MAQUINA PARA MOLDEAR, LLENAR, SELLAR Y METODO PARA ELABORAR, LLENAR Y SELLAR BOLSAS.
Máquina para moldear, llenar y sellar (2) para la elaboración de bolsas (1) a partir de productos semi-terminados de bolsa (5) así como para el llenado y sellamiento de las mismas,
- la cual tiene varias estaciones de procesamiento (4, 7, 9, 12),
- en la cual al menos un primer grupo (3) de al menos dos estaciones de procesamiento (4, 7, 9, 12) está dispuesto en gran medida en línea recta sucesivamente en el plano horizontal (x, z) en la dirección de transporte (z) de las bolsas (1),
- y que entre las estaciones de procesamiento (4, 7, 9, 12) las bolsas (1) o los productos semi-terminados de bolsa (5) son transportables con medios de transporte que regularmente tienen medios para agarrar (10, 11, 21, 22),
caracterizada - porque al menos un segundo grupo (20) de al menos una estación de procesamiento en el plano horizontal (x, z) en la dirección de procesamiento (x) de las bolsas (1) no está dispuesta en línea recta detrás del primer grupo (3),
- porque al menos las bolsas pueden introducirse a un segundo grupo mediante un dispositivo de transporte transversal que tiene los medios para agarrar (8) para el transporte de las bolsas en la mayor parte transversalmente hacia la primera dirección de transporte (z),
- y porque antes o después del dispositivo de transporte transversal está dispuesta una estación de transferencia o intermedia (13) la cual está provista con pinzas agarradoras para sostener y para seguir transportando las bolsas (1)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/054123.
Solicitante: WINDMOLLER & HOLSCHER KG.
Nacionalidad solicitante: Alemania.
Dirección: MUNSTERSTRASSE 50,49525 LENGERICH.
Inventor/es: KNOKE,THOMAS, KOLKER,MARTIN, SCHULTEN,LUDGER, STIENECKER,ULRICH.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B65B1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 1/00 Embalaje de materiales sólidos fluyentes, p. ej. polvos, materiales fibrosos granulares o a granel, masas a granel de pequeños objetos, en receptáculos o recipientes individuales, p. ej. sacos, bolsas, cajas, cartones, latas o tarros. › Máquinas caracterizadas para la incorporación de medios para fabricar los receptáculos o recipientes (empaquetado bajo bandas planas, plegadas o tubulares, hechas de hojas de materia flexible B65B 9/00; fabricación de receptáculos o recipientes con un fin que no es el de la presente aplicación, ver las subclases apropiadas).
- B65B43/46B
- B65B65/00B
Clasificación PCT:
- B65B1/02 B65B 1/00 […] › Máquinas caracterizadas para la incorporación de medios para fabricar los receptáculos o recipientes (empaquetado bajo bandas planas, plegadas o tubulares, hechas de hojas de materia flexible B65B 9/00; fabricación de receptáculos o recipientes con un fin que no es el de la presente aplicación, ver las subclases apropiadas).
- B65B65/00 B65B […] › Partes constitutivas especiales de las máquinas de embalar, no previstos en otro lugar; Instalaciones de esas partes constitutivas.
Fragmento de la descripción:
Máquina para moldear, llenar, sellar y método para elaborar, llenar y sellar bolsas.
La invención se refiere a una máquina para moldear, llenar, sellar, así como a un método para elaborar, llenar y sellar bolsas.
Máquinas de este tipo son conocidas y se usan en diferentes campos de la técnica. En estas máquinas se efectúa la formación de una bolsa ("form"), su llenado ("fill") y su sellamiento ("seal"). Con respecto a estas máquinas se ha impuesto en la zona de habla alemana la denominación máquinas FFS (form, fill, seal).
Variantes particularmente rendidoras y automatizadas de estas máquinas desenrollan un tubo plástico flexible de una estación de des-enrollamiento, realizan en este una soldadura transversal, separan el tubo flexible provisto con soldadura transversal para formar bolsas (= pedazo de tubo flexible con soldadura transversal), abren la bolsa, llenan la bolsa con un tubo de llenado que comprende el material de llenado, sellan la bolsa, proveen la abertura de la bolsa sellada con una soldadura transversal adicional y ponen la bolsa terminada y llena sobre una paleta adecuada o un medio de transporte, tal como una banda transportadora.
