Tapón de refrigeración alineable para extrusora.
Aparato de moldeo (2) para formar una tubería de pared doble, que comprende una extrusora (4), un cabezal de extrusión (6) y unos bloques del molde móviles (20, 22), que definen una superficie exterior de dicha tubería de pared doble;
caracterizado por que el aparato de moldeo (2) además comprende un tapón de refrigeración (14), estando dicho tapón de refrigeración (14) fijado de forma ajustable a dicho cabezal de extrusión (6) mediante un mecanismo de ajuste para desplazar dicho tapón de refrigeración (14) con respecto a un extremo de dicho cabezal de extrusión (6); pudiendo dicho mecanismo de ajuste ser accionado durante el moldeo de la tubería para ajustar la alineación de dicho tapón de refrigeración (14) con dichos bloques del molde (20, 22) independientemente de dicho cabezal de extrusión (6).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CA2008/000528.
Solicitante: LUPKE, MANFRED ARNO ALFRED.
Nacionalidad solicitante: Canadá.
Dirección: 92 Elgin Street Thornhill, Ontario L3T 1W6 CANADA.
Inventor/es: LUPKE, MANFRED ARNO ALFRED, LUPKE, STEFAN, A..
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/22
- B29C47/88
- B29C47/90
PDF original: ES-2548443_T3.pdf
Fragmento de la descripción:
Tapón de refrigeración alineable para extrusora.
Campo de la invención La presente invención se refiere a un aparato para la fabricación de una tubería de plástico y en particular, a una tubería de plástico de alta resistencia, según el preámbulo de la reivindicación 1.
Antecedentes de la invención Diversos procedimientos han sido utilizados para la formación de una tubería ondulada de pared doble. Las ondulaciones de la tubería de pared doble inicialmente están formadas a partir de una primera corriente de plástico arrastrado al contacto con los bloques del molde que definen la forma de las ondulaciones. Una segunda corriente de plástico es a continuación extruida para formar la pared interior de la tubería y se fusiona con el borde interior de las ondulaciones. La tubería de plástico ondulada de doble pared, debido a la colocación eficaz del material, puede soportar cargas axiales significantes y normalmente se utiliza para la formación de una tubería de plástico en una gama diversa de diámetros. Además de su alta resistencia, la tubería de pared doble tiene la ventaja de que la pared interior de la tubería proporciona una superficie interior lisa para el flujo del líquido a lo largo de la longitud de la tubería.
A fin de obtener la resistencia deseada en la tubería de plástico moldeada, es importante centrar eficazmente la extrusora, y en particular, el cabezal de la extrusora con respecto a los bloques del molde que circulan o se mueven de un ondulador. Esta alineación determina las variaciones de la tolerancia en el espesor de las paredes desde un lado de la tubería hasta el otro lado de la tubería. Una resistencia mejorada y coherente se obtiene cuando existe una pequeña o nada de variación en el espesor de la pared de la tubería alrededor de la circunferencia de la tubería.
Diversos enfoques han sido utilizados para ajustar la alineación del cabezal de extrusión con los bloques del molde que circulan. El cabezal de extrusión, la extrusora y el ondulador combinados son grandes y tienen una elevada masa. Por lo tanto, la alineación del equipo de extrusión al ondulador es difícil y algo complicada. El otro enfoque es ajustar los bloques del molde del ondulador mientras se mantiene fija la extrusora. Dependiendo de la fabricación del equipo ondulador y el tipo de bloques del molde que se están utilizando, este enfoque puede ser ligeramente más ventajoso pero es todavía difícil y consume tiempo. Adicionalmente, una alineación pobre es cara ya que se utiliza material de plástico en exceso para obtener la resistencia necesaria. Plástico en exceso también contribuye a hacer más lenta las velocidades de fabricación y/o unos costos más elevados.
En la fabricación de una tubería de plástico de alta resistencia, tal como una tubería de pared doble, alguna tubería con aletas y una tubería de pared maciza de espesor variable, un tapón de refrigeración se asocia con el cabezal de la extrusora y está diseñado para sostener inicialmente la pared interior de la tubería y también extraer calor de la misma.
La técnica anterior más próxima, la patente US nº 3.994.644 describe un cabezal de extrusora para la extrusión de un tubo o lámina exterior alrededor de un tubo o cable interior. Según esta técnica anterior, el cabezal de la extrusora incluye una matriz exterior y una matriz interior para formar los dos tubos de plástico que van a ser extruidos uno en el interior del otro, en el que en la matriz interior está instalado un mandril ajustable. Siempre que se ajusta el mandril, el espesor de la pared del tubo interior varía. El mandril ajustable también incluye una conexión a un tapón instalado por detrás del mandril y acoplado fijamente al mismo.
