METODO Y APARATO PARA RETROSELLAR CONTENEDORES DE ENVASE.
Método de retrosellado, por medio de sellado por inducción, en un contenedor de envase (1) al menos parcialmente formado,
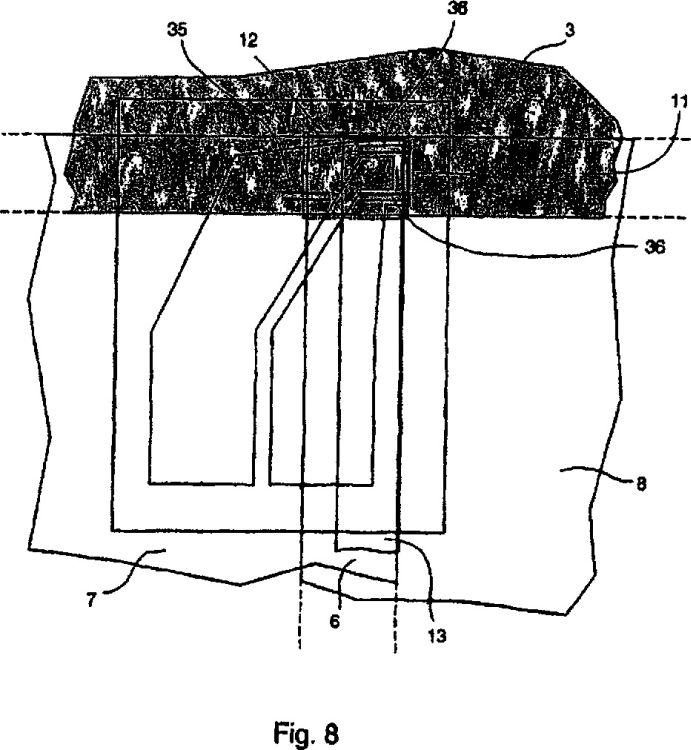
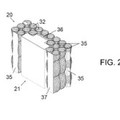
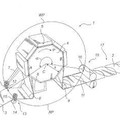
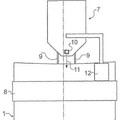
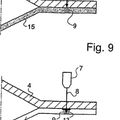
que comprende una primera parte tubular de envase (2) de una lámina de material de envase revestido con material termoplástico, que incluye al menos una capa de un material que se puede calentar por inducción, teniendo la primera parte del envase (2) una primera porción (7) que incluye una sección de borde (4) y una segunda porción (8) que incluye una sección de borde (5), estando formada una primera costura a solapa sellada (6) entre dichas dos secciones de borde (4, 5), incluyendo, además, el contenedor de envase (1) una segunda parte del envase (3) que está sellada al primer extremo de la primera parte del envase (2) en una segunda costura a solapa (11), de manera que la primera y la segunda costuras (6, 11) se intersectan entre sí, siendo formada aquí una zona de intersección (12), en la intersección entre la primera y la segunda costuras (6, 11), y el método comprende, además, las etapas de retrosellar al menos dicha zona de intersección (12) proporcionando al menos un dispositivo de calefacción por inducción (14) que comprende al menos un conductor (15), disponiendo el dispositivo de calefacción por inducción (14) al menos contra la zona de intersección (12), induciendo una corriente en la capa de material que se puede calentar por inducción y conduciendo una proporción suficientemente grande de dicha corriente inducida a través de esa porción (7) de la primera parte del envase (2), cuya sección de borde (4) se apoya a tope contra la segunda parte del envase (3) con el fin de que el retrosellado tenga lugar entre la primera y la segunda partes del envase (2, 3) al menos en la zona de intersección (12) y para asegurar que el lado exterior así como el lado interior del contenedor de envase no son dañador por el retrosellado
Tipo: Resumen de patente/invención. Número de Solicitud: W05000622SE.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE SA.
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENERAL-GUISAN 70,1009 PULLY.
Inventor/es: ANDERSSON, HAKAN, SVARD,DAG.
Fecha de Publicación: .
Fecha Concesión Europea: 19 de Agosto de 2009.
Clasificación Internacional de Patentes:
- B29C65/02T4
- B31B1/64
- B31B17/00B1
- B65D11/04
Clasificación PCT:
- B29C65/36 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › calentada por inducción.