Muchas veces se asignan estaciones de procesamiento independientes a cada uno o a al menos a un gran número de los pasos de procesamiento mencionados arriba. En este caso deben proveerse medios de transporte adecuados. Si el des-enrollamiento se considera como una estación de des-enrollamiento, los medios de transporte con los cuales el tubo flexible se lleva desde el des-enrollamiento hasta la soldadura transversal del dispositivo de corte comprenden regularmente medios de transporte típicos de tubo flexible, tales como cilindros de guía y rodillos. Después de separar las bolsas, se hacen necesarios medios de transporte menos frecuentes ya que las bolsas deben agarrarse regularmente por su extremo aún abierto y transportarse. En tal caso, el extremo sellado cuelga regularmente hacia abajo. Como medios de agarre, con frecuencia se usan pinzas de agarre individuales o pares de pinzas de agarre.
Por ejemplo, la EP 1 201 539 B1 muestra una máquina así. El tipo y la forma en que las bolsas o los productos semi-terminados se transportan o se producen en la máquina ilustrada en este documento, la secuencia de las estaciones individuales de procesamiento y la manera como las bolsas se producen, se llenan y se sellan en esta máquina son indispensables para entender el presente documento y se incorporan a éste por referencia. Con una máquina así pueden elaborarse y llenarse bolsas en una secuencia muy rápida. En la máquina presentada en el documento previamente mencionado, todas las estaciones de procesamiento, al menos en un momento de tiempo en el que se les suministra una bolsa o un producto semi-terminado, están dispuestas en gran medida en línea recta, unas con relación a las otras, en el nivel horizontal en la dirección de procesamiento de las bolsas. El nivel horizontal corresponde aquí regularmente al piso del corredor en el que la máquina esté localizada. Otra posibilidad de definir este plano en términos funcionales en el caso de una máquina moderna provista con un des-enrollamiento de tubo flexible, tal como la divulgada en la EP 1 201 539 B1 sería el plano que se despliega desde el eje del des-enrollamiento y de la dirección de salida del tubo flexible. Esta diferenciación es importante ya que debe admitirse que las diferentes estaciones de procesamiento de acuerdo con el documento arriba mencionado y también con US 6,401,439, pueden espaciarse una de otra en dirección vertical. Máquinas similares como la de EP 1 201 539 B1 también se muestran en la DE 199 20 478 A1, la DE 197 08 596 C1 y la EP 1 459 981 A1. La EP 0 283 293 A2 muestra una máquina de empacar con una bolsa por integrarse a una caja de cartón y por llenarse. En esta máquina no todas las estaciones de procesamiento siguen una tras otra en línea recta. La reducción de los costos de mantenimiento y de manejo de una máquina tal como se muestra, por ejemplo, en EP 1 201 539 B1 es una tarea que persiste constantemente en el diseño de maquinaria. También es importante que se mantenga una velocidad adecuada de procesamiento. Por lo tanto, el problema de la presente invención consiste en suministrar una máquina económica en costos de mantenimiento y de explotación con la cual también pueda realizarse una buena velocidad de procesamiento. El problema se resuelve por las características distintivas de las reivindicaciones 1 y 10.
Se ha mostrado que la capacidad de servicio y de mantenimiento de una máquina como esta, con estaciones de procesamiento ubicados uno tras otro en línea recta es expandible.
Por lo tanto, el objetivo de la presente invención se logra ubicando al menos un segundo grupo de al menos una estación de procesamiento en el plano horizontal (x, y) en la dirección de procesamiento de la bolsa (z) no linealmente detrás del primer grupo (ubicado en línea recta uno detrás de otro).
En este caso se incrementa en particular la capacidad de acceso de las estaciones de procesamiento que están adyacentes inmediatamente al "pliegue" o a los medios de transporte transversal que interceptan de cierta manera la línea de transporte.
Esta intercepción de la línea recta es particularmente útil cuando detrás del primer grupo de estaciones de procesamiento, ubicado en línea recta y de la intercepción de la "línea recta" sigue un segundo grupo con más de una estación de procesamiento. Entonces, se incrementa la accesibilidad de una gran parte de estaciones de procesamiento. En este segundo grupo también puede predominar una disposición recta de las estaciones de procesamiento.
Existen ventajas cuando la interceptación se efectúa mediante un transporte transversal que tiene lugar esencialmente en ángulo recto hacia el transporte rectilíneo precedente. Aunque otros ángulos también son concebibles y caen primero bajo la definición de transporte transversal en el sentido de esta solicitud ya que una modificación en, por ejemplo, 30ºC de la dirección de transporte también conduce obviamente a que el transporte transversal contenga componentes transversales en el sentido vectorial.