La presente invención revela un procedimiento y un aparato mejorados para la fabricación de una tubería de alta resistencia de este tipo en los que se reducen los problemas asociados con los bloques del molde que conducen a unas variaciones excesivas de la tolerancia en el espesor de las paredes de la tubería.
Sumario de la invención Un aparato de moldeo para formar una tubería según la presente invención comprende las características de la reivindicación 1, en particular una extrusora, un cabezal de extrusión, un tapón de refrigeración y unos bloques del molde móviles que definen una superficie exterior de la tubería. El tapón de refrigeración está fijado de forma ajustable al cabezal de extrusión mediante un mecanismo de ajuste para desplazar el tapón de refrigeración con respecto a un extremo del cabezal de extrusión. El mecanismo de ajuste se puede accionar durante el moldeo de la tubería para ajustar la alineación del tapón de refrigeración con los bloques del molde independiente de la posición del cabezal de extrusión.
En un aspecto de la invención, un extremo del tapón de refrigeración incluye una superficie de transición inclinada colocada adyacente al cabezal de extrusión. La superficie de transición inclinada forma una trayectoria de transición del flujo de plástico entre el cabezal de extrusión una parte del cuerpo del tapón de refrigeración.
En otro aspecto de la invención, un borde aguas arriba de la superficie de transición inclinada está dimensionado para permanecer en el interior de una periferia de la sección transversal del cabezal de extrusión en una unión del cabezal de extrusión y el tapón de refrigeración para permitir una desviación máxima del eje longitudinal del tapón de refrigeración con respecto al eje longitudinal de dicho cabezal de extrusión.
En un aspecto adicional de la invención, el cabezal de extrusión incluye dos pasos de extrusión con un primer paso de extrusión para la extrusión de plástico para la formación de ondulaciones exteriores de la tubería y un segundo paso aguas abajo para la extrusión de plástico para la formación de una pared interior lisa de la tubería.
En un aspecto diferente de la invención, se proporciona un control para el ajuste del eje longitudinal del tapón de refrigeración con respecto al eje longitudinal de la extrusora. Preferentemente, el control incluye una entrada angular y una entrada dimensional para que un operario controle el ajuste del tapón de refrigeración.
En un aspecto de la invención, el mecanismo de ajuste incluye por lo menos dos elementos de ubicación que se pueden ajustar que acoplan el tapón de refrigeración y el cabezal de extrusión y que controla la alineación longitudinal entre ellos.
En un aspecto adicional de la invención, el mecanismo de ajuste incluye dos elementos de leva con cada elemento de leva girando alrededor de un eje de giro diferente, los elementos de leva cooperando para el ajuste de la posición del tapón de refrigeración con respecto al cabezal de extrusión.
En un aspecto diferente de la invención, el mecanismo de ajuste incluye por lo menos dos elementos de pistón para variar la posición del tapón de refrigeración en un extremo del cabezal de extrusión.
En todavía un aspecto adicional de la invención, el mecanismo de ajuste incluye por lo menos tres elementos de pistón dispuestos a diferentes posiciones angulares con los pistones controlando la posición del tapón de refrigeración en un extremo del cabezal de extrusión.
En otro aspecto de la invención, el mecanismo de ajuste incluye por lo menos un primer par de pistones opuestos y un segundo par de pistones opuestos colocados para acoplar una superficie interior del tapón de refrigeración y el cabezal de extrusión.
En un aspecto de la invención, el mecanismo de ajuste incluye una primera leva giratoria en el interior de una segunda leva, la primera leva acoplando el tapón de refrigeración en una posición de desviación con respecto a un eje de giro de la primera leva y en el que el eje de giro de la segunda leva está desviado con respecto a un eje de giro de la primera leva. Preferentemente, cada una de las levas es giratoria por medio de un elemento de control sostenido de forma giratoria en el cabezal de extrusión.
