20 inventos, patentes y modelos de LUPKE, MANFRED ARNO ALFRED
Molde móvil refrigerado exteriormente.
(28/09/2016) Aparato de moldeo de tuberías que incluye un molde móvil para conformar plástico fundido en un producto realizado en el interior de dicho molde móvil, una fuente de aire de refrigeración y un alojamiento de bloqueo de aire en el que dicho molde móvil comprende un túnel de molde formado por unas secciones (7a) de bloques del molde desde un carril superior sinfín que se acopla con unas secciones (9a) de los bloques del molde desde un carril inferior sinfín en una configuración cerrada a lo largo de un recorrido de avance, estando adaptadas las secciones (7a, 9a) de los bloques del molde para separarse una de la otra en una configuración abierta a lo largo…
Tapón de refrigeración alineable para extrusora.
(26/08/2015) Aparato de moldeo para formar una tubería de pared doble, que comprende una extrusora , un cabezal de extrusión y unos bloques del molde móviles , que definen una superficie exterior de dicha tubería de pared doble;
caracterizado por que el aparato de moldeo además comprende un tapón de refrigeración , estando dicho tapón de refrigeración fijado de forma ajustable a dicho cabezal de extrusión mediante un mecanismo de ajuste para desplazar dicho tapón de refrigeración con respecto a un extremo de dicho cabezal de extrusión ; pudiendo dicho mecanismo de ajuste ser accionado durante el moldeo de la tubería para ajustar la alineación de dicho tapón de refrigeración con dichos bloques del molde independientemente de dicho cabezal de extrusión .
Aparato de moldeo con bloques de molde que tienen un ajuste de caras perfiladas.
(18/06/2014) Sistema de moldeo para producir una tubería de plástico de doble pared , incluyendo dicho sistema de moldeo una pluralidad de bloques de molde , los cuales se mueven a lo largo de una trayectoria de moldeo para formar dicha tubería de plástico de doble pared que presenta una pared exterior con ondulaciones, las cuales establecen el diámetro exterior de las ondulaciones de las tuberías y una pared interior alrededor de un orificio a través de la tubería , presentando dichos bloques de molde unas caras perfiladas, las cuales determinan la forma de la tubería , siendo dichas caras perfiladas reconfigurables en su perfil entre un primer y un segundo…
Procedimiento y dispositivo para fabricar un tubo termoplástico de doble pared con un manguito de acoplamiento.
(12/02/2014) Procedimiento para fabricar un tubo termoplástico de doble pared con un manguito de acoplamiento a) extrudiéndose un primer tubo en un túnel conformador , formado al menos por una fila de moldes guiados en una vía; b) dándole al primer tubo una forma ondulada en, al menos, una primera sección y expandiéndolo en un manguito de acoplamiento en, al menos, una segunda sección; c) extrudiéndose un segundo tubo en el primer tubo y presionándose contra los senos de las ondas del primer tubo ; d) solicitándose el espacio (A) entre los dos tubos con una presión p1, superior a la presión atmosférica, mientras que al primer tubo se le está dando una forma ondulada y el segundo tubo está siendo extrudido en el primero; e) solicitándose el espacio (A) entre los dos tubos , en un momento…
Araña para un cabezal de extrusor.
