CATETER QUE TIENE UNA PRESTACION DE CURVATURA MEJORADA MEDIANTE TRATAMIENTO TERMICO.
Un catéter intravascular, que comprende: un cuerpo cilíndrico alargado que incluye un lumen que tiene una abertura proximal en el extremo proximal del cuerpo cilíndrico y una abertura distal en el extremo distal del cuerpo cilíndrico,
teniendo el cuerpo cilíndrico una superficie interna que define el lumen y una superficie externa; incluyendo el cuerpo cilíndrico alargado una primera porción entre los extremos proximales y distales, extendiéndose la primera porción a lo largo y siguiendo un eje longitudinal curvado central y teniendo una superficie externa que está en la superficie externa del cuerpo cilíndrico; consistiendo la primera porción esencialmente en un primer material polímero que tiene una primera temperatura de fusión; en donde la primera porción está generalmente exenta de una tensión residual como resultado de ser sometida a calor a una temperatura igual o superior a la primera temperatura de fusión, siendo impartida la tensión residual en la primera porción durante la formación de la curva
Tipo: Resumen de patente/invención. Número de Solicitud: W0228992US.
Solicitante: BOSTON SCIENTIFIC LIMITED.
Nacionalidad solicitante: Barbados.
Dirección: THE CORPORATE CENTRE BUSH HILL BAY STREET,ST. MICHAEL.
Inventor/es: PU,ZHOU.
Fecha de Publicación: .
Fecha Concesión Europea: 21 de Octubre de 2009.
Clasificación Internacional de Patentes:
- A61M25/00R2
- B29C53/84 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › Calentamiento o enfriamiento.
Clasificación PCT:
- A61M25/00 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61M DISPOSITIVOS PARA INTRODUCIR AGENTES EN EL CUERPO O PARA DEPOSITARLOS SOBRE EL MISMO (introducción de remedios en o sobre el cuerpo de animales A61D 7/00; medios para la inserción de tampones A61F 13/26; dispositivos para la administración vía oral de alimentos o medicinas A61J; recipientes para la recogida, almacenamiento o administración de sangre o de fluidos médicos A61J 1/05 ); DISPOSITIVOS PARA HACER CIRCULAR LOS AGENTES POR EL CUERPO O PARA SU EXTRACCION (cirugía A61B; aspectos químicos de los artículos quirúrgicos A61L; magnetoterapia utilizando elementos magnéticos colocados dentro del cuerpo A61N 2/10 ); DISPOSITIVOS PARA INDUCIR UN ESTADO DE SUEÑO O LETARGIA O PARA PONERLE FIN. › Catéteres; Sondas huecas (para medida o examen A61B).
Clasificación antigua:
- A61M25/00 A61M […] › Catéteres; Sondas huecas (para medida o examen A61B).
Fragmento de la descripción:
Catéter que tiene una prestación de curvatura mejorada mediante tratamiento térmico.
Campo de la invención
La presente invención se refiere generalmente a catéteres para realizar procedimientos médicos. Más particularmente, la presente invención se refiere a catéteres intravasculares que tienen una porción curvada.
Fundamento de la invención
Se han desarrollado una amplia variedad de catéteres intravasculares para diagnosticar y tratar enfermedades vasculares. Algunos tipos de catéteres incluyen una porción distal curvada o conformada para facilitar la navegación del catéter a través de la vasculatura. La formación de la porción curvada comprende usualmente conformar y tratar térmicamente el extremo distal del catéter por debajo del punto de fusión de los polímeros contenidos en él, lo cual puede dar como resultado propiedades físicas indeseables. En la patente de EE.UU. 4.292.270 se calienta una matriz a una temperatura por encima de la temperatura de la masa fundida plástica del tubo termoplástico mientras que el tubo se hace avanzar en dicha matriz. El documento EP 0807446 describe un catéter y un método de fabricarlo de acuerdo con el cual la capa intermedia o central de una sección de un catéter se calienta por encima de su temperatura de fusión con el fin de recocer la capa y hacerla fluir distalmente
Sumario de la invención
Para reducir o eliminar dichas propiedades físicas indeseables, la presente invención proporciona alternativas de diseño y fabricación para catéteres que tienen una porción conformada o curvada como se describe con más detalle más adelante.
