PROCEDIMIENTO DE POSICIONADO DE UNA HERRAMIENTA DE ENSAMBLAJE EN EL EXTREMO DE UN BRAZO ARTICULADO Y DISPOSITIVO PARA SU REALIZACION.
Procedimiento de posicionado con respecto a una superficie (14) de un efector (12) que comprende por lo menos una herramienta prevista para efectuar una etapa de ensamblaje tal como por ejemplo una perforación o un remachado,
estando dicho efector (12) aplicado en el extremo de un brazo articulado (10) susceptible de aplicar por medio de dicho efector (12) un esfuerzo contra dicha superficie (14), comprendiendo dicho efector (12) una pared frontal (22) frente a dicha superficie (14), caracterizado porque comprende las etapas que consisten en:
- medir un movimiento relativo entre dicha pared frontal (22) y una placa de apoyo (30) que comprende por lo menos una parte susceptible de apoyarse directamente o indirectamente contra dicha superficie (14) y estar inmóvil con respecto a dicha superficie, estando dicha placa de apoyo (30) unida a dicha pared frontal (22) de manera que puede desplazarse según por lo menos una dirección paralela a dicha pared frontal, y
- mandar dicho brazo articulado (10) con el fin de que efectúe un movimiento que prevé compensar el movimiento relativo medido
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/050741.
Solicitante: ALEMA AUTOMATION.
Nacionalidad solicitante: Francia.
Dirección: AVENUE HENRI BECQUEREL, PARC D'ACTIVITES KENNEDY,33700 MERIGNAC.
Inventor/es: PRAT,PHILIPPE, MALVAUT,JEAN, VILLEGOUREIX,FRANCK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21J15/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › especialmente adaptadas al remachado de piezas determinadas, p. ej. máquinas para poner guarniciones de frenos.
- B25J15/00E
- B25J17/02B
Clasificación PCT:
- B21J15/10 B21J 15/00 […] › Máquinas para remachar (elementos de calefacción eléctrica H05B).
- B25J15/00 B […] › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25J MANIPULADORES; RECINTOS CON DISPOSITIVOS DE MANIPULACION INTEGRADOS (dispositivos robóticos para recolección individual de frutas, hortalizas, lúpulo y similares A01D 46/30; manipuladores de agujas para cirugía A61B 17/062; manipuladores asociados a las laminadoras B21B 39/20; manipuladores asociados a las máquinas de forja B21J 13/10; medios para mantener las ruedas o sus elementos B60B 30/00; grúas B66C; disposiciones para la manipulación del combustible o de otros materiales utilizados en el interior de reactores nucleares G21C 19/00; combinación estructural de manipuladores con celdas o recintos protegidos contra la radiación G21F 7/06). › Cabezas de aprehensión.
- B25J17/02 B25J […] › B25J 17/00 Uniones. › Uniones articuladas.
Fragmento de la descripción:
Procedimiento de posicionado de una herramienta de ensamblaje en el extremo de un brazo articulado y dispositivo para su realización.
La presente invención se refiere a un procedimiento de posicionado de una herramienta de ensamblaje tal como por ejemplo una herramienta de perforación o de remachado dispuesta en el extremo de un brazo articulado, que permite en particular evitar el deslizamiento de la herramienta, y eventualmente corregir el ángulo de incidencia de la herramienta de manera que se posicione según la normal a la superficie a mecanizar. La invención se refiere más particularmente a un procedimiento según el preámbulo de la reivindicación 1, a un efector según el preámbulo de la reivindicación 3, así como a un dispositivo para la realización de dicho procedimiento.
Un procedimiento y un efector de este tipo son conocidos a partir del documento US-A-2005 172 481.
En el campo de la aeronáutica al cual está más particularmente destinada la invención, numerosas piezas del fuselaje y del plano de sustentación de una aeronave son ensambladas por remachado. Este ensamblaje puede prever las etapas que consisten en posicionar las piezas a ensamblar una con respecto a la otra, perforar las dos piezas, controlar eventualmente las perforaciones, depositar una masilla de estanqueidad, colocar un elemento de unión tal como un remache y por último controlar el ensamblaje obtenido. Estas diferentes etapas se repiten para todos los orificios que se realizan según una cartografía determinada.
Para que los elementos sean correctamente ensamblados, conviene que se respete la cartografía de los orificios y que preferentemente, los orificios y/o los remaches sean dispuestos según la normal a la superficie.
