PROCEDIMIENTO PARA CORTAR UNA BARRA DE PRODUCTO EN LONCHAS.
Procedimiento para cortar una barra de producto (2) en lonchas,
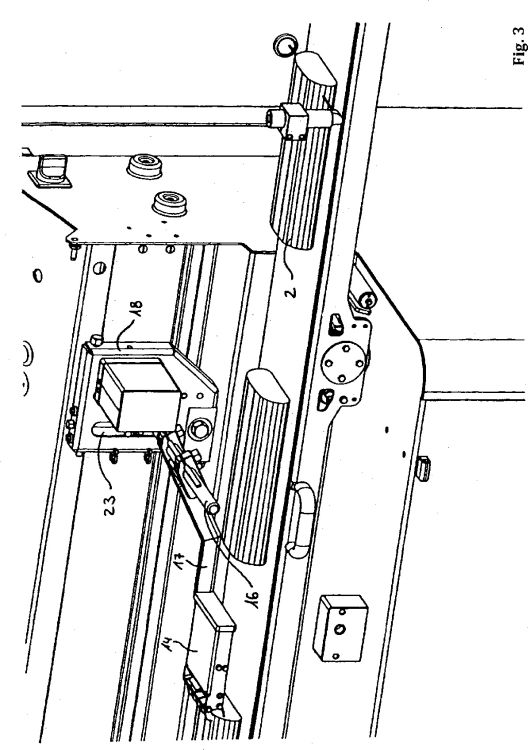
en el que la barra de producto (2) se coloca en un dispositivo de avance (3) y es empujada hacia un dispositivo de corte por medio del dispositivo de avance (3), en el que los datos geométricos de la barra de producto (2) son detectados mediante un dispositivo sensor (4), con los cuales mediante la ayuda de un dispositivo de guiado se determina el punto de actuación (15) de un órgano de sujeción (14) en un dispositivo de sujeción (5), de tal forma que se determina la longitud (L) de la barra de producto (2) medida en la dirección de avance (10) por el dispositivo sensor (4), estando formado el producto de la velocidad de avance y el tiempo requerido por la barra de producto (2) para pasar por un punto de medición (9) estático y determinándose el punto de actuación (15) en función de la longitud determinada (L) de la barra de producto (2) y situándose el órgano de sujeción (14) en el punto de actuación (15) con la barra de producto (2) y desplazándose a continuación a la velocidad de avance junto con la barra de producto (2) hacia el dispositivo de corte, siendo cortada la barra de producto (2) en lonchas, caracterizado porque el grosor de la loncha se determina como un divisor entero de la longitud útil (NL), la cual es calculada como la distancia entre el extremo inicial de la barra de producto (6a) de la barra de producto (2) y el punto de actuación (15) del órgano de sujeción (14) restando una distancia de seguridad (a s) entre el órgano de corte y el órgano de sujeción (14) [alternativa A] o corresponde a la longitud medida (L) de la barra de producto (2) [alternativa B]
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06024574.
Solicitante: REIFENHAUSER, UWE, DIPL.-ING..
Nacionalidad solicitante: Alemania.
Dirección: AUF DER HELDEN 5,57632 FLAMMERSFELD.
Inventor/es: REIFENHAUSER, UWE, DIPL.-ING..
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Noviembre de 2006.
Fecha Concesión Europea: 30 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B26D7/01 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 7/00 Partes constitutivas de aparatos de corte, recorte, punzonado, perforado o separación por procedimiento distinto al corte. › Medios para mantener o colocar la pieza.
- B26D7/28 B26D 7/00 […] › para contar el número de cortes o medir las longitudes cortadas (B26D 5/24, B26D 5/40 tienen prioridad).
Clasificación PCT:
- B26D7/28 B26D 7/00 […] › para contar el número de cortes o medir las longitudes cortadas (B26D 5/24, B26D 5/40 tienen prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para cortar una barra de producto en lonchas.
