BOLSA DE PLIEGUES LATERALES.
Bolsa de pliegues laterales con dos paredes frontales (1), unos pliegues laterales (2a,
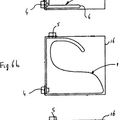
2b) que unen las paredes frontales (1), y un bucle de asa (3) de forma de tira en uno de los pliegues laterales (2a), en donde el bucle de asa (3) está dispuesto transversalmente a la dirección longitudinal del pliegue lateral asociado (2a) y se superpone a éste con sus extremos (4), caracterizada porque los extremos (4) del bucle de asa (3) se han introducido en la bolsa de pliegues laterales a través de aberturas (5) de las paredes frontales (1) y se han fijado a la cara interior (6a) del pliegue lateral asociado (2a)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07018423.
Solicitante: NORDENIA DEUTSCHLAND HALLE GMBH.
Nacionalidad solicitante: Alemania.
Dirección: WIELANDSTRASSE 2, 33790 HALLE.
Inventor/es: KRUSE,ALFONS, KOSTERS,JENS.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Septiembre de 2007.
Fecha Concesión Europea: 8 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B31B19/36B
- B31B19/86B3C
- B31B23/00H2
- B65D31/10
- B65D33/10B
Clasificación PCT:
- B31B19/86
- B65D30/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 30/00 Sacos, bolsas o recipientes similares. › con pliegues o dobles, p. ej. para facilitar el plegado.
- B65D33/10 B65D […] › B65D 33/00 Partes constitutivas, detalles o accesorios para sacos o bolsas. › hechos de un material similar al que se utiliza para el saco.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Bolsa de pliegues laterales.
La invención concierne a una bolsa de pliegues laterales con dos paredes frontales, unos pliegues laterales que unen las paredes frontales, y un bucle de asa de forma de tira en uno de los pliegues laterales, en donde el bucle de asa está dispuesto transversalmente a la dirección longitudinal del pliegue lateral asociado y se superpone a éste con sus extremos. Es también objeto de la invención un procedimiento para fabricar la bolsa de pliegues laterales. La bolsa de pliegues laterales es adecuada especialmente para envasar productos vertibles, tales como, por ejemplo, pienso peletizado para animales, detergente, material de cama para gatos, sal común o bien materiales de construcción pulverulentos o granulares. Con ayuda del bucle de asa se pueden transportar también fácilmente bolsas de envasado grandes y pesadas.
Una bolsa con dos paredes frontales que están unidas por un pliegue lateral remetido entre las paredes frontales, es conocida por el documento DE 36 34 238 C2. En el pliegue lateral está previsto un bucle de asa que está dispuesto transversalmente a la dirección longitudinal del pliegue lateral y se superpone a este pliegue lateral con sus extremos. Los extremos del bucle de asa están fijados sobre las dos paredes frontales por medio de costuras de sellado en caliente. Dado que la totalidad de las fuerzas de tracción actúa sobre la soldadura relativamente pequeña, por ejemplo elíptica, existe un elevado riesgo de rasgado, especialmente en el caso de cargas pesadas. Además, el bucle de asa asentado con sus extremos sobre las paredes frontales perjudica al aspecto óptico.
Una bolsa de envasado hecha de material pelicular, con un bucle de asa en una de las caras de la bolsa es conocida por el documento DE 203 11 386 U1. El bucle de asa puede estar fijado a la cara interior de la bolsa de envasado a través de una etiqueta de soporte, presentando entonces la bolsa de envasado hecha de material pelicular en la zona del bucle de asa una abertura de acceso. La fabricación de la bolsa de envasado hecha de material pelicular es complicada. Además, en los sitios de unión entre los extremos del bucle de asa y la película de la bolsa de envasado hecha de material pelicular se pueden presentar, en el caso de cargas pesadas, unas grandes fuerzas que conduzcan a un rasgado del bucle de asa.