Para realizar este ensamblaje, una primera solución consiste en utilizar una máquina especial con unos desplazamientos cartesianos. Este tipo de máquina comprende un pórtico con dos largueros a lo largo de los cuales se puede desplazar una traviesa a lo largo de la cual se puede desplazar un brazo telescópico en el extremo del cual es susceptible de estar dispuesta una herramienta. Los largueros, la traviesa y el brazo telescópico materializan los tres ejes de traslaciones, siendo los movimientos de rotación susceptibles de ser previstos a nivel del extremo del brazo.
Este tipo de máquina tiene la ventaja de tener una estructura rígida lo que permite aplicar unos esfuerzos relativamente importantes por medio de la herramienta, en particular cuando tiene lugar la etapa de perforación, evitando al mismo tiempo el deslizamiento de la herramienta con el fin de respetar la cartografía de los orificios.
Sin embargo, este tipo de máquina adolece del inconveniente principal de ser fija. Así, es necesario desplazar los elementos a ensamblar bajo esta estructura lo que puede constituir un riesgo de daño para dichos elementos. Por otra parte, esta máquina sólo puede aceptar unos elementos a ensamblar que no sobrepasen de un cierto gálibo en función de las dimensiones de la estructura. Por consiguiente, este tipo de maquina está normalmente reservada a unas piezas de pequeño volumen.
En efecto, si bien es posible imaginar una estructura de grandes dimensiones, esta última en razón de estas dimensiones tendría unas dispersiones dimensionales tales que no permitirían respetar la cartografía de los orificios. Además, una estructura de este tipo tendría un coste prohibitivo.
Para evitar estos inconvenientes, la operación de ensamblaje se puede realizar utilizando un brazo articulado que comprende en su extremo libre un portaherramientas denominado a continuación efector, como muestra el documento US-A-2005 172 481. Los brazos articulados pueden desplazarse fácilmente alrededor de una estructura de aeronave en curso de ensamblaje, lo que permite ensamblar unos elementos de grandes dimensiones y evitar desplazarlos, contrariamente a las máquinas con desplazamientos cartesianos. Según otra ventaja, los brazos articulados son unos productos comercializados en gran cantidad, por lo que esta solución tiene un coste inferior a las máquinas especiales con desplazamientos cartesianos.
De manera conocida, un brazo articulado comprende generalmente una base pivotante sobre la cual está aplicado un primer segmento susceptible de pivotar según un primer eje de rotación horizontal, estando un segundo segmento articulado según un segundo eje de rotación horizontal con respecto al extremo libre del primer segmento. El extremo libre del segundo segmento comprende generalmente una tercera articulación, incluso una cuarta articulación según dos ejes de rotación sustancialmente perpendiculares.
Estas diferentes articulaciones permiten desplazar el efector en un espacio en tres dimensiones X, Y, Z y orientarlo según tres ejes de rotación Rx, Ry, Rz.
El efector comprende generalmente un chasis rígido con, en la parte delantera, una superficie susceptible de ser aplicada contra el elemento a mecanizar o a ensamblar y, en la parte posterior, unos medios de acoplamiento al extremo libre del brazo articulado, soportando dicho chasis una herramienta o un tambor rotativo que integra varias herramientas así como unos medios para tomar, desplazar y hacer funcionar dicha o dichas herramientas y eventualmente otros accesorios.
Cuando tiene lugar la perforación o el ensamblaje, el esfuerzo ejercido por la herramienta es transmitido al efector por el brazo articulado. Unos medios de medición de este esfuerzo están generalmente previstos a nivel del acoplamiento entre el efector y el brazo.
El principal inconveniente de esta solución reside en el hecho de que el esfuerzo susceptible de ser transmitido por el brazo articulado está limitado. En efecto, incluso si el efector es rígido, las articulaciones del brazo articulado tienen tendencia a deformarse si el esfuerzo sobrepasa un cierto umbral por lo que la herramienta tiende a deslizar a nivel de la superficie y la cartografía de los orificios puede no ser respetada. De la misma manera, si el esfuerzo sobrepasa un cierto umbral, la herramienta tiende a no estar ya orientada según la normal a la superficie, lo que puede perjudicar la calidad del orificio o del ensamblaje.
Asimismo, la presente solicitud prevé evitar los inconvenientes de la técnica anterior proponiendo un procedimiento de posicionado de una herramienta de ensamblaje tal como por ejemplo una herramienta de perforación o de remachado, dispuesta en el extremo de un brazo articulado, que permite limitar los riesgos de deslizamiento de la herramienta incluso si el brazo articulado ejerce un esfuerzo importante.
