜEÑALES, del 21 de Noviembre de 2011, de ERWIN JUNKER MASCHINENFABRIK GMBH: Centro de rectificación para rectificar ejes cigüeñales que presentan cojinete principal , cojinete de elevación y superficies finales , […]
PROCEDIMIENTO PARA CONTROLAR UN PROCEDIMIENTO DE FABRICACIÓN DE LENTES, del 12 de Agosto de 2011, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento para controlar un procedimiento de fabricación de lentes caracterizado porque comprende las etapas de: a) fabricar una lente maestra según […]
 SISTEMA DE PROCESAMIENTO DE LENTES PARA GAFAS, del 1 de Marzo de 2010, de NIDEK CO., LTD.: Un sistema de procesamiento de lentes para gafas para procesar un borde periférico de cada una de las lentes para gafas izquierda y derecha (LE), comprendiendo el […]
SISTEMA DE PROCESAMIENTO DE LENTES PARA GAFAS, del 1 de Marzo de 2010, de NIDEK CO., LTD.: Un sistema de procesamiento de lentes para gafas para procesar un borde periférico de cada una de las lentes para gafas izquierda y derecha (LE), comprendiendo el […]
DISPOSITIVO DE MEDICION DE FORMA DE LENTE Y DISPOSITIVO DE MECANIZADO DE LENTES OFTALMICAS PROVISTO DE ESTE ULTIMO., del 1 de Noviembre de 2005, de NIDEK CO., LTD.: Un dispositivo medidor de forma de lente deseada para medir una forma de lente deseada que se usará para procesar una lente de gafa, incluyendo […]
DISPOSITIVO DE INTRODUCCION DE LA TOPOGRAFIA DE UNA LENTE OFTALMICA Y MAQUINA DE PULIDO DE LENTE., del 1 de Junio de 2005, de NIDEK CO., LTD.: SE PRESENTA UN DISPOSITIVO DE ENTRADA DE FORMATOS DE LENTES PARA GAFAS CON EL QUE SE PUEDEN CONFIGURAR FACILMENTE COMANDOS PARA LA INTRODUCCION […]
MAQUINA PARA PULIR LOS CRISTALES DE GAFAS., del 16 de Mayo de 2005, de NIDEK CO., LTD.: SE PRESENTA UNA MAQUINA ESMERILADORA DE LENTES PARA GAFAS, QUE ASEGURA QUE PUEDA FORMARSE FACILMENTE EL CHAFLAN EN LA PERIFERIA DE UNA LENTE […]
APARATO Y PROCEDIMIENTO PARA MEDIR LOS DIAMETROS DE LA MUÑEQUILLAS DE UN CIGUEÑAL., del 16 de Julio de 2004, de MARPOSS SOCIETA PER AZIONI: Aparato para verificar el diámetro de muñequillas , que giran alrededor de un eje geométrico , en el transcurso del mecanizado en una máquina […]
 METODO Y APARATO PARA RECTIFICAR LENTES PARA GAFAS, del 1 de Marzo de 2009, de NIDEK CO., LTD.: UN APARATO PULIDOR DE LENTES PARA GAFAS QUE REALIZA UN BISELADO EN LA LENTE DE LAS GAFAS AL TIEMPO QUE REDUCE SUFICIENTEMENTE LA VARIACION DEL TAMAÑO DEL […]
METODO Y APARATO PARA RECTIFICAR LENTES PARA GAFAS, del 1 de Marzo de 2009, de NIDEK CO., LTD.: UN APARATO PULIDOR DE LENTES PARA GAFAS QUE REALIZA UN BISELADO EN LA LENTE DE LAS GAFAS AL TIEMPO QUE REDUCE SUFICIENTEMENTE LA VARIACION DEL TAMAÑO DEL […]