Un bolsa de pliegues laterales con un bucle de asa en un pliegue lateral es conocida por el documento EP 1 777 167 A1. El bucle de asa, que discurre en la dirección longitudinal del pliegue lateral asociado, está formado por un tramo de la película de la bolsa limitado en el lado del borde por unas hendiduras y está cubierto en el lado interior de la bolsa por una hoja de cierre. El bucle de asa está integrado de manera disimulada en el pliegue lateral.
Otra ejecución de una bolsa de pliegues laterales con un asa de transporte en un pliegue lateral es conocida por el documento EP 1 792 722 A1. El asa de transporte presenta una tira de película con un tramo de asa accesible en uso a través de una abertura de una película de bolsa. La tira de película abraza con sus extremos a una hoja de soporte a través de la cual la tira de película está unida lateralmente con el lado interior de la bolsa. Gracias a la configuración descrita se consigue una distribución de fuerza sobre una gran superficie.
Las bolsas de pliegues laterales que presentan un bucle de asa integrado en un pliegue lateral son ópticamente atrayentes, ya que el bucle de asa está dispuesto en un sitio disimulado y toda la cara frontal puede ser aprovechada para aplicar material impreso. Es desventajoso el hecho de que, para la fabricación, se tienen que disponer varios tramos de película uno sobre otro. En particular, en caso de bolsas de pliegues laterales prefabricadas no llenas se observa parcialmente un desdoblamiento no deseado del pliegue lateral provisto del asa de transporte, de modo que la capacidad de apilamiento de las bolsas de pliegues laterales prefabricadas y aplanadas es insatisfactoria.
Ante este antecedente, la invención se basa en el problema de indicar una bolsa de pliegues laterales con un bucle de asa que pueda apilarse bien como bolsa aplanada antes del llenado de la misma y presente al mismo tiempo una buena capacidad de carga. En particular, mediante la configuración y disposición del bucle de asa se pretende posibilitar una buena movilidad por la máquina de bolsas de pliegues laterales prefabricadas en instalaciones de llenado.
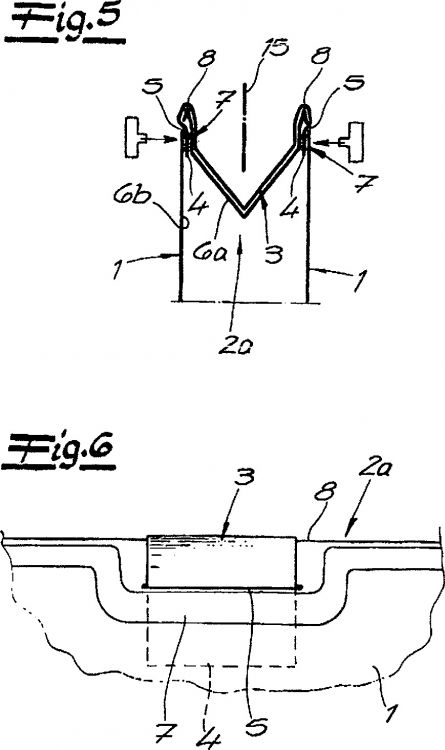
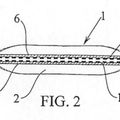
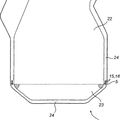
Partiendo de una bolsa de pliegues laterales con las características descritas al principio, el problema se resuelve según la invención por el hecho de que los extremos del bucle de asa se han introducido en la bolsa de pliegues laterales a través de aberturas de las paredes frontales y se han fijado a la cara interior del pliegue lateral asociado. En comparación con una fijación a la cara exterior, se consigue una distribución de fuerza uniforme y, por tanto, una mayor fuerza portante. Dado que los extremos del bucle de asa se han introducido en la bolsa de pliegues laterales a través de las aberturas y se han fijado al pliegue lateral asociado, no resulta ningún perjuicio óptico para las paredes frontales. Preferiblemente, en el lado interior de la bolsa no está prevista una cubierta de las aberturas por medio de etiquetas de película adicionales, con lo que la bolsa de pliegues laterales se puede fabricar de manera especialmente sencilla y barata. El bucle de asa está acodado usualmente de conformidad con el pliegue lateral colocado entre las paredes frontales y está fijado con sus extremos en la zona de los cantos longitudinales. En la zona de la línea de acodamiento central del pliegue lateral que discurre en dirección longitudinal no están previstas aquí usualmente ni costuras de sellado ni etiquetes de película adicionales, de modo que no se observa un desdoblamiento del pliegue lateral en una bolsa de pliegues laterales aplanada o sólo se observa este desdoblamiento en una pequeña medida.