Sin embargo, la palabra "transporte transversal" significa el transporte de bolsas o de partes componentes de bolsas así como bolsas semi-terminadas (estos términos se usan de manera sinónima en la presente solicitud y el término bolsas comprende muchas veces los otros dos términos) entre las estaciones de procesamiento, aunque no significa sin embargo el transporte de todas las estaciones de procesamiento. Un transporte de todas las estaciones de procesamiento también puede conducir de manera natural al transporte y transporte transversal de bolsas que se encuentran en la estación respectiva de procesamiento relativo al bastidor de la máquina, pero no es lo que significa aquí. Debido al peso en particular de estaciones de llenado el transporte de las mismas no ha dado buenos resultados.
En la presente solicitud se parte de estaciones de procesamiento preponderantemente estacionarias y el "transporte de bolsas" se entiende como el paso de la bolsa de una estación de procesamiento a la siguiente. El al menos un segundo grupo también puede conectarse nuevamente al transporte transversal en un ángulo de 90º.
La elección de las palabras en la expresión al menos un segundo grupo muestra obviamente que al menos también se piensa en dos, tres o cuatro de tales segundos grupos, lo cual sugiere una estructura modular del primero y segundo grupos. Una pluralidad de segundos grupos es ante todo ventajosa si estos contienen estaciones de procesamiento cuya velocidad de procesamiento es más lenta que la velocidad de procesamiento de las estaciones de procesamiento del primer grupo. Una diferencia tan significativa en la velocidad de procesamiento tiene lugar por ejemplo al llenar productos en polvo entre la estación de llenado y las estaciones que están ubicadas antes de la misma ya que los productos en polvo reducen la posible velocidad de llenado. Ejemplos de productos en polvo son cemento y dióxido de titanio. Al caer libremente desde el elemento de llenado hasta el fondo de la bolsa, estas sustancias forman cantidades tan grandes de polvo que la limpieza del corredor de la máquina, la funcionalidad de la máquina y ante todo la capacidad de soldarse de la lámina en el sector de la abertura de la bolsa se ven afectadas considerablemente. El aire residual en la bolsa llenada y sellada también es un problema en el caso de estos productos llenados.
Por lo tanto, se consideran diferentes medidas para reducir el polvo...
Reivindicaciones:
1. Máquina para moldear, llenar y sellar (2) para la elaboración de bolsas (1) a partir de productos semi-terminados de bolsa (5) así como para el llenado y sellamiento de las mismas,
- la cual tiene varias estaciones de procesamiento (4, 7, 9, 12),
- en la cual al menos un primer grupo (3) de al menos dos estaciones de procesamiento (4, 7, 9, 12) está dispuesto en gran medida en línea recta sucesivamente en el plano horizontal (x, z) en la dirección de transporte (z) de las bolsas (1),
- y que entre las estaciones de procesamiento (4, 7, 9, 12) las bolsas (1) o los productos semi-terminados de bolsa (5) son transportables con medios de transporte que regularmente tienen medios para agarrar (10, 11, 21, 22),
- porque al menos un segundo grupo (20) de al menos una estación de procesamiento en el plano horizontal (x, z) en la dirección de procesamiento (x) de las bolsas (1) no está dispuesta en línea recta detrás del primer grupo (3),
- porque al menos las bolsas pueden introducirse a un segundo grupo mediante un dispositivo de transporte transversal que tiene los medios para agarrar (8) para el transporte de las bolsas en la mayor parte transversalmente hacia la primera dirección de transporte (z),
- y porque antes o después del dispositivo de transporte transversal está dispuesta una estación de transferencia o intermedia (13) la cual está provista con pinzas agarradoras para sostener y para seguir transportando las bolsas (1).
2. Máquina para moldear, llenar y sellar según la reivindicación precedente caracterizada porque el segundo grupo (20), al menos uno, comprende al menos dos estaciones de procesamiento (4, 7, 9, 12).
3. Máquina para moldear, llenar y sellar según la reivindicación precedente, caracterizada porque las estaciones de procesamiento (4, 7, 9, 12) del segundo grupo (20) están dispuestas por su parte nuevamente en el plano horizontal (x, z) en gran medida de forma rectilínea.