Breve descripción de los dibujos
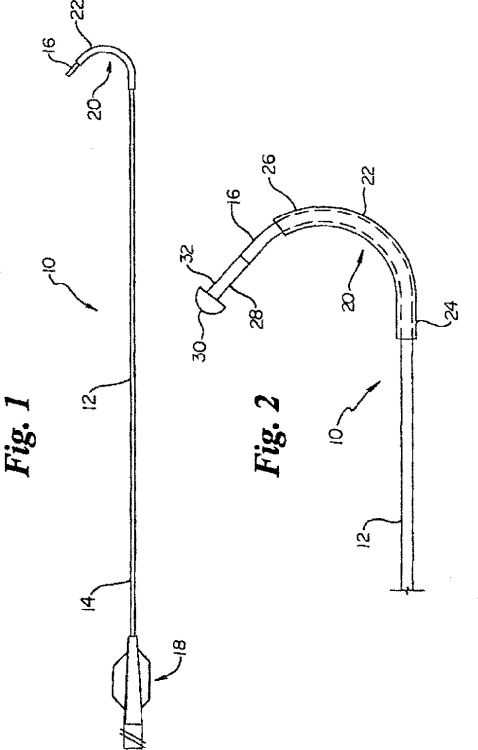
La Figura 1 es una vista en planta de un catéter que incluye una porción distal conformada de acuerdo con una realización de la invención, junto con un manguito de retención; y
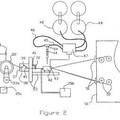
La Figura 2 es una vista ampliada de la porción distal conformada del catéter mostrado en la Figura 1, junto con un manguito de retención y un mandril de conformación.
Descripción detallada de las realizaciones preferidas
La siguiente descripción debe ser leída con referencia a los dibujos en donde los números de referencia indican elementos iguales a través de las diferentes vistas La descripción detallada y los dibujos ilustran las realizaciones a modo de ejemplo, en ningún caso de limitación.
La Figura 1 es una vista en planta de un catéter 10 que comprende un cuerpo cilíndrico alargado 12 que tiene un extremo proximal 14, un extremo distal 16, y una porción distal conformada 20. La porción distal conformada 20 incluye al menos un segmento polímero y/o una capa que permite que la porción distal 20 sea formada por conformación y tratamiento térmico a una temperatura superior al punto de fusión de uno o más segmento(s) y/o capa(s) polímero(s). Se cree que el tratamiento con calor a temperaturas superiores al punto de fusión del(de los) segmento(s) o capa(s) polímero(s) de la porción distal 20 puede eliminar el historial térmico, la tensión residual, y la orientación morfológica y puede restablecer las propiedades físicas originales del catéter 10. Dicho tratamiento térmico no está limitado a la porción distal 20, sino que puede aplicarse igualmente a cualquier porción del catéter 10, incluyendo porciones conformadas y rectas, para eliminar el historial térmico, la tensión residual y la orientación morfológica.
Tal como se usa en la presente memoria, la expresión tratamiento térmico se entiende que significa un proceso térmico de exponer o generar calor en el(los) segmento(s) o capa(s) polímeros. El tratamiento térmico puede conseguirse por medio de cierto número de métodos y técnicas. Por ejemplo, el tratamiento térmico puede incluir la exposición del(de los) segmento(s) o capa(s) polímero(s) de la porción distal 20 a energía infrarroja, radiofrecuencia, energía electromagnética, calentamiento por radiación, energía de láser, etc. Alternativamente, el(los) segmento(s) o capa(s) polímero(s) de la porción distal 20 puede(n) ser colocado(s) en un horno o en una matriz que está acoplada a una fuente de calor. Las personas con conocimiento ordinario de la técnica están familiarizadas con técnicas de tratamiento térmico apropiadas para las múltiples realizaciones de la invención.
El catéter 10 puede comprender uno cualquiera de los múltiples tipos de catéteres diferentes. Estos tipos de catéteres incluyen, pero sin limitación, un catéter de guía, un catéter de diagnóstico, un catéter de globo, un catéter para aterectomía, etc. Una persona con experiencia ordinaria en la técnica estará familiarizada con los diferentes tipos de catéteres apropiados para las múltiples realizaciones de la presente invención. Únicamente con fines de ilustración, el catéter 10 se representa en la Figura 1 como un catéter de guía.