- B65B51/22 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › por fricción, por ultrasonidos o por alta frecuencia.
Fragmento de la descripción:
Método y aparato para retrosellar contenedores de envase.
Campo técnico
La presente invención se refiere a un método y a un aparato para retrosellar, por medio de sellado por inducción, una zona de intersección entre dos costuras a solapa en contenedores de envase al menos parcialmente formados, que comprenden una primera y una segunda partes del envase.
Técnica anterior
Se conocen varias técnicas en la materia para sellar costuras en la fabricación de contenedores de envase. En aquellos casos en los que el material de envase incluye una capa conductora, por ejemplo de hoja de aluminio, y un medio de fusión con calor, por ejemplo una capa termoplástica, se puede emplear sellado con calor de inducción para sellar una costura.
El documento US 5.889.263 describe, por ejemplo, un aparato para sellado por inducción de un material de envase que incluye una capa de hoja de aluminio. El aparato comprende un inductor con dos conductores paralelos interconectados por dos conductores transversales. Los conductores paralelos están dispuestos en una porción de soporte aislada eléctricamente. Los conductores transversales están dispuestos en la superficie superior del inductor y coinciden con los bordes exteriores de un tubo tendido plano de material de envase. El inductor está incluido en una mordaza de sellado que está dispuesta para empujar una capa doble del material de envase contra una contra mordaza. Los conductores paralelos están conectados a una fuente de corriente, siendo generada una corriente de inducción en la capa de hoja de aluminio. Se genera calor y cada uno de los conductores forma una junta del material de envase. Entre estas dos juntas, se puede cortar el material de envase. Con la ayuda de este aparato, se puede formar de esta manera una junta para cada uno de los dos envases al mismo tiempo. El aparato está limitado al sellado de costuras entre capas unidas y comprimidas mutuamente de material de envase, es decir, para el sellado transversal de un tubo tendido plano de material de envase.
El documento WO2003SE01793 describe otro tipo de contenedor de envase, donde se emplea termosellado por inducción. Este contenedor de envase consta de una primera y una segunda partes del envase, que son selladas una a la otra. La primera parte es tubular y ha sido fabricada a partir de una lámina de material de envase revestida con material termoplástico, que incluye al menos una capa de hoja de aluminio. La lámina tiene una primera costura a solapa sellada entre dos secciones de borde mutuamente opuestas de la lámina. La segunda parte, que está constituida por un lado superior de plástico con una disposición de apertura, está sellada a la primera parte por medio de una segunda costura a solapa. En un punto en el contenedor de envase, las dos juntas a solapa se intersectan entre sí.
Otros desarrollos de este último contenedor de envase descrito han probado que pueden ser todavía mejorados.
Resumen de la invención
Un objeto de la presente invención es realizar un retrosellado que refuerza efectivamente la junta entre la primera y la segunda partes del envase en una zona en la intersección entre la primera y la segunda costuras a solapa, pero que al mismo tiempo no corre el riesgo de dañar el lado exterior o el lado interior del contenedor de envase.