4. Máquina para moldear, llenar y sellar según la reivindicación precedente, caracterizada porque la línea recta definida por el primer grupo (3) de estaciones de procesamiento (4, 7, 9, 12) corre en gran medida paralelamente a la línea recta formada por el segundo grupo (20) de estaciones de procesamiento (4, 7, 9, 12).
5. Máquina para moldear, llenar y sellar según una de las reivindicaciones precedentes, caracterizada por dos segundo grupos (20) de estaciones de procesamiento (4, 7, 9, 12).
6. Máquina para moldear, llenar y sellar según una de las reivindicaciones precedentes, caracterizada porque la estación de procesamiento (7), que suelda la costura de piso, pertenece al primer grupo (3) de estaciones de procesamiento, mientras que al menos una estación de llenado (9) ya es parte de al menos un segundo grupo (20) de estaciones de procesamiento (4, 7, 9, 12).
7. Máquina para moldear, llenar y sellar según la reivindicación precedente, caracterizada porque entre la estación de procesamiento que suelda la costura de piso, y al menos una estación de llenado (9) de al menos un segundo grupo (2) de estaciones de procesamiento (4, 7, 9, 12) se ha dispuesto al menos una estación de transferencia (13).
8. Máquina para moldear, llenar y sellar según una de las reivindicaciones precedentes, caracterizada porque la estación de transferencia (13) está asignada respectivamente al segundo grupo (20), al menos uno, de estaciones de procesamiento (4, 7, 9, 12).
9. Máquina para moldear, llenar y sellar según una de las dos reivindicaciones precedentes caracterizada porque al menos un segundo grupo (20) de estaciones de procesamiento (4, 7, 9, 12) tiene al menos una de las siguientes características:
- un tornillo transportador sin fin para hacer avanzar los productos polvorientos en una bolsa,
- medios de elevación para modificar la distancia relativa entre el piso de bolsa de una bolsa a llenar y la abertura de salida del medio de transporte,
- medios de control que controlan la distancia entre la abertura de salida del medio de transporte y el nivel de llenado de la bolsa durante el proceso de llenado,
- medios de succión que succionan aire de la bolsa durante y/o después del proceso de llenado,
- dispositivo de vibración que sacude la bolsa durante y/o después del llenado.
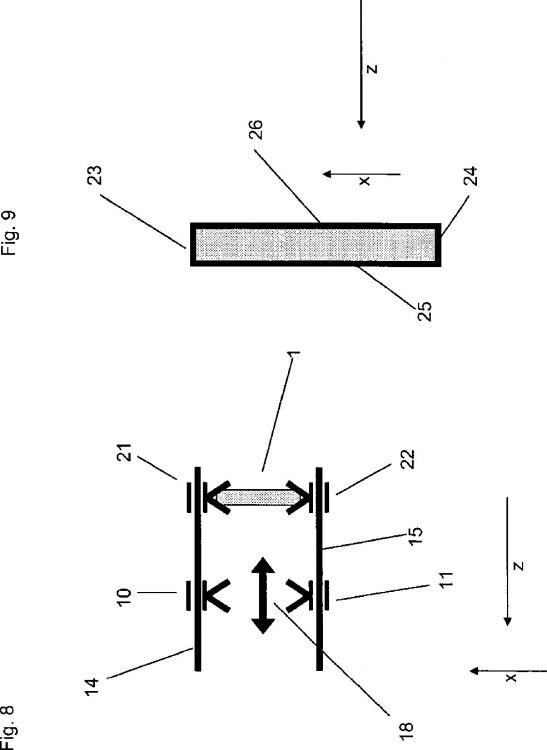
10. Máquina para moldear, llenar y sellar según una de las reivindicaciones precedentes, caracterizada por medios para agarrar (10, 11, 21, 22), con los cuales la abertura orientada hacia arriba de las bolsas (1) o del producto de bolsa semi-terminado (5) pueden agarrarse y transportarse entre y/o en una sección de las estaciones de procesamiento (4, 7, 9, 12) de un grupo (3, 20) de estaciones de procesamiento de tal manera que las paredes unidas de la bolsa (25, 26) en la región de la abertura forma un ángulo recto en gran medida con la dirección de transporte (z) de la bolsa (1).