Un colector 18 puede estar dispuesto en el extremo proximal 14 del cuerpo cilíndrico alargado 12. El colector 18 puede comprender un adaptador de un solo orificio (como el mostrado) para un catéter de guía, o un adaptador de doble orificio, un adaptador de múltiples orificios, un conector, etc., dependiendo del tipo de catéter seleccionado. Un dispositivo terapéutico o de diagnóstico (no mostrado) tal como un globo inflable o una herramienta de corte rotatoria puede estar conectado al extremo distal 16 del cuerpo cilíndrico alargado 12, dependiendo del tipo de catéter seleccionado. El cuerpo cilíndrico alargado 12 también puede incorporar uno o más lúmenes y/o mecanismos necesarios para hacer funcionar dichos dispositivos terapéuticos y de diagnóstico.
El cuerpo cilíndrico alargado 12 puede ser generalmente tubular y puede ser fabricado a partir de cierto número de materiales que incluyen, pero sin limitación, polímeros tales como polioximetileno (POM), poli(tereftalato de butileno) (PBT), éster de bloques de poliéter disponible bajo el nombre comercial ARNITEL, amida de bloques de poliéter (PEBA), copolímero de etileno-propileno fluorado (FEP), polietileno (PE), polipropileno (PP), poli(cloruro de vinilo) (PVC), poliuretano, politetrafluoroetileno (PTFE), poliéter-éter-cetona (PEEK), poliimida, poliamida, poli(sulfuro de fenileno) (PPS), poli(óxido de fenileno) (PPO), polisufona, nilón, y perfluoro(propil-vinil-éter)(PFA), correspondiendo todas las abreviaturas a las denominaciones en inglés; materiales compuestos de polímero/metal que incluye cualquiera de los polímeros descritos anteriormente en combinación con un refuerzo metálico, tal como un arrollamiento o trenza formado de acero inoxidable, aleación de níquel, o aleación de níquel-titanio; y sus combinaciones. El cuerpo cilíndrico alargado 12 puede ser fabricado de modo que mantenga un nivel de flexibilidad y torcebilidad apropiado para maniobrar el catéter 10 a través de la vasculatura. Por ejemplo, la porción conformada 20 puede comprender un material compuesto de polímero/metal que tiene una capa interna de polímero lubricante (por ejemplo, PTFE), una capa intermedia de refuerzo (por ejemplo, una trenza de SST), y una capa externa de polímero (por ejemplo, PEBA) para facilitar el tratamiento térmico como se describe con más detalle más adelante.
La porción distal conformada 20 se incluye convencionalmente para ayudar al avance del catéter 10 a través de la vasculatura. Por ejemplo, la porción distal 20 puede ayudar a la navegación del catéter 10 en el arco aórtico para acceder a la arteria coronaria. La porción distal conformada 20 se forma típicamente conformando y reteniendo el catéter 10 en una configuración que tiene un extremo distal casi curvo 16 y luego tratando térmicamente el catéter 10 a una temperatura inferior al punto de fusión de todos los polímeros contenidos en el cuerpo cilíndrico 12.
Dichos conformación y tratamiento térmico del catéter 10, seguido por su enfriamiento, imparte y mantiene la forma o curva de la porción distal 20. Sin embargo, dichos conformación y tratamiento térmico de los catéteres también puede conducir a cambios en las propiedades físicas de catéter 10. Por ejemplo, la conformación y el calentamiento pueden aumentar la tensión residual, alterar la orientación morfológica de las partículas dentro del cuerpo cilíndrico alargado 12, y/o alterar la rigidez del cuerpo cilíndrico alargado 12. Los cambios en estas y otras propiedades físicas pueden comprometer las características físicas deseadas previstas durante el diseño del catéter 10.
Por tanto es deseable, en algunos casos, restablecer las características vírgenes u originales de los materiales...