(18/07/2012) Araña para un cabezal de extrusor, presentando dicha araña una pluralidad de pasos de flujo de plásticointernos que se extienden axialmente a través de dicha araña y una pata de araña entre cada paso de flujo,presentando cada pata de araña una parte de araña aguas arriba y una parte de araña aguas abajo respecto a los extremos opuestos de dicha pata de araña , presentando dicha parte aguas arriba undivisor de flujo que divide el flujo de plástico (A) a dicha pata de araña en una pluralidad de corrientes de plásticoindependientes (B1, B) que fluyen alrededor de dicha pata de araña , caracterizada porque dicha parteaguas abajo presenta una pluralidad de guías de flujo dispuestas al tresbolillo a distintas profundidadesradiales…
(11/07/2012) Aparato cortatubos , que comprende
una base de máquina provista de una primera tabla de máquina fijada de modo deslizante en ladirección de desplazamiento con un tubo durante la extrusión del mismo;
soportando dicha primera tabla de máquina un tubo base montado de modo giratorio sobre dichaprimera tabla de máquina y posicionado para permitir 10 que un tubo pase a través de dicho tubo base ;un accionamiento giratorio para dicho tubo base destinado a hacer girar dicho tubo base alrededor deun eje longitudinal del mismo;
al menos un conjunto de corte ;
incluyendo cada conjunto de corte un soporte de montaje fijado a dicho tubo base en una posiciónperiférica;
un brazo de soporte provisto de un eje de pivote que conecta…
Sección de tubo corrugado de doble pared.
(22/05/2012) Tubo de plástico corrugado de una construcción de pared doble, dicho tubo comprendiendo una pared interior continúa que define un paso constante a través de dicho tubo y una pared exterior que forma ondulaciones conectada a dicha pared interior en un borde interior de cada ondulación ; dicho tubo en un extremo del mismo incluyendo un empalme de campana y en un extremo opuesto incluyendo un empalme de inserción que tiene una serie de ondulaciones y una pared interior que corresponde a dicha pared interior de dicho tubo ; dicho empalme de campana incluyendo una pared de transición que se extiende desde una unión común de las paredes interior y exterior de dicho tubo hasta un manguito exterior dimensionado para recibir dicho empalme de inserción…
Sistema de extrusión de tubos con una separación de tapón de refrigeración.
(21/05/2012) Sistema de moldeo para la producción de tubos que comprende
una extrusora que presenta un cabezal de extrusión ;
unos pares cooperantes de bloques de molde accionados que se acoplan y forman un túnel de molde móvil alrededor de dicho cabezal de extrusión y se desplazan aguas abajo del mismo; y
un tapón de refrigeración (14, 14a) dentro de dicho molde del túnel ;
caracterizado porque el tapón de refrigeración (14, 14a) es fijado de manera que se puede liberar a dicho cabezal de extrusión mediante un montaje de liberación que presenta un mecanismo de liberación, permitiendo dicho mecanismo de liberación…
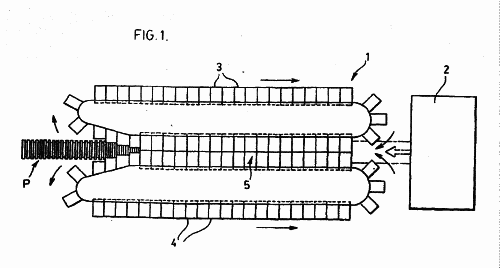
DISTRIBUIDOR DE CAUDAL PARA UN UTILLAJE DE MOLDEO DE UN EQUIPO PARA MOLDEAR TUBOS CON EXTRUSORA SITUADA A DISTANCIA.
(18/07/2011) Equipo utilizado en el moldeo de un tubo de plástico, comprendiendo dicho equipo un suministrador de plástico (2, 2a, 2b, 2c, 2d) y un alimentador de plástico que proporciona plástico fundido para realizar el tubo a un distribuidor de caudal conectado a un extremo curso arriba del utillaje de moldeo , presentando dicho utillaje de moldeo un primer paso de moldeo interno que se extiende longitudinalmente teniendo una configuración en forma de anillo para llevar el plástico fundido hacia una región de moldeo donde se conforma el tubo, teniendo el utillaje de moldeo un extremo curso arriba encajado con el distribuidor…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UN TUBO TERMOPLASTICO DE DOBLE PARED CON UN MANGUITO DE ACOPLAMIENTO.