La presente invención se refiere a un procedimiento para cortar una barra de producto en lonchas, en el que la barra de producto se dispone en un dispositivo de avance mediante el cual es empujada hacia el dispositivo de corte, en el que un dispositivo de medición recoge datos geométricos de la barra de producto que, mediante la ayuda de un dispositivo sensor, determinan la posición del órgano de sujeción del dispositivo de sujeción a tal efecto. El dispositivo de medición recoge la longitud total de la barra de producto que se va a cortar, resultante del producto de la velocidad del dispositivo de avance por el tiempo que tarda la barra de producto en pasar un punto estático de medición, con lo cual se determina una posición fija de sujeción dependiente de la longitud de la barra de producto. El órgano de sujeción se conduce hacia la posición y se mueve junto con la barra de producto a la misma velocidad hacia el dispositivo de corte en el que se corta transversalmente en lonchas. Un procedimiento similar se da a conocer en el documento GB-A-2 386 317.
Los procedimientos descritos inicialmente, así como los dispositivos necesarios para su puesta en práctica, son conocidos de forma general y son utilizados especialmente en modos de funcionamiento continuo cuando es necesario cortar de forma uniforme lonchas de barras de producto. Entre los dispositivos conocidos se utilizan generalmente, una cinta transportadora como dispositivo de avance y una cámara láser como dispositivo sensor, la cual a una distancia suficiente del dispositivo de corte, recoge datos geométricos de la barra de producto, especialmente el perfil. Del perfil interesa particularmente la forma geométrica de la parte final de la barra de producto vista desde la dirección de empuje del mismo, introduciéndose el órgano de sujeción del dispositivo de sujeción. Ejemplos de órganos de sujeción conocidos son tridentes en forma de tenedor o garfios de agarre en forma de garra doblada. La barra de producto debe poseer una masa suficiente en la zona de agarre del órgano de sujeción, para que pueda ejercer una fuerza suficiente sobre el mismo. El órgano de sujeción debe proporcionar la fuerza suficiente para garantizar que, en el otro extremo de la barra de producto en el momento del corte, no cambie su posición de forma incontrolada, lo que tendría como consecuencia la producción de lonchas de geometría irregular, en particular, de superficies de corte no paralelas entre sí. Por tanto, el dispositivo conocido vendrá determinado basándose en la valoración mediante la cámara láser del punto de actuación del órgano de sujeción, de manera que en cualquier caso debe transmitir la fuerza necesaria del dispositivo de sujeción a la barra de producto.
Dado que a veces las barras de producto presentan una geometría compleja, en particular en los extremos, los algoritmos de cálculo para determinar el punto óptimo de sujeción son bastante complejos y por lo tanto el tiempo de cálculo necesario es largo. Esto resulta contraproducente en el tratamiento de alimentos, en el que es fundamental un elevado rendimiento y un tiempo de manipulación breve. Además, los dispositivos utilizados para la medición con cámara láser, así como los componentes electrónicos de los dispositivos de direccionamiento, resultan bastante costosos.
El documento GB 2 386 317 A da a conocer un dispositivo de corte similar, en el que, en cambio, la barra de producto se empuja hacia el dispositivo de corte situado entre unos medios transportadores superior e inferior. Mientras que el dispositivo de avance inferior está constituido por unos medios transportadores de mayor anchura que el producto, el dispositivo de avance superior comprende dos medios transportadores paralelos de inferior anchura, de manera que en medio del espacio dejado por los mismos se dispone el dispositivo de sujeción. Las cintas transportadoras superiores están separadas y pueden adoptar alturas diferentes una respecto de la otra, con lo que se evita que se ladeen las barras de producto con un perfil de corte irregular.
Como ejemplo de un dispositivo de corte para cortar lonchas con el mismo peso nominal a partir de barras de productos no homogéneos se debe mencionar la patente DE 44 10 596 A1, en la que se publica un procedimiento por el cual para determinar la distribución de densidad de la barra de producto, esta se irradia longitudinalmente con una fuente luminosa. La intensidad de la luz recogida en el otro extremo sirve como medida para determinar la densidad local del material, y así poder generar lonchas de igual peso.