Reivindicaciones:
1. Un catéter intravascular, que comprende:
un cuerpo cilíndrico alargado que incluye un lumen que tiene una abertura proximal en el extremo proximal del cuerpo cilíndrico y una abertura distal en el extremo distal del cuerpo cilíndrico, teniendo el cuerpo cilíndrico una superficie interna que define el lumen y una superficie externa;
incluyendo el cuerpo cilíndrico alargado una primera porción entre los extremos proximales y distales, extendiéndose la primera porción a lo largo y siguiendo un eje longitudinal curvado central y teniendo una superficie externa que está en la superficie externa del cuerpo cilíndrico;
consistiendo la primera porción esencialmente en un primer material polímero que tiene una primera temperatura de fusión;
en donde la primera porción está generalmente exenta de una tensión residual como resultado de ser sometida a calor a una temperatura igual o superior a la primera temperatura de fusión, siendo impartida la tensión residual en la primera porción durante la formación de la curva.
2. El catéter de la reivindicación 1, en donde la primera porción tiene una superficie interna que está en la superficie interna del cuerpo cilíndrico.
3. El catéter de reivindicación 1, en donde el cuerpo cilíndrico alargado incluye además una segunda porción que se extiende a lo largo y siguiendo el eje longitudinal central curvado y teniendo una superficie interna que está en la superficie interna del cuerpo cilíndrico;
consistiendo la segunda porción esencialmente en un segundo material polímero que tiene una segunda temperatura de fusión;
en donde la segunda porción está generalmente exenta de una tensión residual como resultado de ser sometida a calor a una temperatura igual o superior a la segunda temperatura de fusión, siendo impartida la tensión residual en la segunda porción durante la formación de la curva.
4. Un catéter intravascular, que comprende:
un cuerpo cilíndrico alargado que incluye un lumen que tiene una abertura proximal en el extremo proximal del cuerpo cilíndrico y una abertura distal en el extremo distal del cuerpo cilíndrico, teniendo el cuerpo cilíndrico una superficie interna que define el lumen y una superficie externa;
incluyendo el cuerpo cilíndrico alargado una primera porción entre los extremos proximal y distal, extendiéndose la primera porción a lo largo y siguiendo un eje longitudinal central curvado y teniendo una superficie interna que está en la superficie interna del cuerpo cilíndrico;
consistiendo la primera porción esencialmente en un primer material polímero que tiene una primera temperatura de fusión;
en donde la primera porción está generalmente exenta de una tensión residual como resultado de ser sometida a calor a una temperatura igual o superior a la primera temperatura de fusión, siendo la tensión residual impartida en la primera porción durante la formación de la curva.
5. Un catéter de acuerdo con la reivindicación 3, en donde el primer material polímero es diferente del segundo material polímero.
6. Un catéter de acuerdo con la reivindicación 5, en donde la primera temperatura de fusión es diferente de la segunda temperatura de fusión.
7. Un catéter de acuerdo con la reivindicación 1 ó 4, en donde el cuerpo cilíndrico incluye una capa de refuerzo que se extiende a lo largo y siguiendo el eje longitudinal central curvado.
8. Un catéter de acuerdo con la reivindicación 7, en donde la capa de refuerzo es metálica.
9. Un catéter de acuerdo con la reivindicación 1, en donde el primer material polímero consiste esencialmente en un solo polímero.
10. Un catéter de acuerdo con la reivindicación 1, en donde el primer material polímero consiste esencialmente en un primer polímero y un segundo polímero.
11. Un catéter de acuerdo con la reivindicación 10, en donde el primer material polímero consiste esencialmente en una mezcla del primer polímero y el segundo polímero.
12. Un catéter de acuerdo con la reivindicación 1 ó 4, en donde la primera porción está en el extremo distal del cuerpo cilíndrico.
13. Un método de fabricar un catéter intravascular, que comprende las etapas de:
proporcionar un cuerpo cilíndrico alargado relativamente recto que se extiende a lo largo de un eje longitudinal, teniendo el cuerpo cilíndrico un extremo proximal, un extremo distal y una porción distal, incluyendo la porción distal, un polímero que tiene una temperatura de fusión;
conformar la porción distal en una forma curvada deseada doblando el cuerpo cilíndrico alrededor de un eje perpendicular al eje longitudinal;
proporcionar un mandril;
colocar el mandril en la porción distal conformada antes del calentamiento;
proporcionar un manguito;
colocar el manguito alrededor de la porción distal conformada antes del calentamiento; y
calentar la porción distal conformada a una temperatura igual o superior a la temperatura de fusión del polímero contenido en ella.