(16/03/2008) Procedimiento para fabricar un tubo termoplástico de doble pared con un manguito de acoplamiento a) extrudiéndose un primer tubo en un túnel conformador , formado al menos por una fila de moldes guiados en una vía; b) dándole al primer tubo una forma ondulada en, al menos, una primera sección y expandiéndolo en un manguito de acoplamiento en, al menos, una segunda sección; c) extrudiéndose un segundo tubo en el primer tubo y presionándose contra los senos de las ondas del primer tubo ; d) solicitándose el espacio (A) entre los dos tubos con una presión p1, superior a la presión atmosférica, mientras que al primer tubo se le está dando una forma ondulada y el segundo tubo está siendo extrudido en el primero; e) solicitándose…
APARATO PARA EL MOLDEO DE TUBOS CON TURBULENCIA DE AIRE EN EL TUNEL DE MOLDEO.
(16/11/2007) Aparato de extrusión que expulsa una longitud continua de producto plástico hueco , comprendiendo dicho aparato un extrusor el cual alimenta plástico fundido, a través de un equipo matriz , a un túnel de moldeo formado por bloques de moldeo con capacidad de movimiento, en disposición lado a lado, estando el producto plástico conformado por el túnel de moldeo , incluyendo dicho aparato medios para proporcionar turbulencias de aire para ayudar en la conformación del producto , comprendiendo dichos medios un elemento para movimiento de aire motorizado el cual está situado de forma interna al producto en el túnel de moldeo , una fuente de energía para motorizar dicho elemento de movimiento de aire , estando situada dicha fuente de energía…
DISPOSITIVO PARA FABRICAR UN TUBO TERMOPLASTICO DE DOBLE PARED, CON UN MANGUITO.
(16/08/2007) Dispositivo para fabricar un tubo termoplástico de doble pared, con un manguito, con A) un túnel conformador formado por como mínimo una serie de coquillas guiadas sobre una pista, que y que tiene como mínimo una primera sección con una pared ondulada, y como mínimo una segunda sección con una escotadura que encaja con el manguito, B) un dispositivo de extrusión provisto de un cabezal de extrusión que presenta una primera boquilla para extrudir un primer tubo en el túnel conformador , y una segunda boquilla , dispuesto posteriormente en el túnel conformador siguiendo la dirección de movimiento de las coquillas,…
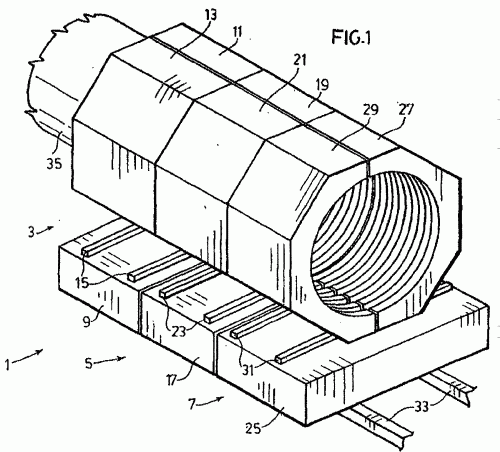
MOLDE PARA TUBOS CON COMPENSACION DE LA RETRACCION DE LOS TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2005). Ver ilustración. Solicitante/s: LUPKE, MANFRED ARNO ALFRED LUPKE, STEFAN, A. Clasificación: B29C47/12.
Aparato para el moldeo de tubos que tiene un túnel de moldeo que incluye un bloque de moldeo de la parte de arriba y como mínimo un bloque de moldeo de la parte de abajo , comprendiendo cada bloque de moldeo secciones de bloque de moldeo que se cierran para formar el tubo y que se abren para liberar el mismo, desplazándose los bloques de moldeo en sentido de avance en el aparato, uno junto a otro, cuando se forma el tubo que se enfría y se retrae en diámetro y longitud cuando se desplaza por el túnel de moldeo, y desplazándose los bloques de moldeo en la parte de más arriba del aparato separadamente entre sí cuando se libera el tubo, poseyendo cada uno de los bloques de moldeo una zona de formación del tubo hueco, disminuyendo la zona de formación del tubo hueco del bloque de moldeo de más abajo tanto en diámetro como en longitud con respecto a la zona de formación del tubo hueco del bloque de moldeo de la parte de arriba a efectos de compensar la retracción del tubo.