En el marco de una ejecución preferida de la invención el bucle de asa está fijado con sus extremos a la cara interior del pliegue lateral por medio de sellado en caliente. El bucle de asa está formado aquí por un material termosellable, por ejemplo una película de polietileno de una o varias capas. En el marco de la invención puede estar prevista también como bucle de asa una tira de película que esté plegada sobre sí misma para aumentar la capacidad portante de carga. Convenientemente, el bucle de asa puede estar fijado, además, a las caras interiores de las paredes frontales por medio de costuras de sellado. Se puede conseguir una fijación tanto a la cara interior del pliegue lateral como a la cara interior de las paredes frontales cuando las costuras de sellado, al fabricar la bolsa de pliegues laterales, se produzcan después de la colocación de los pliegues laterales entre las paredes frontales.
En el marco de la invención los pliegues laterales y las paredes frontales pueden estar formados por tiras de material independientes. Sin embargo, se ha previsto preferiblemente que la bolsa de pliegues laterales se forme por plegado y sellado en caliente de una película de bolsa. La película de bolsa está configurada aquí preferiblemente en varias capas con una capa termosellable de poliolefina en el lado interior de la bolsa. Son adecuadas, por ejemplo, películas compuestas con una cara exterior de politereftalato de etileno (PET) y una cara interior de polietileno (PE). Entre la capa interior y la capa exterior pueden estar dispuestas, sin restricción, otras capas de película, por ejemplo para aumentar la estabilidad y/o la acción de barrera. En el marco de la invención se pueden utilizar también materiales compuestos con una capa exterior de polipropileno biaxialmente orientado (BO-PP) o con capas de diferentes tipos de polietileno, estando realizada preferiblemente la composición del polímero de la cara interior de tal manera que, a una temperatura de sellado adecuada, solamente se funda la cara interior. Las películas de bolsa que están formadas completamente por poliolefinas se caracterizan por una buena capacidad de reciclado.
Cuando en un borde longitudinal están unidos varios tramos de película o los bordes de una película de bolsa con la que está formada la bolsa de pliegues laterales, no se requiere allí necesariamente una línea de unión continua, por ejemplo en forma de una costura de sellado longitudinal. Además, se prevé preferiblemente también una costura de sellado en cantos longitudinales formados por plegado...
Reivindicaciones:
1. Bolsa de pliegues laterales con dos paredes frontales (1), unos pliegues laterales (2a, 2b) que unen las paredes frontales (1), y un bucle de asa (3) de forma de tira en uno de los pliegues laterales (2a), en donde el bucle de asa (3) está dispuesto transversalmente a la dirección longitudinal del pliegue lateral asociado (2a) y se superpone a éste con sus extremos (4), caracterizada porque los extremos (4) del bucle de asa (3) se han introducido en la bolsa de pliegues laterales a través de aberturas (5) de las paredes frontales (1) y se han fijado a la cara interior (6a) del pliegue lateral asociado (2a).
2. Bolsa de pliegues laterales según la reivindicación 1, caracterizada porque los extremos (4) del bucle de asa (3) se han fijado a la cara interior (6a) del pliegue lateral (2a) y a las caras interiores (6b) de las paredes frontales (1) por medio de costuras de sellado.
3. Bolsa de pliegues laterales según cualquiera de las reivindicaciones 1 ó 2, caracterizada porque los cantos longitudinales (8) de la bolsa de pliegues laterales están reforzados por costuras de sellado longitudinales.