Este objeto se ha conseguido por medio de un método de retrosellado, por medio de sellado por inducción, en un contenedor de envase al menos parcialmente formado, que comprende una primera parte tubular de envase de una lámina de material de envase revestido con material termoplástico, que incluye al menos una capa de un material que se puede calentar por inducción, teniendo la primera parte del envase una primera porción que consta de una sección de borde y una segunda porción que consta de una sección de borde, estando formada una primera costura a solapa sellada entre las dos secciones de borde mencionadas, incluyendo, además, el contenedor de envase una segunda parte del envase que está sellada al primer extremo de la primera parte del envase en una segunda costura a solapa, de manera que la primera y la segunda costuras se intersectan entre sí, siendo formada aquí, al menos en la intersección entre la primera y la segunda costuras, una zona de intersección, y el método comprende, además, las etapas de retrosellar al menos dicha zona de intersección proporcionando al menos un dispositivo de calefacción por inducción que comprende al menos un conductor, disponiendo el dispositivo de calefacción por inducción al menos contra la zona de intersección, induciendo una corriente en la capa de material que se puede calentar por inducción y conduciendo una proporción suficientemente grande de dicha corriente inducida a través de esa porción de la primera parte del envase, cuya sección de borde se apoya a tope contra la segunda parte del envase, con el fin de que el retrosellado tenga lugar entre la primera y la segunda partes del envase al menos en la zona de intersección y para asegurar que el lado exterior así como el lado interior del contenedor de envase no son dañados por el retrosellado. En el sellado por inducción, la mayor parte de la corriente es inducida en la capa con material que se puede calentar por inducción colocado más próximo al inductor, Si hubiera que disponer un inductor convencional sobre la zona de intersección, la densidad de la corriente sería máxima en esa parte de la primera parte del envase que está colocada más próxima al inductor. Solamente una proporción muy ligera de la corriente inducida sería conducida a la junta entre la primera y la segunda partes del envase. Con el fin de conseguir calor de sellado suficiente entre la primera y la segunda partes del envase, sería necesario incrementar la resistencia de la corriente que tendría como consecuencia que se quemaría la capa de la superficie sobre el lado exterior del contenedor de envase. De manera similar, existiría un riesgo de dañar la capa de la superficie del lado interior del contenedor de envase en aquella zona de la primera parte del envase que está localizada alrededor de la zona de intersección, puesto que la generación de calor allí sería excesiva. En la presente invención, el problema se resuelve, en cambio, por la conducción de la mayor cantidad posible de corriente inducida a través de aquella porción de la primera parte del envase, cuya sección de borde se apoya a tope contra la segunda parte del envase. Por tal medio, la generación de calor se obtendría en aquellas partes del contenedor de envase donde el calor es deseable y, en cambio, se produciría una generación de calor ligera donde no se desea, es decir, por ejemplo, donde provocaría daño al elemento decorativo o a la capa interior, etc.
En una forma de realización preferida de la presente invención, la etapa de proporcionar el dispositivo de calefacción por inducción incluye disponer la mayor parte del conductor contra esa porción de la primera parte del envase, cuya sección de borde se apoya contra la segunda parte del envase. En general, la corriente selecciona la trayectoria de mínima resistencia y disponiendo el conductor contra esa porción en la que la corriente es deseable, la mayor parte de la corriente permanecerá también en esa porción.
De acuerdo con una segunda forma de realización preferida, el método incluye la etapa de aplicar un contra tope que actúa contra el dispositivo de calefacción por inducción y realizar de esta manera una carga de presión sobre la zona de intersección durante su retrosellado. Por este medio, se puede aplicar fácilmente una presión de sellado.
De acuerdo con otra forma de realización preferida, la etapa de proporcionar el dispositivo de calefacción por inducción incluye disponer dicho conductor contra el lado exterior de la primera parte del envase y aplicar el contra tope contra el lado interior de al menos la primera parte del envase. La posibilidad de realizar el retrosellado desde el lado exterior del contenedor de envase facilita la producción del contenedor de envase, puesto que el contenedor de envase se puede disponer sobre un brazo, un llamado mandril, en una rueda de mandril que hace girar sus brazos entre diferentes estaciones de formación y de sellado. El contra tope no requiere ninguna transmisión de corriente y se puede integrar en el brazo de una manera sencilla.
La presente invención se refiere también a un aparato en forma de un dispositivo de inducción para retrosellar, por medio de sellado por inducción, un contenedor de envase al menos parcialmente formado, comprendiendo el contenedor de envase una primera parte tubular de envase de...
Reivindicaciones:
1. Método de retrosellado, por medio de sellado por inducción, en un contenedor de envase (1) al menos parcialmente formado, que comprende una primera parte tubular de envase (2) de una lámina de material de envase revestido con material termoplástico, que incluye al menos una capa de un material que se puede calentar por inducción, teniendo la primera parte del envase (2) una primera porción (7) que incluye una sección de borde (4) y una segunda porción (8) que incluye una sección de borde (5), estando formada una primera costura a solapa sellada (6) entre dichas dos secciones de borde (4, 5), incluyendo, además, el contenedor de envase (1) una segunda parte del envase (3) que está sellada al primer extremo de la primera parte del envase (2) en una segunda costura a solapa (11), de manera que la primera y la segunda costuras (6, 11) se intersectan entre sí, siendo formada aquí una zona de intersección (12), en la intersección entre la primera y la segunda costuras (6, 11), y el método comprende, además, las etapas de retrosellar al menos dicha zona de intersección (12) proporcionando al menos un dispositivo de calefacción por inducción (14) que comprende al menos un conductor (15), disponiendo el dispositivo de calefacción por inducción (14) al menos contra la zona de intersección (12), induciendo una corriente en la capa de material que se puede calentar por inducción y conduciendo una proporción suficientemente grande de dicha corriente inducida a través de esa porción (7) de la primera parte del envase (2), cuya sección de borde (4) se apoya a tope contra la segunda parte del envase (3) con el fin de que el retrosellado tenga lugar entre la primera y la segunda partes del envase (2, 3) al menos en la zona de intersección (12) y para asegurar que el lado exterior así como el lado interior del contenedor de envase no son dañador por el retrosellado.