METODO Y APARATO PARA ENFRIAR PRODUCTO DENTRO DE UN MOLDE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2005). Ver ilustración. Solicitante/s: LUPKE, MANFRED ARNO ALFRED LUPKE, STEFAN, A. Clasificación: B29C49/00, B29C47/88.
Un método para fabricar un producto de plástico en un molde que tiene una región de moldeo circundada por una pared de molde, teniendo el molde una entrada de gas y una salida de gas en la región de moldeo, estando la entrada de gas formada a través de la pared del molde y la salida de gas separada de la entrada de gas, comprendiendo el método la conformación del producto en la región de moldeo contra la pared del molde, contrayéndose y separándose el producto de la pared del molde a fin de dejar un espacio entre el producto y la pared del molde, y luego haciendo circular un gas de refrigeración dentro de la región de moldeo en la entrada de gas, a través del espacio donde se mueve el gas y enfría tanto el producto como la pared del molde, y luego saliendo de la región por la salida de gas.
METODO Y APARATO PARA FORMAR UN TUBO TERMOPLASTICO DE DOBLE PARED CON CAMPANAS INTEGRADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2000). Solicitante/s: LUPKE, MANFRED ARNO ALFRED. Clasificación: B29C49/00, B29C47/06.
UN TUNEL DE MOLDEO MOVIL PARA LA FORMACION DE UN TUBO CORRUGADO DE DOBLE PARED QUE TIENE UNA PRIMERA PORCION PARA LA FORMACION DEL TUBO CORRUGADO Y UNA SEGUNDA PORCION ACAMPANADA PARA LA FORMACION DE UNA PORCION DE REBORDE ADECUADA PARA QUEDAR ACOPLADA A OTRO TUBO. EN EL EXTREMO CORRIENTE ARRIBA DE LA PORCION ACAMPANADA HAY UNOS CONDUCTOS DE PASO RADIALES DE PEQUEÑO DIAMETRO PARA QUE SE PUEDA ESTABLECER UNA PRESION DIFERENCIAL ENTRE EL INTERIOR Y EL EXTERIOR DE UN PRIMER PARISON DENTRO DE LA PORCION ACAMPANADA. DE ESTE MODO SE PUEDE APLICAR UN VACIO A TRAVES DE LOS CONDUCTOS DE PASO RADIALES PARA PERMITIR QUE UN PARISON INTERIOR SE LAMINE CON EL PRIMER PARISON SOBRE SU SUPERFICIE INTERIOR EN LA PORCION ACAMPANADA. EL PRIMER PARISON ES ARRASTRADO EN UNOS BALONES SALIENTES HASTA QUE ENTRA EN LOS CONDUCTOS DE PASO. ESTOS BALONES SE PUEDEN ROMPER. ALTERNATIVAMENTE, SE PUEDE UTILIZAR UNA PRESION POSITIVA. EN ESTE CASO, LOS BALONES SE PUEDEN ROMPER HACIA ADENTRO.
AJUSTE DEL ESPACIO DE UN CANAL DE CIRCULACION DE PLASTICO EN UN DISPOSITIVO DE FORMACION DE PIEZAS DE PLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1998). Solicitante/s: LUPKE, MANFRED ARNO ALFRED. Clasificación: B29C47/22, B29C47/16.