4. Bolsa de pliegues laterales según la reivindicación 3, caracterizada porque las costuras de sellado longitudinales (7) presentan en la zona de las aberturas (5) una parte desplazada que se aleja del canto longitudinal asociado (8) y se extienden sobre las aberturas (5) de las paredes frontales (1) o preferiblemente alrededor de dichas aberturas (5).
5. Bolsa de pliegues laterales según cualquiera de las reivindicaciones 1 a 4, caracterizada porque la bolsa de pliegues laterales se ha formado por plegado y sellado en caliente a partir de una película de bolsa de varias capas que presenta una capa termosellable en el lado interior de la bolsa.
6. Bolsa de pliegues laterales según cualquiera de las reivindicaciones 1 a 5, caracterizada por un cierre reaplicable (9) que está dispuesto preferiblemente en el pliegue lateral (2b) opuesto al bucle de asa (3).
7. Procedimiento para fabricar una bolsa de pliegues laterales según cualquiera de las reivindicaciones 1 a 6,
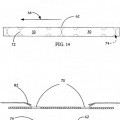
en el que se practican en tramos (13) de una banda de material (11) dos respectivas aberturas (5),
en el que se alimentan tiras de película y se introducen éstas con sus extremos (4) en las aberturas (5) desde un lado anterior (10) de la banda de material (11),
en el que se producen por plegado de la banda de material (11), a partir de los tramos (13), unas bolsas de pliegues laterales preformadas con dos paredes frontales (1) y unos pliegues laterales (2a, 2b) que unen las paredes frontales (1), de tal manera que en cada una de las paredes frontales (1) se dispone una de las aberturas (5) en posición contigua al pliegue lateral (2a) solapado por la tira de película, y
en el que se fijan los extremos (4) de las tiras de película, en el pliegue lateral asociado (2a), a una cara interna -formada por el lado posterior (12) de la banda de material (11)- de la bolsa de pliegues laterales preformada.
8. Procedimiento según la reivindicación 7, en el que se forman las aberturas (5) en los tramos (13) de la banda de material (11) por medio de incisiones paralelas.
9. Procedimiento según la reivindicación 7 u 8, en el que se repliegan los extremos (4) de las tiras de película después de introducirlos en las aberturas (5) y se fijan éstos previamente al lado posterior (12) de la banda de material (11).
10. Procedimiento según cualquiera de las reivindicaciones 7 a 9, en el que se introducen los extremos (4) de las tiras de película en las aberturas (5) con una ventosa.
11. Procedimiento según cualquiera de las reivindicaciones 7 a 10, en el que se introduce en el pliegue lateral (2a) colocado durante el plegado de la banda de material (11) entre las paredes frontales (1) y solapado por la tira de película una tira de separación (15) antes de que se fijen por sellado en caliente los extremos (4) de las tiras de película.
12. Procedimiento según cualquiera de las reivindicaciones 7 a 11, en el que se disponen en la zona de las aberturas (5) unas costuras de sellado que cubren las aberturas (5) o que se extienden alrededor de dichas aberturas (5), lejos del canto longitudinal asociado (8), de tal manera que se cierran herméticamente dichas aberturas (5).