11. Método para elaborar bolsas (1) a partir de productos de bolsa semi-terminados (5) así como para llenar las mismas,
- en el cual se llevan a cabo pasos de método en varias estaciones de procesamiento (4, 7, 9, 12),
- donde el transporte de las bolsas (1) o de los productos de bolsa semi-terminados (5) entre las estaciones de procesamiento (4, 7, 9, 12) en el plano horizontal (x, z) en la dirección de procesamiento (z) de las bolsas (1) o de los productos semi-terminados de bolsa (5) se efectúa en gran medida de manera rectilínea,
- y que el transporte de las bolsas (1) y los productos semi-terminados de bolsa (5) entre las estaciones de procesamiento (4, 7, 9, 12) se lleva a cabo con medios de transporte que regularmente comprenden medios para agarrar (10, 11, 21, 22)
- porque al menos una sección del procesamiento de las bolsas (1) o de los productos semi-terminados de bolsa (5) se efectúa en un segundo grupo (20) de al menos una estación de procesamiento, la cual (20) no está dispuesta en línea recta detrás del primer grupo en el plano horizontal (x, z) en la dirección de procesamiento (x) de las bolsas (1),
- porque entre al menos dos estaciones de procesamiento (4, 7, 9, 12) se efectúa un transporte de las bolsas (1) o de los productos semi-terminados de bolsa (5) transversal a la dirección rectilínea de transporte (z) mediante un movimiento transversal de los medios para agarrar (10, 11, 21, 22),
- y porque las bolsas (1) o los productos semi-terminados de bolsa (5) se transfieren antes o después de un transporte transversal a una estación de transferencia, se agarran a las bolsas (1) o los productos semi-terminados de bolsa (5) por los medios para agarrar, se sostienen y se siguen transportando.
12. Método según la reivindicación precedente, caracterizado porque el llenado de las bolsas (1) se efectúa en la secuencia del procesamiento de las mismas después del transporte transversal (8).
13. Método según la reivindicación precedente, caracterizado porque el llenado se realiza de manera alterna o secuencial en dos estaciones de llenado (9).
14. Método según una de las reivindicaciones precedentes, caracterizado porque se cargan productos polvorientos.
Patentes similares o relacionadas:
Sistema para producir un contenedor transportable para mercancías a granel, del 1 de Julio de 2020, de KELLOGG COMPANY: Un sistema para producir un contenedor transportable que comprende mercancías fluidas a granel, comprendiendo el sistema: una base del bastidor ; un bastidor […]
BOTELLA ABRE FÁCIL MONODOSIS MULTICAPA CON UNA CONFIGURACIÓN PE/PET/PP Y UN PRECORTE EN LA PARTE SUPERIOR, del 25 de Junio de 2020, de BOTERO, John Alexander: Botella abre fácil monodosis multicapa con una configuración PE/PET/PP y un precorte en la parte superior. Este material multicapa está compuesto por una primera capa interna […]
MÁQUINA CARRUSEL PARA CONFECCIONAR BOLSAS PAQUETE, del 11 de Junio de 2020, de COALZA SYSTEMS, S.L: 1. Máquina carrusel para confeccionar bolsas paquete, que comprende un proceso de deposición del paquete, vibrado, plegado, cierre, soldeo, y expulsión del […]
Formador de bastidor deslizante, del 13 de Mayo de 2020, de KELLOGG COMPANY: Un dispositivo formador de bastidor deslizante que tiene forma octogonal para conformar y formar un contenedor transportable para soportar […]
Sistema y método para dispensar de forma fiable productos farmacéuticos preenvasados, del 15 de Abril de 2020, de Spencer Health Solutions, LLC: Un sistema de dispensación de productos farmacéuticos, que comprende: un alojamiento con una abertura , teniendo el […]
ESTACIÓN PARA CONFORMAR SACOS DE CAPACIDAD DIFERENTE A PARTIR DE UN MATERIAL TUBULAR PLANO Y MÁQUINA CORRESPONDIENTE, del 30 de Enero de 2020, de TÉCNICAS MECÁNICAS ILERDENSES, S.L: 1. Estación para conformar sacos de capacidad diferente a partir de un material tubular plano , comprendiendo dicha estación: (a) un dispositivo de soldadura […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
MÁQUINA PARA LLENAR SACOS CON UN PRODUCTO A GRANEL Y PROCEDIMIENTO DE LLENADO CORRESPONDIENTE, del 31 de Octubre de 2019, de TÉCNICAS MECÁNICAS ILERDENSES, S.L: Máquina para llenar sacos con un producto a granel y procedimiento de llenado correspondiente. La máquina comprende una primera […]