14. Un método de fabricar un catéter intravascular según la reivindicación 13, en donde la porción distal conformada se calienta a una temperatura inferior a la temperatura de fusión y se deja enfriar para permitir que se enfríe con el fin de establecer la forma de la porción distal antes de de la etapa de calentar la porción distal conformada a una temperatura igual o superior a la temperatura de fusión.
15. Un método de fabricar un catéter intravascular según la reivindicación 13, en donde el mandril tiene una caperuza en el extremo, y en donde el mandril se coloca en la porción distal de tal modo que la caperuza se apoye en el extremo distal del cuerpo cilíndrico.
Patentes similares o relacionadas:
Tubos médicos y métodos de fabricación, del 8 de Abril de 2020, de FISHER & PAYKEL HEALTHCARE LIMITED: Un tubo médico alargado que comprende: un cuerpo hueco alargado enrollado en espiral para formar al menos en parte dicho tubo médico alargado , teniendo […]
Artículo deportivo compuesto reforzado con fibra y su método de fabricación, del 22 de Mayo de 2019, de North Thin Ply Technology Sarl: Un artículo deportivo incluyendo una varilla tubular alargada compuesta de un material compuesto de matriz de resina reforzada con fibra, […]
Método de formación de un tubo a partir de una lámina de interposición termoplástica, del 27 de Marzo de 2019, de THE BOEING COMPANY: Método de formación de un tubo , que comprende las etapas de: empujar una lámina de interposición termoplástica sustancialmente plana formada a partir de […]
 Aparato de calefacción para piezas de trabajo de forma alargada, del 8 de Noviembre de 2018, de MASCHINEN WITTE GMBH & CO. KG: Aparato de calentamiento para piezas de trabajo extendidas, especialmente, secciones de perfil de plástico a ser deformadas en el estado ablandado, […]
Aparato de calefacción para piezas de trabajo de forma alargada, del 8 de Noviembre de 2018, de MASCHINEN WITTE GMBH & CO. KG: Aparato de calentamiento para piezas de trabajo extendidas, especialmente, secciones de perfil de plástico a ser deformadas en el estado ablandado, […]
 Método de fabricación de un rodillo de pintura laminado, del 2 de Diciembre de 2015, de SEKAR, CHANDRA: Un método de fabricación de un rodillo laminado de pintura que comprende las etapas de: enrollar helicoidalmente una banda no porosa de polipropileno en torno […]
Método de fabricación de un rodillo de pintura laminado, del 2 de Diciembre de 2015, de SEKAR, CHANDRA: Un método de fabricación de un rodillo laminado de pintura que comprende las etapas de: enrollar helicoidalmente una banda no porosa de polipropileno en torno […]
 Preformado de conductos termoplásticos, del 25 de Julio de 2012, de THE BOEING COMPANY: Un aparato (10, 10a) para preformar un miembro termoplástico con objeto de conformar una preforma que corresponda, en general, a una configuración deseada […]
Preformado de conductos termoplásticos, del 25 de Julio de 2012, de THE BOEING COMPANY: Un aparato (10, 10a) para preformar un miembro termoplástico con objeto de conformar una preforma que corresponda, en general, a una configuración deseada […]
 Procedimiento de fabricación de alta velocidad de volantes compuestos, del 16 de Marzo de 2012, de TORAY INDUSTRIES, INC.: Procedimiento de bobinado de filamentos para la fabricación de llantas de volante compuestas con fibras de refuerzo embebidas en una matriz de resina termoestable, el […]
Procedimiento de fabricación de alta velocidad de volantes compuestos, del 16 de Marzo de 2012, de TORAY INDUSTRIES, INC.: Procedimiento de bobinado de filamentos para la fabricación de llantas de volante compuestas con fibras de refuerzo embebidas en una matriz de resina termoestable, el […]
PROCEDIMIENTO Y DISPOSITIVO PARA BOBINADO DE HILO, del 25 de Noviembre de 2011, de ASTRIUM SAS: Procedimiento de bobinado de hilos que comprende una etapa de desenrollado de los hilos formados a partir de unos filamentos de fibras, una etapa […]