2. El método de acuerdo con la reivindicación 1, en el que la preparación del dispositivo de calefacción por inducción (14) comprende disponer la mayor parte del conductor (15) contra esa porción (7) de la primera parte del envase (2), cuya sección de borde (4) se apoya contra la segunda parte del envase (3).
3. El método de acuerdo con la reivindicación 1 ó 2, que comprende la etapa de aplicar un tope opuesto que actúa contra el dispositivo de calefacción por inducción (14) y realizar de esta manera una carga de presión sobre la zona de intersección (12) durante su retrosellado.
4. El método de acuerdo con la reivindicación 3, en el que la preparación del dispositivo de calefacción por inducción (14) comprende disponer dicho conductor (15) contra el lado exterior de la primera parte del envase (2) y aplicar el tope opuesto contra el lado interior de al menos la primera parte del envase (2).
5. Dispositivo de calefacción por inducción (14) para retrosellar, por medio de sellado por inducción, un contenedor de envase (1) al menos parcialmente formado, comprendiendo dicho contenedor de envase (1) una primera parte tubular de envase (2) de una lámina de material de envase revestido con material termoplástico, que incluye al menos una capa de un material que se puede calentar por inducción, teniendo la primera parte del envase (2) una primera porción (7) que incluye una sección de borde (4) y una segunda porción (8) que incluye una sección de borde (5), estando formada una primera costura a solapa sellada (6) entre dichas dos secciones de borde (4, 5), incluyendo, además, el contenedor de envase (1) una segunda parte del envase (3) que está sellada al primer extremo de la primera parte del envase (2) en una segunda costura a solapa (11), de manera que la primera y la segunda costuras (6, 11) se intersectan entre sí, siendo formada aquí una zona de intersección (12) en la intersección entre la primera y la segunda costuras (6, 11), incluyendo dicho dispositivo de calefacción por inducción (14) al menos un conductor (15), y estando adaptado dicho dispositivo de calefacción por inducción (14) para apoyo a tope contra al menos la zona de intersección (12) y estando adaptado para inducir una corriente en la capa de material que se puede calentar por inducción, y dicho conductor (15) está diseñado para conducir una proporción suficientemente grande de dicha corriente inducida a través de esa porción (7) de la primera parte del envase (2), cuya sección de borde (4) se apoya contra la segunda parte del envase (3) con el fin de que tenga lugar el retrosellado entre la primera y la segunda partes del envase (2, 3) al menos en la zona de intersección (12) y con el fin de asegurar que el lado exterior así como el lado interior del contenedor de envase no se dañan por el retrosellado.
6. El dispositivo de calefacción por inducción (14) de acuerdo con la reivindicación 5, en el que el conductor (15) está adaptado para apoyarse a tope en su mayor parte contra esa porción (7) de la primera parte del envase (2), cuya sección de borde (4) se apoya a tope contra la segunda parte del envase (3).
7. El dispositivo de calefacción por inducción (14) de acuerdo con la reivindicación 5 ó 6, en el que dicho conductor (15) está adaptado para apoyarse a tope contra el lado exterior de la primera parte del envase (2).
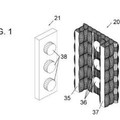
8. El dispositivo de calefacción por inducción (14) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el conductor (15) incluye una primera y una segunda patas (16, 17), teniendo cada una de dichas patas (16, 17) un primero y un segundo extremo (16a, 17a, 16b, 17b), y en el que dichas patas (16, 17) están interconectadas, en sus segundos extremos (16b, 17b), respectivos a través de una porción (18) configurada en forma de saliente.
