DISPOSITIVO Y PROCEDIMIENTO PARA LA UNION DE LOS EXTREMOS DE DOS BANDAS DE TUBULARES PLANAS.
Dispositivo (1) para la unión de los extremos de dos bandas tubulares planas (3,
6), especialmente de bandas tubulares con pliegues laterales (7), uno de cuyos extremos de una de las bandas tubulares (6) presenta en sus zonas laterales unos cortes, que separan la pared superior (14) y la pared inferior (15) del extremo (26) de esta banda tubular (6) una de la otra, de manera que el dispositivo (1) comprende las siguientes características:
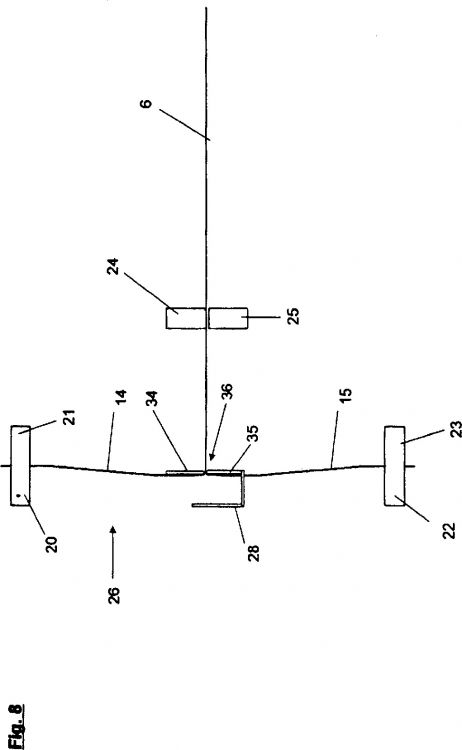
- medios de conducción (16, 17, 31, 32, 34, 35) de la pared superior (14) y de la pared inferior (15) del extremo de una de las bandas tubulares (6), con los que la pared superior (14) y la pared inferior (15) se pueden poner en contacto con zonas de las paredes del extremo de la otra banda tubular (3),
- medios para la unión (28, 30) de la pared superior (14) y de la pared inferior (15) del extremo (26) de una de las bandas tubulares (6) con zonas de las paredes del extremo de la otra banda tubular (3),
en el que la pared superior (14) y la pared inferior (15) del extremo de una de las bandas tubulares (6) se pueden mover a través de medios de conducción (16, 17, 31, 32, 34, 35), al menos en parte, en la dirección del eje longitudinal (4) de las bandas tubulares (3, 6), caracterizado por medios de retención (8-11, 24, 25), que retienen las bandas tubulares (3, 6) y/o partes de ellas (14, 15) en posiciones fijas estacionarias, cuando se mueven la pared superior (14) y la pared inferior (15)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/003453.
Solicitante: WINDMOLLER & HOLSCHER KG.
Nacionalidad solicitante: Alemania.
Dirección: MUNSTERSTRASSE 50,49525 LENGERICH/WESTF.
Inventor/es: NOBBE, LUDGER.
Fecha de Publicación: .
Fecha Concesión Europea: 30 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B29C65/00G20
- B29C65/00H2B
- B29C65/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › con una herramienta caliente.
- B29C65/78J12
- B65H19/10 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › en los mecanismos de desenrollado o en unión con las operaciones de desenrollado.
- B65H19/14 B65H 19/00 […] › Acumulación de un exceso de banda para alimentar la máquina durante el cambio de bobina.
- B65H19/18B4
- B65H19/18D4
Clasificación PCT:
- B65H19/10 B65H 19/00 […] › en los mecanismos de desenrollado o en unión con las operaciones de desenrollado.
Fragmento de la descripción:
Dispositivo y procedimiento para la unión de los extremos de dos bandas de tubulares planas.
La invención se refiere a un dispositivo y a un procedimiento para la unión de los extremos de dos bandas tubulares planas.
Los dispositivos para el procesamiento de material tubular desenrollan este material, en general, desde bobinas, en las que el material a procesar está arrollado en forma de bandas tubulares. Las bandas tubulares son conducidas a tales dispositivos de procesamiento la mayoría de las veces de forma continua, pero dado el caso también de forma sincronizada. Para que después del procesamiento de todo el material tubular, que está disponible como bobina, no haya que introducir o enhebrar el comienzo de una nueva banda tubular en el dispositivo de procesamiento, se conecta, en general, el extremo de la primera banda tubular con el comienzo de la nueva banda tubular, que se pone de la misma manera de nuevo a disposición como bobina. De esta manera, el funcionamiento del dispositivo para el procesamiento de material tubular no debe interrumpirse o solamente durante un periodo de tiempo mínimo con objeto del cambio de bobina. Un dispositivo de este tipo se conoce a partir del documento DE 102 40 644 A1.