Patentes similares o relacionadas:
 MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N. 200102797 POR BOLSA CON ASAS PARA PRODUCTOS HORTIFRUTICOLAS, del 16 de Julio de 2007, de RODA PACKING, S.A.: Mejoras en el objeto de la patente principal n° 200102797 por "bolsa con asas para productos hortifrutícolas".#Las mejoras se caracterizan porque los […]
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N. 200102797 POR BOLSA CON ASAS PARA PRODUCTOS HORTIFRUTICOLAS, del 16 de Julio de 2007, de RODA PACKING, S.A.: Mejoras en el objeto de la patente principal n° 200102797 por "bolsa con asas para productos hortifrutícolas".#Las mejoras se caracterizan porque los […]
RECIPIENTE DE EMBALAJE, del 18 de Noviembre de 2011, de BISCHOF + KLEIN GMBH & CO. KG: Recipiente de embalaje, hecho de una lámina de material plástico de varias capas la que puede ser sellada en por lo menos una capa situada […]
BOLSA ENVASE HECHA DE MATERIAL EN PELÍCULA, del 3 de Noviembre de 2011, de NORDENIA DEUTSCHLAND HALLE GMBH: Bolsa envase hecha de material en película que comprende dos paredes frontales opuestas (1a, 1b) formadas por una película de bolsa , un pliegue lateral que […]
 PROCEDIMIENTO DE FABRICACION DE UNA BOLSA A PARTIR DE UNA BOBINA DE PELICULA EN MATERIAL PLASTICO, del 10 de Diciembre de 2010, de VERIPLAST FLEXIBLE: Procedimiento de fabricación de una bolsa a partir de una bobina de película en material plástico según el cual: - se somete la película a unas […]
PROCEDIMIENTO DE FABRICACION DE UNA BOLSA A PARTIR DE UNA BOBINA DE PELICULA EN MATERIAL PLASTICO, del 10 de Diciembre de 2010, de VERIPLAST FLEXIBLE: Procedimiento de fabricación de una bolsa a partir de una bobina de película en material plástico según el cual: - se somete la película a unas […]
 BOLSA CON FUELLES EN MATERIAL PLASTICO PARA PRODUCTOS ALIMENTICIOS Y SU PROCEDIMIENTO DE FABRICACION, del 13 de Mayo de 2010, de VERIPLAST FLEXIBLE: Bolsa con fuelles (1a) y (1b) de material plástico para productos alimenticios, estando los fuelles (1a) y (1b) formados a nivel de los bordes longitudinales de la bolsa y resultando […]
BOLSA CON FUELLES EN MATERIAL PLASTICO PARA PRODUCTOS ALIMENTICIOS Y SU PROCEDIMIENTO DE FABRICACION, del 13 de Mayo de 2010, de VERIPLAST FLEXIBLE: Bolsa con fuelles (1a) y (1b) de material plástico para productos alimenticios, estando los fuelles (1a) y (1b) formados a nivel de los bordes longitudinales de la bolsa y resultando […]
 METODO PARA FABRICAR UNA BOLSA PLEGABLE Y UNA BOLSA PLEGABLE, del 27 de Septiembre de 2010, de SMQ GROUP B.V.: Método de fabricación de una bolsa plegable para el uso en un ensamblaje de Bag-in-Box, la bolsa plegable con una condición plegada en la que incluye al menos […]
METODO PARA FABRICAR UNA BOLSA PLEGABLE Y UNA BOLSA PLEGABLE, del 27 de Septiembre de 2010, de SMQ GROUP B.V.: Método de fabricación de una bolsa plegable para el uso en un ensamblaje de Bag-in-Box, la bolsa plegable con una condición plegada en la que incluye al menos […]
 METODO Y DISPOSITIVO PARA EFECTUAR UNA OBTURACION O SELLADO Y UTILIZACION DE DICHO METODO, del 15 de Diciembre de 2009, de ECO LEAN RESEARCH & DEVELOPMENT A/S: Un método para efectuar una obturación o sellado en una porción de una banda de material plástico,
comprendiendo dicha banda de material una […]
METODO Y DISPOSITIVO PARA EFECTUAR UNA OBTURACION O SELLADO Y UTILIZACION DE DICHO METODO, del 15 de Diciembre de 2009, de ECO LEAN RESEARCH & DEVELOPMENT A/S: Un método para efectuar una obturación o sellado en una porción de una banda de material plástico,
comprendiendo dicha banda de material una […]
 BOLSA CON ASA Y MÉTODO DE FABRICACIÓN, del 11 de Abril de 2011, de PEEL PLASTICS PRODUCTS LIMITED: Una bolsa que tiene un panel , teniendo el panel una superficie interna y una superficie externa y un par de ori ficios a través […]
BOLSA CON ASA Y MÉTODO DE FABRICACIÓN, del 11 de Abril de 2011, de PEEL PLASTICS PRODUCTS LIMITED: Una bolsa que tiene un panel , teniendo el panel una superficie interna y una superficie externa y un par de ori ficios a través […]