9. El dispositivo de calefacción por inducción (14) de acuerdo con la reivindicación 8, en el que dichas patas (16, 17) se extienden a una distancia una de la otra y están sustancialmente paralelas entre sí.
10. El dispositivo de calefacción por inducción (14) de acuerdo con una cualquiera de las reivindicaciones 8 ó 9, en el que el primer extremo (16a, 17a) de cada pata (16, 17) tiene una anchura sustancialmente mayor que la anchura de la porción (18) configurada en forma de saliente.
11. El dispositivo de calefacción por inducción (14) de acuerdo con una cualquiera de las reivindicaciones 8 a 10, en el que cada pata (16, 17) está curvada y en el que cada primer extremo (16a, 17a) respectivo está adaptado para extenderse al menos inicialmente en una dirección sustancialmente paralela con la primera costura a solapa (6).
12. El dispositivo de calefacción por inducción (14) de acuerdo con la reivindicación 10 u 11, en el que la anchura de cada pata (16, 17) se reduce en una dirección desde el primer extremo (16a, 17a) hacia el segundo extremo (16b, 17b).
13. El dispositivo de calefacción por inducción (14) de acuerdo con la reivindicación 11, en el que dichas patas (16, 17) en una primera región del conductor (27) están adaptadas para extenderse en una dirección sustancialmente paralela con la primera costura a solapa (6), y en el que las patas (16, 17), en un extremo de la primera región de conductor (27), se funden en una segunda región del conductor (28), donde las patas (16, 17) se desvían con relación a la primera región del conductor (27), y en el que la segunda región del conductor (28) se funde en un extremo en la porción (18) configurada en forma de saliente.
14. El dispositivo de calefacción por inducción (14) de acuerdo con la reivindicación 13, en el que dichas patas (16, 17) en la segunda región del conductor (28) están acodadas en un ángulo (a) con relación a la primera región del conductor (27).
15. El dispositivo de calefacción por inducción (14) de acuerdo con una cualquiera de las reivindicaciones 13 ó 14, en el que la anchura de dichas patas (16, 17) se estrecha cónicamente en la segunda región del conductor (28) en una dirección hacia la porción (18) configurada en forma de saliente.
16. El dispositivo de calefacción por inducción (14) de acuerdo con una cualquiera de las reivindicaciones 8 a 15, que incluye, además, terminales (20, 21) hacia un dispositivo de suministro de corriente de alta frecuencia para conducir corriente a través del conductor (15) y una pata (16) está conectada a uno de los terminales de corriente (20) y la otra pata (17) está conectada al otro terminal de corriente (21), de manera que una corriente, que es impresa sobre el dispositivo de calefacción por inducción (14), está adaptada para ser conducida en una dirección en la primera pata (16) y en una dirección opuesta en la segunda pata (17).
17. El dispositivo de calefacción por inducción (14) de acuerdo con una cualquiera de las reivindicaciones 8 a 16, en el que, entre dichas patas (16, 17), está dispuesto un inserto (26) de material fuertemente permeable magnéticamente.
18. El dispositivo de calefacción por inducción (14) de acuerdo con una cualquiera de las reivindicaciones 8 a 17, en el que la porción (18) configurada en forma de salida está adaptada para estar dispuesta al menos contra la zona de intersección (12), mientras que las patas (16, 17) están adaptadas para estar dispuestas en su mayor parte contra esa porción (7) de la primera parte del envase (2), cuya sección de borde (4) se apoya a tope contra la segunda parte del envase (3).
19. El dispositivo de calefacción por inducción (14) de acuerdo con una cualquiera de las reivindicaciones 5 a 18, en el que el conductor (15) incluye al menos un elemento (35, 36), que se proyecta desde una superficie adaptada al contenedor de envase (1), teniendo dicho elemento (35, 36) su extensión longitudinal en una dirección sustancialmente transversal a la dirección longitudinal de la primera costura a solapa (6), y dicho elemento (35, 36) está dispuesto para proporcionar, en la zona de intersección (12) en una transición entre una y dos capas de material de envase en la primera costura a solapa (6), una carga de presión extra sobre el retrosellado.