En el estado de la técnica, están incluidos otros dispositivos de corte, en los que el dispositivo de avance no son cintas transportadoras, como en los dispositivos anteriormente mencionados, sino que muestran la forma de un distribuidor, en los que la barra de producto se introduce en una zona de introducción en forma de caja, que es empujada hacia el dispositivo de corte. En contraposición con los dispositivos de funcionamiento continuo detallados anteriormente, en los que las barras de producto se mueven, con escasa distancia, uno detrás de otro hacia el dispositivo de corte, en estos últimos el funcionamiento es discontinuo. En estos dispositivos, un dispositivo de sujeción está integrado en el carro de avance, con lo cual se realiza una sujeción automática, de tal manera que con ayuda de un mecanismo basculante tiene lugar un agarre por parte del órgano de sujeción en la parte final de la barra de producto, cuando el carro de avance se encuentra en la parte final de la barra de producto en la zona de introducción. El punto de sujeción posee de esta forma una distancia fija desde la superficie de contacto del alimentador dispuesta en el extremo de la barra de producto. Para este tipo de sistemas de sujeción de funcionamiento automático, no son necesarios conocimientos sobre la geometría de la sección final de la barra de producto, ya que independientemente de la forma de la barra de producto, el agarre por parte del órgano de sujeción tiene lugar en la posición y tiempo adecuados (en referencia a la barra de producto). Por contra, con este procedimiento no es posible un dispositivo que funcione de forma continua. De hecho, debe cargarse la zona de inserción del dispositivo con una nueva barra de corte después de cortar una barra de producto, de separar las piezas restantes que quedan en el órgano de sujeción y de devolver el dispositivo de avance junto con el dispositivo de sujeción a la posición inicial.
En el estado de la técnica, los dispositivos de corte conocidos centran su interés en la producción de lonchas de igual peso, dejando de lado el tamaño de la barra de producto restante tras el proceso de corte. A menudo, quedan fragmentos de barra de producto sin utilizar, por lo que sigue siendo deseable el aprovechamiento completo de los productos alimentarios en los procesos de corte.
Objetivo
El objetivo de la invención es proponer un procedimiento y un dispositivo para cortar una barra de producto, en los que, a partir de unos medios sencillos, en el dispositivo de corte se aprovechan mejor las barras de producto que se deben cortar en un sistema de avance continuo de productos dispuestos uno detrás de otro.
Solución
El objetivo se alcanza mediante un procedimiento con las características de la reivindicación 1.
Partiendo de un procedimiento del tipo descrito anteriormente se alcanza este objetivo según la invención, determinándose el grosor de la loncha como un divisor entero de una longitud útil, que se calcula, o bien a partir de la distancia entre el extremo inicial de la barra de producto y el punto de actuación del órgano de sujeción, restando una distancia de seguridad entre el órgano de corte y el de sujeción [Alternativa A], o bien a partir de la longitud medida de la barra de producto [Alternativa B].
En contraposición con los procedimientos conocidos, en los que se determina una geometría compleja de la barra de producto teniendo en cuenta diferentes dimensiones, mediante la ayuda de técnicas complicadas de recogida de datos en forma de cámaras láser, el rasgo característico del procedimiento según la invención es simplemente una medición de longitud. De esta forma, el resto de características geométricas de la barra de producto no se tienen en cuenta y el punto de actuación del órgano de sujeción depende únicamente de la posición del extremo final de la barra de producto respecto de la dirección de empuje, en la que, dependiendo del tipo de barra de producto, se escoge una distancia fija de distancia entre...
Reivindicaciones:
1. Procedimiento para cortar una barra de producto (2) en lonchas, en el que la barra de producto (2) se coloca en un dispositivo de avance (3) y es empujada hacia un dispositivo de corte por medio del dispositivo de avance (3), en el que los datos geométricos de la barra de producto (2) son detectados mediante un dispositivo sensor (4), con los cuales mediante la ayuda de un dispositivo de guiado se determina el punto de actuación (15) de un órgano de sujeción (14) en un dispositivo de sujeción (5), de tal forma que se determina la longitud (L) de la barra de producto (2) medida en la dirección de avance (10) por el dispositivo sensor (4), estando formado el producto de la velocidad de avance y el tiempo requerido por la barra de producto (2) para pasar por un punto de medición (9) estático y determinándose el punto de actuación (15) en función de la longitud determinada (L) de la barra de producto (2) y situándose el órgano de sujeción (14) en el punto de actuación (15) con la barra de producto (2) y desplazándose a continuación a la velocidad de avance junto con la barra de producto (2) hacia el dispositivo de corte, siendo cortada la barra de producto (2) en lonchas, caracterizado porque el grosor de la loncha se determina como un divisor entero de la longitud útil (NL), la cual es calculada como la distancia entre el extremo inicial de la barra de producto (6a) de la barra de producto (2) y el punto de actuación (15) del órgano de sujeción (14) restando una distancia de seguridad (as) entre el órgano de corte y el órgano de sujeción (14) [alternativa A] o corresponde a la longitud medida (L) de la barra de producto (2) [alternativa B].