La unión de bandas tubulares se puede realizar en este caso a través de un tipo de unión discrecional, por ejemplo a través de encolado. Si las bandas tubulares están constituidas de plástico, entonces la unión por soldadura es, en general, el tipo de unión preferido.
Las bandas tubulares mencionada, especialmente las bandas de plástico, se procesan con frecuencia en dispositivos, que trabajan según el principio FFS. "FFS" representa en este caso "Form, Fill and Seal" (en español: Formar, Rellenar, Cerrar).
Un dispositivo de este tipo se describe, por ejemplo, en la publicación de patente DE 199 36 660 C1 de la Firma Solicitante.
Un tipo especial de bandas tubulares son aquéllas que presentan pliegues laterales. Tales bandas tubulares de pliegues laterales se utilizan con preferencia en las máquinas FFS mencionadas. No obstante, en la unión de los extremos de dos bandas tubulares es importante entonces que después de la unión de las dos bandas tubulares, los pliegues laterales sen continuos. Esto no se garantiza cuando, por ejemplo, ambas bandas tubulares se unen colocadas una sobre la otra. De nuevo en otros casos de aplicación es importante que el interior del tubo flexible sea continuo, también en la zona del punto de unión. Por lo tanto, para poder utilizar el punto de unión de los extremos de dos bandas tubulares sin problemas en dispositivos para el procesamiento de tales bandas tubulares, estas bandas tubulares deben unirse de una manera especial.
Con esta finalidad, el documento EP 1 304 214 A1 propone proveer un extremo con cortes que separan los cantos interiores de los pliegues laterales y a continuación insertar o introducir el otro extremo en la zona separada de tal forma que las dos paredes, respectivamente, con una capa de cada pliegue lateral de la zona extrema de una de las láminas tubular encajen entre sí el otro extremo. En los pliegues laterales de la otra zona extrema encajada se insertan o se introducen capas separadas y se unen entre sí los extremos entonces por medio de una costura de soldadura transversal. De esta manera, se pueden asegurar también pliegues laterales que se extienden más allá de los puntos de unión.
La solicitud de patente EP 1 201 585 A1 muestra un procedimiento para la unión de los extremos de dos bandas tubulares sin pliegues laterales. Las bandas tubulares conectadas de acuerdo con el procedimiento representado allí son continuas también en el interior en la zona del punto de unión, de manera que no debe interrumpirse el funcionamiento de la máquina que procesa bandas tubulares para realizar un cambio de rollo, con el fin de enhebrar una banda tubular nueva en la máquina. El dispositivo mostrado en el documento EP 1 201 585 A1 para la realización del procedimiento comprende una unidad de almacenamiento con varias bobinas o rollos, que están dispuestos adyacentes entre sí. Los extremos de las bandas tubulares arrollados sobre estas bobinas están recortados en la zona de sus cantos laterales, de manera que las paredes superiores e inferiores de estas bandas tubulares están separadas unas de las otras. Entre estas paredes superiores e inferiores se extiende una correa, que se extiende en una dirección transversalmente a los ejes longitudinales de las bandas tubulares y se puede mover en esta dirección. Esta correa no es circulante sin fin, sino que está interrumpida en la zona, en la que la banda tubular, que está siendo precisamente procesada, es extraída desde la bobina correspondiente. Los dos extremos de la correa están conectados a través de un bastidor auxiliar, que está diseñado de tal forma que en la zona de interrupción de la correa solamente se encuentra la banda tubular, que está siendo precisamente procesada. Si debe conectarse ahora el comienzo de una banda tubular nueva con el extremo de la banda tubular precisamente extraída, entonces se interrumpe en primer lugar el transporte de la banda tubular hacia la máquina de procesamiento y se corta la banda tubular extraída paralelamente a la correa, de manera que el extremo de la banda tubular puentea la zona interrumpida de la correa. A continuación se acciona la correa, hasta que el extremo de la banda tubular ha sido insertado entre la pared superior y la pared inferior del extremo de la banda tubular de otra bobina de tal forma que los ejes longitudinales de la banda tubular antigua y de la banda tubular nueva están alineados entre sí. A través de este desplazamiento transversal del extremo de la banda tubular antigua y debido a la interrupción de la correa, el extremo de la banda tubular nueva entra en contacto directo con el extremo de la banda tubular antigua. En este caso, la pared superior del extremo de la banda tubular nueva se coloca sobre la pared superior del extremo de la banda tubular antigua y la pared inferior del extremo de la banda tubular nueva se coloca sobre la pared inferior del extremo de la banda tubular antigua. Por último, las bandas tubulares, que están constituidas de plástico, se unen entre sí por medio de mordazas de soldadura, que se aproximan desde arriba y desde abajo a las zonas superpuestas de los extremos de las dos bandas tubulares. Para impedir que en este caso se unan entre sí de la misma manera también la pared superior y la pared inferior del extremo de la banda tubular antigua, está prevista una herramienta dispuesta en el interior con una chapa de separación. De esta manera, se mantiene la continuidad interior de la banda tubular también más allá del punto de unión.