Breve descripción de los dibujos Formas de realización preferidas de la invención se representan en los dibujos, en los cuales:
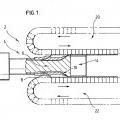
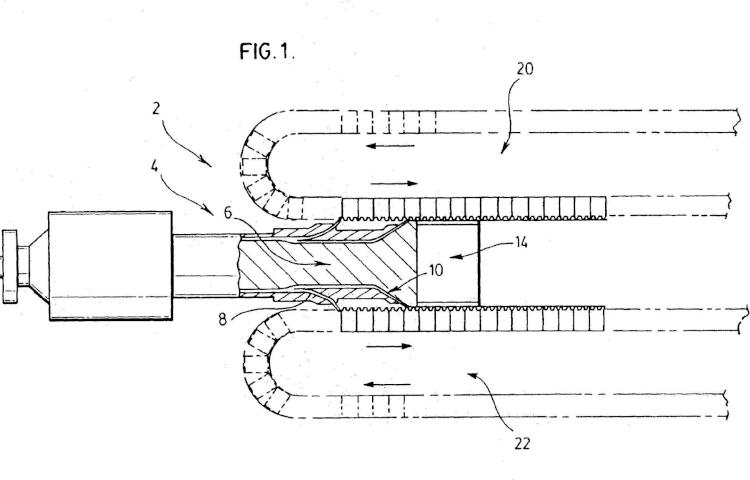
la figura 1 es una vista esquemática de un ondulador para la fabricación de una tubería ondulada de pared doble;
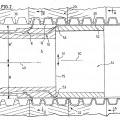
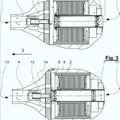
la figura 2 es una vista en sección parcial del cabezal de extrusión y el tapón de refrigeración y los bloques del molde asociados del ondulador;
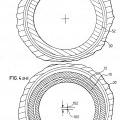
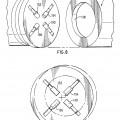
la figura 3 es una vista en sección tomada a lo largo de las líneas A -A de la figura 2 que muestra una alineación entre el tapón de refrigeración y los bloques del molde;
la figura 4 es una vista en sección tomada a lo largo de las líneas B -B de... [Seguir leyendo]
Reivindicaciones:
1. Aparato de moldeo (2) para formar una tubería de pared doble, que comprende una extrusora (4) , un cabezal de extrusión (6) y unos bloques del molde móviles (20, 22) , que definen una superficie exterior de dicha tubería de 5 pared doble;
caracterizado por que el aparato de moldeo (2) además comprende un tapón de refrigeración (14) , estando dicho tapón de refrigeración (14) fijado de forma ajustable a dicho cabezal de extrusión (6) mediante un mecanismo de ajuste para desplazar dicho tapón de refrigeración (14) con respecto a un extremo de dicho cabezal de extrusión (6) ;
pudiendo dicho mecanismo de ajuste ser accionado durante el moldeo de la tubería para ajustar la alineación de dicho tapón de refrigeración (14) con dichos bloques del molde (20, 22) independientemente de dicho cabezal de extrusión (6) .
2. Aparato de moldeo (2) según la reivindicación 1, en el que dicho tapón de refrigeración (14) en un extremo del mismo incluye una superficie de transición inclinada (53) situada de manera adyacente a dicho cabezal de extrusión (6) , formando dicha superficie de transición inclinada (53) una trayectoria de transición del flujo de plástico que permite cualquier desviación de un eje longitudinal (50) de dicho tapón de refrigeración (14) con respecto a un eje longitudinal (40) de dicho cabezal de extrusión (6) .
3. Aparato de moldeo (2) según la reivindicación 2, en el que un extremo expuesto de dicha superficie de transición inclinada (53) está dimensionado para permanecer en el interior de la periferia de la sección transversal de dicho cabezal de extrusión (6) en una unión de dicho cabezal de extrusión (6) y dicho tapón de refrigeración (14) para permitir una desviación máxima de dicho eje longitudinal (50) del tapón de refrigeración (14) con respecto a dicho cabezal de extrusión (6) .
4. Aparato de moldeo (2) según la reivindicación 1, en el que dicho tapón de refrigeración inclinado (14) incluye una superficie de transición inclinada (53) adyacente a un extremo de dicho cabezal de extrusión (6) que distribuye plástico desde el cabezal de extrusión (6) hasta una parte del cuerpo más ancha del tapón de refrigeración (14) .