SE PROPORCIONA UN METODO DE AJUSTE DE UN HUECO DE UN CANAL DE CORRIENTE DE PLASTICO EN UN DISPOSITIVO DE FORMACION DE PLASTICOS QUE TIENE UNA PARTE DE CUERPO PRIMERA ADYACENTE A UN LATERAL DEL CANAL Y AJUSTABLE EN RELACION AL MISMO, Y UNA PARTE DE CUERPO SEGUNDA SOBRE LA QUE SE MONTA LA PARTE DE CUERPO PRIMERA MEDIANTE UN AJUSTE PRIETO ENTRE LAS PARTES DEL CUERPO PRIMERA Y SEGUNDA. EL METODO COMPRENDE EL SOMETIMIENTO DE UNA DE LAS PARTES DEL CUERPO A UN CAMBIO DE TEMPERATURA PRIMERO QUE PRODUCE UN DIFERENCIAL DE TEMPERATURA TEMPORAL Y UNA PERDIDA DEL AJUSTE ENTRE LAS PARTES DEL CUERPO, AJUSTANDOSE LA POSICION DE LA PARTE DEL CUERPO PRIMERA SOBRE LA PARTE DEL CUERPO SEGUNDA MIENTRAS SE PIERDE EL AJUSTE, Y, DESPUES, SE SOMETE A LA PARTE DE CUERPO PRIMERA A UN CAMBIO DE TEMPERATURA SEGUNDO CONTRARIO AL CAMBIO DE TEMPERATURA PRIMERO PARA COMPENSAR EL DIFERENCIAL DE TEMPERATURA Y RESTABLECER EL AJUSTE PRIETO ENTRE LAS PARTES DEL CUERPO.
MOLDE MOVIL CON SEPARACION DE LOS BLOQUES DE MOLDEO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1998). Solicitante/s: LUPKE, MANFRED ARNO ALFRED. Clasificación: B29L23/18, B29C33/36.
MOLDE MOVIL QUE TIENE SECCIONES DE BLOQUE DE MOLDEADO QUE SON CONDUCIDAS ALREDEDOR DE UNA PISTA CONTINUA . EL MOLDE TIENE UN SISTEMA DE CONDUCCION QUE INCLUYE UN PRIMER ELEMENTO DE CONDUCCION QUE LLEVA LAS SECCIONES DEL BLOQUE DE MOLDEADO SITUADAS EN POSICIONES LINDANTES A UN SEGUNDO ELEMENTO EN EL SISTEMA DE CONDUCCION QUE ACELERA Y SEPARA LAS SECCIONES DEL BLOQUE DE MOLDEADO Y QUE POSTERIORMENTE DESACELERA Y REAGRUPA LAS SECCIONES DEL BLOQUE DE MOLDEADO EN SUS POSICIONES LIMITROFES ANTES DE QUE LAS SECCIONES DEL BLOQUE DE MOLDEADO SEAN DEVUELTAS AL PRIMER ELEMENTO DE CONDUCCION . ESTA SEPARACION Y REAGRUPAMIENTO DE LAS SECCIONES DEL BLOQUE DE MOLDEADO ELIMINA LA NECESIDAD DE TENER UNA CADENA COMPLETA DE SECCIONES DE BLOQUE DE MOLDEADO LINDANTES ALREDEDOR DEL MOLDE.
METODO PARA MODIFICAR UN TUBO ONDULADO O NERVADO PARA OBTENER UNA PARED EXTERIOR LISA.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(16/05/1997). Solicitante/s: LUPKE, MANFRED ARNO ALFRED. Clasificación: B29C47/12, B29D23/24, F28F1/26.