Patentes similares o relacionadas:
 Procedimiento y dispositivo para la fabricación de envases compuestos de tipo recipiente, del 27 de Enero de 2016, de SIG TECHNOLOGY AG: Procedimiento para la fabricación de envases compuestos de tipo recipiente, en el que un material en forma de banda de un material compuesto, que contiene al menos […]
Procedimiento y dispositivo para la fabricación de envases compuestos de tipo recipiente, del 27 de Enero de 2016, de SIG TECHNOLOGY AG: Procedimiento para la fabricación de envases compuestos de tipo recipiente, en el que un material en forma de banda de un material compuesto, que contiene al menos […]
 EMBALAJE PARA PROTECCIÓN DE OBJETOS Y PROCEDIMIENTO DE FABRICACIÓN DEL MISMO, del 3 de Junio de 2015, de REDONDO GARCIA, Eladio Eduardo: Embalaje para protección de objetos y procedimiento de fabricación del mismo.
Embalaje compuesto por una cubierta obtenida a partir de una lámina de embalaje […]
EMBALAJE PARA PROTECCIÓN DE OBJETOS Y PROCEDIMIENTO DE FABRICACIÓN DEL MISMO, del 3 de Junio de 2015, de REDONDO GARCIA, Eladio Eduardo: Embalaje para protección de objetos y procedimiento de fabricación del mismo.
Embalaje compuesto por una cubierta obtenida a partir de una lámina de embalaje […]
 EMBALAJE PARA PROTECCIÓN DE OBJETOS Y PROCEDIMIENTO DE FABRICACIÓN DEL MISMO, del 8 de Enero de 2015, de REDONDO GARCIA, Eladio Eduardo: Embalaje compuesto por una cubierta obtenida a partir de una lámina de embalaje obtenida a partir de un film , con líneas de unión transversales […]
EMBALAJE PARA PROTECCIÓN DE OBJETOS Y PROCEDIMIENTO DE FABRICACIÓN DEL MISMO, del 8 de Enero de 2015, de REDONDO GARCIA, Eladio Eduardo: Embalaje compuesto por una cubierta obtenida a partir de una lámina de embalaje obtenida a partir de un film , con líneas de unión transversales […]
 Dispositivo y método para producir preformas de recipiente, del 16 de Diciembre de 2013, de ECOLEAN AB: Método para producir preformas de recipiente a partir de una banda de material uniendo partes de paredopuestas de la banda de material, que comprende
desviar […]
Dispositivo y método para producir preformas de recipiente, del 16 de Diciembre de 2013, de ECOLEAN AB: Método para producir preformas de recipiente a partir de una banda de material uniendo partes de paredopuestas de la banda de material, que comprende
desviar […]
Envase flexible y método de fabricación, del 23 de Octubre de 2013, de B. BRAUN MEDICAL INC.: Un método para formar un envase flexible para administración y almacenamiento combinado, comprendiendoel método las etapas de: proporcionar una lámina delantera flexible […]
 Método y aparato para sellar un papel o cartón recubierto ( estucado, " couché") con polímero, del 7 de Marzo de 2012, de STORA ENSO OYJ: Un método para sellar elementos de papel o cartón recubierto con plástico, el método consiste en unir los elementos a lo largo de […]
Método y aparato para sellar un papel o cartón recubierto ( estucado, " couché") con polímero, del 7 de Marzo de 2012, de STORA ENSO OYJ: Un método para sellar elementos de papel o cartón recubierto con plástico, el método consiste en unir los elementos a lo largo de […]
DISPOSITIVO Y PROCEDIMIENTO PARA EL SELLADO DE ENVASES, del 8 de Septiembre de 2011, de MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG: Dispositivo para el sellado de envases con una barra de sellado en donde en la barra de sellado está previsto un material termoconductor compresible sobre una […]
 METODO PARA SELLAR UN MATERIAL BASADO EN FIBRA, del 2 de Agosto de 2010, de STORA ENSO OYJ: Método para sellar un material de papel o cartón contra una contrasuperficie fundiendo un polímero que está presente en el punto de sellado, siendo el sellado llevado […]
METODO PARA SELLAR UN MATERIAL BASADO EN FIBRA, del 2 de Agosto de 2010, de STORA ENSO OYJ: Método para sellar un material de papel o cartón contra una contrasuperficie fundiendo un polímero que está presente en el punto de sellado, siendo el sellado llevado […]