7. Aparato de moldeo (2) según la reivindicación 6, en el que dicho control (200) incluye una entrada angular y una entrada dimensional para que un operario realice el ajuste de dicho tapón de refrigeración (14) . 40 8. Aparato de moldeo (2) según la reivindicación 7, en el que dicha entrada angular y dicha entrada dimensional se determinan sobre la base de las variaciones de la tolerancia de la tubería moldeada. 9. Aparato de moldeo (2) según la reivindicación 1, en el que dicho mecanismo de ajuste incluye por lo menos dos elementos de colocación ajustables que acoplan dicho tapón de refrigeración (14) y dicho cabezal de extrusión (6) y que controlan la alineación longitudinal entre ellos. 10. Aparato de moldeo (2) según la reivindicación 1, en el que dicho mecanismo de ajuste incluye dos elementos de leva (110, 112) con cada elemento de leva (110, 112) girando alrededor de un eje de giro diferente, cooperando 50 dichos elementos de leva (110, 112) para ajustar la posición de dicho tapón de refrigeración (14) con respecto a dicho cabezal de extrusión (6) . 11. Aparato de moldeo (2) según la reivindicación 1, en el que dicho mecanismo de ajuste incluye por lo menos dos elementos de pistón (130, 132, 134, 136) para variar la posición de dicho tapón de refrigeración (14) en un extremo 55 de dicho cabezal de extrusión (6) . 12. Aparato de moldeo (2) según la reivindicación 1, en el que dicho mecanismo de ajuste incluye por lo menos tres elementos de pistón (130, 132, 134, 136) dispuestos en diferentes posiciones angulares y que controlan la posición de dicho tapón de refrigeración (14) en un extremo de dicho cabezal de extrusión (6) . 13. Aparato de moldeo (2) según la reivindicación 1, en el que dicho mecanismo de ajuste incluye por lo menos un primer par de pistones opuestos (130, 132) y un segundo par de pistones opuestos (134, 136) , acoplándose cada pistón (130, 132, 134, 136) con una superficie interior (138) de dicho tapón de refrigeración (14) y un área central de dicho cabezal de extrusión (6) . 14. Aparato de moldeo (2) según la reivindicación 1, en el que dicho mecanismo de ajuste incluye una primera leva (110) que puede girar en el interior de una segunda leva (112) recibida de forma giratoria en un rodamiento (117) de dicho cabezal de extrusión (6) , acoplándose dicha primera leva (110) con dicho tapón de refrigeración (14) en una posición desviada con respecto al eje de giro de dicha primera leva (110) , y en el que el eje de giro de dicha segunda leva (112) está desviado con respecto a dicho eje de giro de dicha primera leva (110) . 15. Aparato de moldeo (2) según la reivindicación 14, en el que cada leva (110, 112) incluye un elemento de control soportado de forma giratoria en dicho cabezal de extrusión (6) , en el que el giro de dicho elemento de control hace girar la leva respectiva (110, 112) . 5. Aparato de moldeo (2) según la reivindicación 1, en el que dicho cabezal de extrusión (6) incluye dos pasos de extrusión (8, 10) con un primer paso de extrusión (8) para extruir plástico para formar las ondulaciones exteriores de dicha tubería y un segundo paso aguas abajo (10) para extruir plástico para formar una pared interior lisa de dicha tubería.
6. Aparato de moldeo (2) según la reivindicación 5, que incluye un control (200) para ajustar la posición de dicho tapón de refrigeración (14) con respecto a dicho cabezal de extrusión (6) .
Patentes similares o relacionadas:
Dispositivo calibrador para calibrar una película tubular extrudida, del 14 de Marzo de 2019, de KDESIGN GMBH: Dispositivo calibrador para calibrar por encima del límite de fraguado una película tubular extrudida, en donde entre unas superficies guía […]
Películas de múltiples capas termocontraíbles, del 26 de Noviembre de 2018, de CRYOVAC, INC.: Una mezcla de polímeros, en la que comprende: - de 50 % a 85 % en peso, de preferencia de 60 % a 80 % en peso, de mayor preferencia de 65 % a 75 % en peso de al menos […]
Pasador de refrigeración para refrigerar una pieza de plástico moldeada hueca mediante un flujo de fluido de refrigeración acelerado por efecto venturi, del 30 de Mayo de 2018, de Plastipak BAWT S.à.r.l: Un pasador de refrigeración para refrigerar una pieza de plástico (P) hueca moldeada, y que comprende un tubo de soplado hueco que tiene una entrada […]
Películas de polímero, del 18 de Abril de 2018, de IRPLAST S.P.A.: Películas de poliolefina multicapa para ventanas de sobres, que comprenden al menos tres capas en las que la capa central comprende un homopolímero […]
Productos de ácido poliláctico y su uso, del 28 de Marzo de 2018, de LANKHORST PURE COMPOSITES B.V.: Producto en forma de cuerda, en particular una cinta, película o hilo, que comprende PLA, que se estira en al menos la dirección de la máquina en una proporción de estiramiento […]
Film de plástico y un método para su producción, del 31 de Enero de 2018, de Doxa Plast i Värnamo AB: Film de plástico con una o más bandas longitudinales de refuerzo con un grosor que es 3μm - 50μm mayor que una parte principal del film , donde cada […]
 Dispositivo y procedimiento para enfriar perfiles de plástico, del 31 de Enero de 2018, de battenfeld-cincinnati Germany GmbH: Línea de extrusión para la producción de perfiles de plástico, preferiblemente tubos de plástico, que comprende al menos
una extrusora ,
una herramienta […]
Dispositivo y procedimiento para enfriar perfiles de plástico, del 31 de Enero de 2018, de battenfeld-cincinnati Germany GmbH: Línea de extrusión para la producción de perfiles de plástico, preferiblemente tubos de plástico, que comprende al menos
una extrusora ,
una herramienta […]
Procedimientos de fabricación de un hilo, productos previos de hilos con múltiples capas e hilos, del 22 de Noviembre de 2017, de General Cable Industries, Inc: Procedimiento de fabricación de un hilo, que comprende: extruir un polímero receptor reticulable, sustancialmente libre de agente de curado, alrededor de un núcleo […]