UN TUBO TERMOPLASTICO SEMIRIGIDO ONDULADO O PROVISTO DE NERVADURAS ANULARES O HELICOIDALES SE MODIFICA PARA OBTENER UNA PARED EXTERIOR LISA. EL TUBO ONDULADO SE HACE PASAR A TRAVES DE UN MANGUITO CALENTADO PARA ALISAR EL PERFIL EXTERIOR DEL TUBO ONDULADO O DOBLAR LAS NERVADURAS DEL TUBO PROVISTO DE LAS MISMAS Y SE MOLDEA UNA CUBIERTA EXTERIOR LISA EN EL TUBO. EL APARATO PARA FORMAR EL TUBO MODIFICADO INCLUYE UN TUNEL DE MOLDEADO MOVIL PARA LA PRODUCCION DEL TUBO ONDULADO O PROVISTO DE NERVADURAS Y UN MANGUITO ALISADOR SITUADO POR DETRAS DEL MISMO. EL MANGUITO ALISADOR TIENE UN CALENTADOR PARA CALENTARLO LO SUFICIENTE PARA MOLDEAR LA CUBIERTA EXTERIOR LISA.
METODO PARA HACER TUBERIAS A BASE DE EJERCER UNA PRESION ASPIRANTE Y NEUMATICA EN LA SUPERFICIE DEL MANDRIL DE REFRIGERACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1994). Solicitante/s: LUPKE, MANFRED ARNO ALFRED. Clasificación: B29C49/00, B29C47/12, B29C47/90.
LA INVENCION SE REFIERE A UN MANDRIL DE REFRIGERACION PARA DIMENSIONAR LA SUPERFICIE INTERIOR DE UN TUBO TERMOPLASTICO EXTRUIDO. SE APLICA UNA PRESION DE VACIO Y/O NEUMATICA A LA SUPERFICIE DEL MANDRIL. LA PRESION NEUMATICA PUEDE HACER QUE LA PARED INTERIOR SE HINCHE COMO UN GLOBO HACIA AFUERA PARA FORMAR CAMPANAS DENTRO DE UN MOLDE O DENTRO DE UNA PARED EXTERIOR, PARA ENTRAR EN UNAS ESTRIAS DE UN TUBO EXTERIOR ESTRIADO, ETC. EL VACIO SE PUEDE UTILIZAR PARA VOLVER A LLEVAR LA PARED INTERIOR A LA SUPERFICIE DEL MANDRIL DESPUES DE LA APLICACION DE LA PRESION NEUMATICA.
TROQUEL DE EXTRUSION PARA TUBERIA DE PLASTICO CON NERVADURA EXTERNA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1991). Solicitante/s: LUPKE, MANFRED ARNO ALFRED. Clasificación: B29C47/32.
TROQUEL DE EXTRUSION PARA TUBERIA DE PLASTICO, SIN COSTURAS, CON NERVADURA EXTERNA, QUE INCLUYE UNA CABEZA EXTRUSORA CON UNA BOQUILLA ALARGADA DENTRO DE LA CUAL VA UN MANDRIL. LA BOQUILLA Y EL MANDRIL DEFINEN UN ORIFICIO ANULAR DE EXTRUSION FORMANDO EL PARISON DE LA TUBERIA Y CON UNA PARTE COAXIAL CONICA, CUYA GENERATRIZ FORMA UN ANGULO MAYOR DE 45" CON EL EJE LONGITUDINAL DE LA CABEZA. EL DIAMETRO DEL MANDRIL EN SU EXTREMO FINAL NO ES MENOR QUE EL DE LA BOQUILLA. EL TROQUEL PUEDE TAMBIEN LLEVAR UN CALENTADOR ELECTRICO INCORPORADO DENTRO DEL MANDRIL A CONTINUACION DEL ORIFICIO CON UNOS ELEMENTOS DE CENTRADO SOBRE LA BOQUILLA ESPACIADOS UNIFORMEMENTE ALREDEDOR DEL MANDRIL, CON UN ELEMENTO ROSCADO PARA AJUSTAR LONGITUDINALMENTE DICHO MANDRIL A FIN DE VARIAR EL TAMAÑO DEL ORIFICIO DE EXTRUSION Y CON ACOPLADORES INTERCONECTANDO EL MANDRIL Y LA CABEZA QUE PERMITEN UNICAMENTE EL MOVIMIENTO AXIAL, SIN ROTACION, DEL MANDRIL.
{kind=link}
{kind=link}