Con este fin, la invención tiene por objeto un procedimiento de posicionado con respecto a una superficie de un efector que comprende por lo menos una herramienta prevista para efectuar una etapa de ensamblaje tal como por ejemplo una perforación o un remachado, estando dicho efector aplicado en el extremo de un brazo articulado susceptible de aplicar por medio de dicho efector un esfuerzo contra dicha superficie, presentando dicho efector una pared frontal frente a dicha superficie, caracterizado porque consiste en medir un movimiento relativo entre dicha pared frontal y una placa de apoyo que presenta por lo menos una parte susceptible de apoyarse directamente o indirectamente contra dicha superficie y estar inmóvil con respecto a dicha superficie, estando dicha placa de apoyo unida a dicha pared frontal de manera que pueda desplazarse según por lo menos una dirección paralela a dicha pared frontal, y que mande dicho brazo articulado con el fin de que efectúe un movimiento que prevé compensar el movimiento relativo medido.
La invención tiene asimismo por objeto un efector según la reivindicación 3 y un dispositivo según la reivindicación 10 para la realización del procedimiento.
Otras características y ventajas se pondrán más claramente de manifiesto a partir de la descripción siguiente de la invención, descripción dada a título de ejemplo únicamente, haciendo referencia a los planos adjuntos, en los que:
- la figura 1 es un esquema que ilustra un brazo articulado en el extremo del cual está aplicado un efector,
- las figuras 2A y 2B son unos esquemas del efector que ilustran la compensación del deslizamiento de la herramienta,
- las figuras 3A a 3C son unos esquemas del morro del efector que ilustran la corrección de la orientación de la herramienta,
- la figura 4 es una vista en perspectiva de un efector según un modo de realización preferido de la invención,
-...
Reivindicaciones:
1. Procedimiento de posicionado con respecto a una superficie (14) de un efector (12) que comprende por lo menos una herramienta prevista para efectuar una etapa de ensamblaje tal como por ejemplo una perforación o un remachado, estando dicho efector (12) aplicado en el extremo de un brazo articulado (10) susceptible de aplicar por medio de dicho efector (12) un esfuerzo contra dicha superficie (14), comprendiendo dicho efector (12) una pared frontal (22) frente a dicha superficie (14), caracterizado porque comprende las etapas que consisten en:
2. Procedimiento de posicionado con respecto a una superficie (14) de un efector (12) según la reivindicación 1, caracterizado porque consiste en medir el ángulo de pivotamiento entre una primera parte (52) solidaria de la placa de apoyo y una segunda parte (54) susceptible de ser aplicada e inmóvil con respecto a dicha superficie (14), permitiendo la unión entre dichas partes (52, 54) un movimiento relativo según por lo menos un eje de pivotamiento, y en mandar dicho brazo articulado con el fin de que efectúe un movimiento que prevé corregir el ángulo de pivotamiento medido.
3. Efector susceptible de permitir la realización del procedimiento de posicionado con respecto a una superficie (14) según cualquiera de las reivindicaciones anteriores, siendo dicho efector susceptible de ser aplicado en el extremo de un brazo articulado (10) y que comprende un chasis (20) con, en la parte delantera, una pared frontal (22), en la parte posterior una pared (24) que asegura la unión con el brazo articulado (10), estando prevista una cuna entre dicha pared frontal y dicha pared posterior para soportar por lo menos una herramienta y preferentemente un tambor rotativo (26) que incorpora varias herramientas, caracterizado porque comprende una placa de apoyo (30) susceptible de desplazarse según por lo menos una dirección paralela a dicha pared frontal (22) y que comprende por lo menos una parte susceptible de apoyarse directamente o indirectamente contra dicha superficie (14) y estar inmóvil con respecto a dicha superficie, así como unos medios (32) para medir los movimientos relativos entre el resto del efector (12) y dicha placa de apoyo (30).
4. Efector según la reivindicación 3, caracterizado porque un morro (34) de forma sustancialmente cilíndrica está aplicado de forma rígida sobre la placa de apoyo, apoyándose su extremo libre (36) contra dicha superficie (14).
5. Efector según la reivindicación 3 ó 4, caracterizado porque dicha superficie de apoyo (30) comprende a ambos lados dos prolongaciones (40) susceptibles de ser sostenidas por dos bridas (42) solidarias de dicha pared frontal (22) de manera que dicha placa de apoyo (30) sólo pueda desplazarse en un plano paralelo a dicha pared frontal (22) pero no en la dirección perpendicular a dicha pared frontal (22).
6. Efector según la reivindicación 3, 4 ó 5, caracterizado porque dichos medios (32) para medir los movimientos relativos comprenden dos sensores (46) que permiten medir el movimiento relativo según dos direcciones diferentes.
7. Efector según la reivindicación 6, caracterizado porque dicha placa de apoyo (30) comprende unas superficies de reflexión (50) de los haces emitidos por los sensores sustancialmente perpendiculares a dichos haces.