2. Procedimiento según la reivindicación 1, caracterizado porque
- - la alternativa B se aplica cuando el grosor de las lonchas es mayor que la suma de la distancia de seguridad (as) y la distancia mínima (am) del punto de actuación (15) del órgano de sujeción (14) desde el extremo final (ac) de la barra de producto (2).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque se determina un valor nominal para el grosor de las lonchas y el cociente de la longitud útil (NL) y el valor nominal se redondean a un número entero y se emplea como divisor entero para la determinación del grosor de loncha que se utilizará a continuación para la operación de corte.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque se determina un valor nominal superior o inferior de grosor de loncha y el cociente de la longitud útil (NL) y el valor nominal se redondean en un número entero superior y en un número entero inferior y se emplea como divisor entero para la determinación del grosor de loncha que se utilizará a continuación para la operación de corte.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque de forma continua y sucesiva, una pluralidad de barras de producto (2) separadas entre sí en la dirección de avance (10) son empujadas por medio del dispositivo de avance (3).
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque el dispositivo de avance (3), que se configura preferentemente en forma de una cinta transportadora, se mueve de forma continua y/o con velocidad constante.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque el órgano de sujeción (14) se desengancha de la barra de producto (2) antes de alcanzar el órgano de corte y a continuación vuelve hacia una posición de espera en dirección contraria a la dirección de avance (10), en el que se inicia el proceso de sujeción de la siguiente barra de producto (2).
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque el órgano de sujeción (14) se engancha y se desengancha de la barra de producto (2) mediante un movimiento de elevación vertical o mediante un movimiento giratorio alrededor de un eje horizontal.
Patentes similares o relacionadas:
Dispositivo de mantenimiento para una estación de trabajo de una máquina de conformado, del 15 de Julio de 2020, de BOBST MEX SA: Máquina de conformado que comprende una estación de trabajo que incluye un dispositivo de mantenimiento de un elemento en forma […]
Ventosa de aspiración y procedimiento para asir rodajas elásticas, del 27 de Mayo de 2020, de DEUTSCHES INSTITUT FUR LEBENSMITTELTECHNIK E.V.: Ventosa de aspiración para el uso como dispositivo de separación de rodajas elásticas de una pila de rodajas, con una campana de aspiración […]
Dispositivo de corte con un medio de tope, del 18 de Marzo de 2020, de GEA Food Solutions Germany GmbH (100.0%): Dispositivo para cortar lonchas de alimentos dese al menos un producto alimenticio , en particular embutido, jamón y/o queso, en donde está […]
Aparato de rebanado de productos alimenticios, del 11 de Marzo de 2020, de Marel Salmon A/S: Un aparato de rebanado para rebanado de productos alimenticios, que comprende: - un medio de transporte para transporte de un producto alimenticio […]
Métodos y sistemas de accionamiento de prensas rotativas, del 26 de Febrero de 2020, de THE BRADBURY COMPANY, INC.: Un sistema de prensa rotativa, que comprende: una primera prensa rotativa (105a; 802a); una segunda prensa rotativa (105b; 802b) adyacente a […]
Mesa de vacío para máquinas de corte, del 20 de Enero de 2020, de OPEN MIND VENTURES, S.L.U: La mesa de vacío para máquinas de corte comprende una superficie de corte formada por una pluralidad de cepillos , estando dichos […]
MÁQUINA PARA CORTE DE LÁMINAS POR PROYECCIÓN DE FLUIDOS, del 10 de Diciembre de 2019, de GOITI, S.COOP: Máquina para corte de láminas por proyección de fluidos que comprende un cabezal desplazable en tres dimensiones, dispuesto sobre una mesa de apoyo de láminas a […]
Máquina de cortado en lonchas de artículos alimenticios que comprende un sistema de protección de seguridad, del 4 de Diciembre de 2019, de FORMAX, INC: Una máquina de cortado en lonchas de artículos alimenticios , que comprende: una estación de cortado en lonchas que comprende una hoja de cuchilla y una transmisión […]