Como se ha descrito anteriormente, entre la pared superior y la pared inferior del extremo de las bandas tubulares nuevas se encuentra la correa, que antes de la unión de los extremos de la banda tubular antigua y de la banda tubular nueva, realiza un movimiento que se extiende en la dirección transversalmente a los ejes longitudinales de las bandas tubulares. No obstante, durante el movimiento transversal, la correa arrastra parcialmente la pared superior y la pared inferior, de manera que a continuación las paredes no descansan posiblemente lisas sobre las paredes exteriores del extremo de la banda tubular antigua. Esto puede conducir a una unión deficiente de los dos extremos y, por lo tanto, a una rotura del punto de unión o a otras averías en la máquina que procesa la banda tubular. En general, debe establecerse que los dispositivos mencionados pueden provocar inexactitudes en el proceso de unión y uniones de baja calidad.
Por lo tanto, el cometido de la presente invención es proponer un dispositivo para la unión de los extremos de dos bandas tubulares planas, con el que se puede realizar el proceso de unión de manera más fiable y que conduce a uniones de calidad mejorada de bandas tubulares.
El cometido se soluciona por medio de un dispositivo, que comprende, además de las características del preámbulo de la reivindicación 1, también las características de la parte de caracterización de la reivindicación 1.
De acuerdo con ello, la pared superior y la pared inferior respectivas del extremo de una de las bandas tubulares se pueden mover a través de medios para la conducción, al menos parcial, en la dirección del eje longitudinal de las bandas tubulares.
Puesto que la pared superior y la pared inferior del extremo de una de las bandas tubulares son móviles a través de los medios de conducción, al menos en parte, en la dirección del eje longitudinal de las bandas tubulares, están...
Reivindicaciones:
1. Dispositivo (1) para la unión de los extremos de dos bandas tubulares planas (3, 6), especialmente de bandas tubulares con pliegues laterales (7), uno de cuyos extremos de una de las bandas tubulares (6) presenta en sus zonas laterales unos cortes, que separan la pared superior (14) y la pared inferior (15) del extremo (26) de esta banda tubular (6) una de la otra, de manera que el dispositivo (1) comprende las siguientes características:
en el que la pared superior (14) y la pared inferior (15) del extremo de una de las bandas tubulares (6) se pueden mover a través de medios de conducción (16, 17, 31, 32, 34, 35), al menos en parte, en la dirección del eje longitudinal (4) de las bandas tubulares (3, 6), caracterizado por medios de retención (8-11, 24, 25), que retienen las bandas tubulares (3, 6) y/o partes de ellas (14, 15) en posiciones fijas estacionarias, cuando se mueven la pared superior (14) y la pared inferior (15).
2. Dispositivo de acuerdo con las reivindicaciones anteriores, caracterizado porque los medios de conducción (16, 17, 31, 32, 34, 35) comprenden medios de desviación, con cuyos medios de conducción (16, 17, 31, 32, 34, 35) se pueden colocar la pared superior (14) y la pared inferior (15) del extremo de una de las bandas tubulares sobre las paredes exteriores del extremo de la otra banda tubular y cuyos medios de conducción (16, 17, 31, 32, 34, 35) se pueden mover paralelamente al eje longitudinal de las bandas tubulares.
3. Dispositivo de acuerdo con la reivindicación anterior, caracterizado porque los medios de desviación son una pareja de chapas (34, 35) o placas, que delimitan un intersticio (36), a través de cuyo intersticio (36) se conducen la pared superior (14) y la pared inferior (15).
4. Dispositivo de acuerdo con la reivindicación 2, caracterizado porque los medios de desviación son rodillos (16, 17, 31, 32) o cilindros, cuyo eje de giro se extiende transversalmente a la dirección longitudinal de las bandas tubulares y paralelamente al plano definido por las bandas tubulares.
5. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los medios de conducción (16, 17, 31, 32, 34, 35) comprenden un porta-cuchillas (12), cuyo porta-cuchillas (12) lleva una cuchilla (13) para cortar transversalmente una banda tubular y cuyo porta-cuchillas (12) es móvil en la dirección longitudinal de las bandas tubulares.
6. Dispositivo de acuerdo con la reivindicación anterior, caracterizado porque el porta-cuchillas (12) es móvil en conexión operativa con los medios de desviación (16, 17, 34, 35), de manera que los medios de desviación son móviles a través del movimiento del porta-cuchillas (12).
7. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque con los medios de conducción (16, 17, 31, 32, 34, 35) se pueden mantener la pared superior (14) y la pared inferior (15) del extremo de una de las bandas tubulares en contacto con zonas del extremo de la otra banda tubular, hasta que los extremos de las dos bandas tubulares estén conectados.
8. Dispositivo de acuerdo con la reivindicación anterior, caracterizado por medios de separación, especialmente chapas de separación, que se pueden insertar en los pliegues laterales.
9. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque los medios de unión comprenden al menos una mordaza de soldadura, con la que se pueden impulsar con calor los componentes de las bandas tubulares (3, 6).
10. Procedimiento para la unión de los extremos de dos bandas tubulares planas (3, 6), uno de cuyos extremos de una de las bandas tubulares (6) presenta en sus zonas laterales unos cortes, que separan la pared superior (14) y la pared inferior (15) del extremo (26) de esta banda tubular (6) una de la otra, de manera que el procedimiento comprende las siguientes características:
en el que la pared superior (14) y la pared inferior (15) del extremo de una de las bandas tubulares (6) se mueven, al menos en parte, en la dirección del eje longitudinal (4) de las bandas tubulares (3, 6), caracterizado porque las bandas tubulares (3, 6) y/o partes de ellas (14, 15) son retenidas a través de medios de retención (8-11, 24, 25) en posiciones fijas estacionarias, cuando se mueven la pared superior (14) y la pared inferior (15).
Patentes similares o relacionadas:
Dispositivo para retirar una banda metálica de una bobina laminar, del 22 de Mayo de 2019, de Asservimentipresse SRL: Dispositivo para retirar una banda metálica de una bobina laminar que comprende unos medios de rotura de la banda , diseñados para permitir […]
Procedimiento de corte y de unión de dos bandas en modo extremo con extremo y en parada en una máquina de devanado, dispositivo de corte y de unión y máquina equipada con un dispositivo de este tipo que permiten la puesta en práctica de dicho procedimiento, del 30 de Enero de 2019, de MONOMATIC (SOCIETE PAR ACTIONS SIMPLIFIEE): Procedimiento de corte y de unión de dos bandas en modo extremo con extremo y en parada en una máquina de devanado que comprende un dispositivo […]
Banda adhesiva para el cambio de rollo en voladizo, del 29 de Octubre de 2018, de TESA SE: Sistema adhesivo para el cambio de rollo en voladizo ("sistema de separación"), que es adecuado para provocar una unión adhesiva sobre un sustrato, que puede separarse de nuevo […]
Banda adhesiva para el cambio de rollo en voladizo, del 29 de Octubre de 2018, de TESA SE: Banda adhesiva para el cambio de rollo en voladizo con un borde de delimitación izquierdo (l) y un borde de delimitación derecho (r), que comprende al menos […]
Uso de una cinta de empalme con tiras de masa de forrado dispuestas unas al lado de las otras, del 18 de Octubre de 2017, de TESA SE: Uso de una cinta de empalme para equipar una paca enrollada para el cambio automático de rollos, (a) comprendiendo la cinta de empalme […]
Cinta adhesiva y su uso, del 31 de Mayo de 2017, de TESA SE: Cinta adhesiva para el cambio de rollo volante de materiales de banda plana, en particular materiales de banda plana con superficies no polares, comprendiendo la cinta […]
Máquina envolvedora para cubrir cargas paletizadas, del 12 de Abril de 2017, de Technowrapp S.r.l: Máquina envolvedora para cubrir cargas paletizadas que comprende una plataforma de soporte de palé estructurada para recibir haciendo tope […]
Dispositivo de etiquetado, del 30 de Noviembre de 2016, de TECHNO MEDICA CO., LTD: Dispositivo de etiquetado que comprende un bastidor guía que soporta giratoriamente un rodillo de etiquetas (R) formado embobinando […]