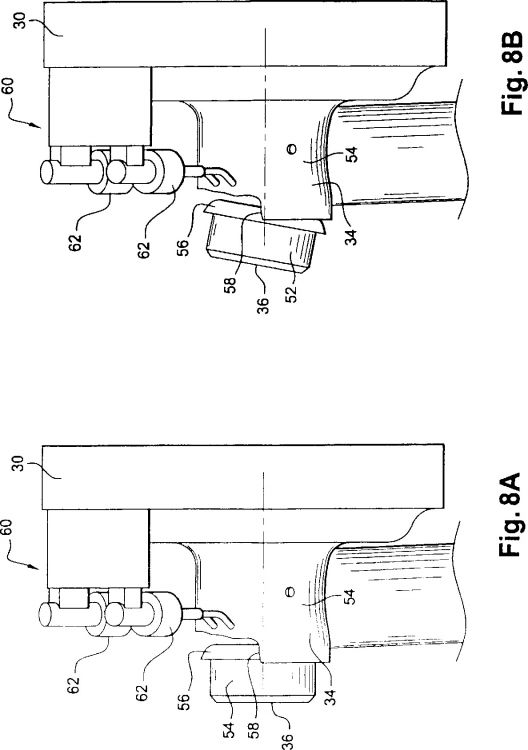
8. Efector según cualquiera de las reivindicaciones 3 a 7, caracterizado porque dicha placa de apoyo (30) comprende dos partes, una primera parte (52) solidaria de dicha placa de apoyo (30) y una segunda parte (54) susceptible de apoyarse contra dicha superficie (14), siendo posible por lo menos un movimiento de pivotamiento relativo según por lo menos un eje de pivotamiento entre dicha primera parte (52) y dicha segunda parte (54) y porque el efector comprende unos medios (60) para medir el ángulo de pivotamiento relativo entre dichas partes (52, 54).
9. Efector según la reivindicación 8, caracterizado porque dichos medios (60) para medir el ángulo de pivotamiento relativo comprenden dos sensores (62) solidarios de dicha primera parte (52) susceptibles de medir el ángulo de pivotamiento relativo según dos planos distintos.
10. Dispositivo para la realización del procedimiento según la reivindicación 1 ó 2, que comprende un brazo articulado (10), unos medios de pilotaje de dicho brazo, así como un efector según cualquiera de las reivindicaciones 3 a 9.
Patentes similares o relacionadas:
Remachado de dos etapas, del 1 de Abril de 2020, de THE BOEING COMPANY: Un método para sujetar dos partes entre sí, comprendiendo el método: crear un ajuste de interferencia inicial entre un sujetador […]
Estructura de retención ajustable para un dispositivo de cuna, del 9 de Octubre de 2019, de THE BOEING COMPANY: Un método para sostener un panel para un conjunto de fuselaje, comprendiendo el método: proporcionar un dispositivo de cuna que comprende una base […]
Dispositivo y procedimiento para trabajo mecánico, del 17 de Julio de 2019, de BISIACH & CARRU'S.P.A.: Cabezal de trabajo para robots industriales, que comprende: - un husillo que comprende una herramienta , estando conectado dicho husillo a un carro […]
Método de control de calidad incorporado al proceso durante un ensamblaje de taladrado-llenado, del 1 de Julio de 2019, de THE BOEING COMPANY: Un método para ensamblar una estructura , comprendiendo dicho método: localizar una posición en un apilamiento vertical de ensamblaje donde debe instalarse un […]
Punzonadora-remachadora de accionamiento manual, del 30 de Mayo de 2019, de PASTOR HERNÁNDEZ, Juan Carlos: 1. Punzonadora-remachadora de accionamiento manual, que siendo del tipo de las que incorporan un brazo fijo y un brazo basculante respecto de un eje , estando […]
Dispositivo y procedimiento para la realización de una pluralidad de juntas remachadas a lo largo de la superficie de una pieza de trabajo, del 6 de Diciembre de 2017, de Premium AEROTEC GmbH: Remachadora para la realización de una pluralidad de remaches a lo largo de la superficie de una pieza de trabajo , que comprende: - un equipo […]
Sistema y método de fabricación de un cajón de ala, del 4 de Octubre de 2017, de THE BOEING COMPANY: Un sistema de fabricación automatizada de paneles de ala de aeronave que comprende: una celda de sujeción provisoria configurada para sujetar provisoriamente […]
Accesorio de utilidad para crear una red de utilidad distribuida, del 12 de Abril de 2017, de THE BOEING COMPANY: Un método para distribuir diversas utilidades a sistemas móviles manejables de un sistema de fabricación flexible dentro de un entorno de fabricación […]