Métodos y sistemas de accionamiento de prensas rotativas.
(26/02/2020) Un sistema de prensa rotativa, que comprende:
una primera prensa rotativa (105a; 802a);
una segunda prensa rotativa (105b; 802b) adyacente a la primera prensa rotativa (105a; 802a), en el que las prensas rotativas primera y segunda (105a, 105b; 802a, 802b) están para recibir un material de tira ;
un engranaje motriz común acoplado a las prensas rotativas primera y segunda (105a, 105b; 802a, 802b); y
en el que el engranaje motriz común es para accionar directamente un primer engranaje motriz (110b; 804b) de la primera prensa rotativa (105a; 802a) y un segundo engranaje motriz (210b; 806b) de la segunda prensa rotativa (105b; 802b);
caracterizado por
un motor acoplado al engranaje motriz común para hacer rotar el engranaje motriz común y hacer que las prensas rotativas primera y segunda (105a, 105b; 802a,…
Métodos y sistemas de accionamiento de prensas rotativas.
(18/09/2019) Un método de procesamiento de un material en movimiento, comprendiendo el método:
mover un material a través de una primera prensa rotativa (105a) y una segunda prensa rotativa (105b) separada con respecto a la primera prensa rotativa (105a);
accionar la primera y la segunda prensas rotativas (105a, 105b) por medio de un primer engranaje de accionamiento acoplado directamente con un motor ;
enganchar directamente el primer engranaje de accionamiento con un primer engranaje cilíndrico de dientes rectos inferior (110b) de la primera prensa rotativa (105a) y un segundo engranaje cilíndrico de dientes rectos inferior (210b) de la segunda prensa rotativa (105b), permaneciendo el primer engranaje de accionamiento acoplado…
Métodos y aparato para determinar una posición de profundidad de caída de máquinas de acondicionamiento de material.
Sección de la CIP Técnicas industriales diversas y transportes
(20/02/2019). Ver ilustración. Inventor/es: DOWNING,ROGER, COX,CLARENCE B. Clasificación: B21D1/02.
Método para ajustar una profundidad de caída de una niveladora que comprende:
colocar un material en banda entre un primer rodillo de trabajo y un segundo rodillo de trabajo ;
ajustar gradualmente, mediante un actuador (620, 622, 712a-f, 714a-f), el primer rodillo de trabajo con respecto al segundo rodillo de trabajo entre una pluralidad de posiciones de profundidad de caída graduales ;
medir un valor de presión en el actuador en las respectivas posiciones de profundidad de caída graduales;
asociar los valores de presión medidos con las correspondientes posiciones de profundidad de caída graduales;
detectar un mínimo relativo de los valores de presión medidos; e
identificar una primera de las posiciones de profundidad de caída graduales correspondiente al mínimo relativo de los valores de presión medidos.
PDF original: ES-2726704_T3.pdf
Métodos y aparato para monitorizar máquinas de acondicionamiento de materiales en banda.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(13/12/2017). Inventor/es: SMITH,GREGORY S, COX III,CLARENCE B. Clasificación: B21B37/28, G01B11/30, B21D1/02, B21D1/05, B21B38/02.
Sistema que comprende:
una pluralidad de cilindros de trabajo para procesar un material en banda continua ;
un primer sensor para medir una primera distancia entre una superficie superior del material en banda y una primera ubicación de referencia , encontrándose el primer sensor más adelante de una salida de los cilindros de trabajo y midiendo el primer sensor una segunda distancia entre la superficie superior del material en banda y la primera ubicación de referencia, midiéndose la primera y la segunda distancia en dos momentos diferentes; y
un controlador para determinar un valor de diferencia entre la primera distancia y la segunda distancia con el fin de detectar curvatura de material en el material en banda.
PDF original: ES-2662003_T3.pdf
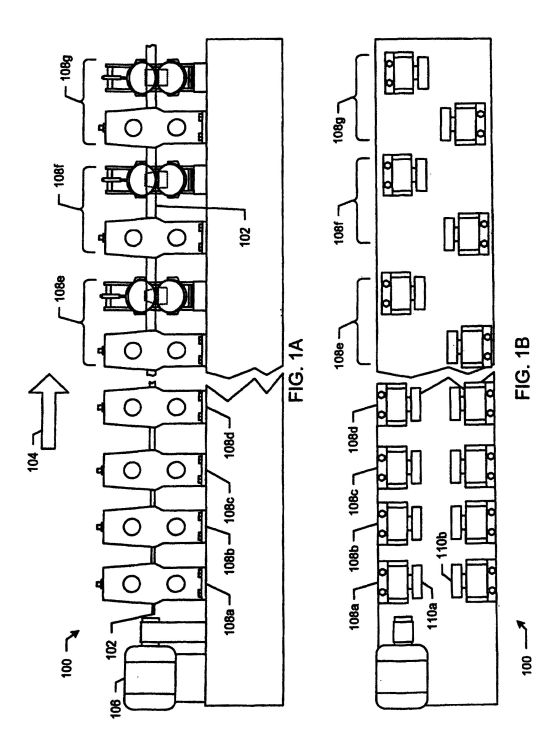
Línea de empaquetamiento automatizada para perfiles conformados en C y en U.
(17/05/2017) Una línea de empaquetamiento para empaquetar perfiles, de tal manera que la línea de empaquetamiento comprende:
una primera pala y una tercera pala , ambas susceptibles de hacerse rotar de forma síncrona alrededor de un eje geométrico horizontal central, de tal manera que la primera pala y la tercera pala tienen una forma geométrica que se ha configurado para recibir un primer perfil , que tiene una sección transversal conformada en C o una sección transversal conformada en U, y para hacer rotar un segundo perfil , que tiene una sección transversal conformada en C o una sección transversal conformada en U, sobre el primer perfil , de tal modo que el primer perfil se coloca en una primera orientación y el segundo perfil se coloca en una segunda orientación, opuesta a la primera orientación, a fin de formar una primera pareja…
Línea de empaquetado automático para empaquetar perfiles.
(21/09/2016) Una línea de empaquetado para empaquetar perfiles que tienen una sección transversal en forma de C o en forma de U formada por una primera pared lateral, una segunda pared lateral y una pared de base entre la primera y segunda paredes laterales, la línea de empaquetado comprende:
un primer trasportador (106a) y un segundo trasportador (106b) adaptados para transferir perfiles, el primer trasportador y el segundo trasportador espaciados y paralelos entre sí;
un bloque de cabezal adaptado para moverse hacia arriba y hacia abajo, el primer trasportador y el segundo trasportador para transferir perfiles a una zona debajo del bloque de cabezal; y
un rotor , llevado por el bloque de cabezal y adaptado para acoplarse a un primer…
Aparato y métodos para aumentar la eficiencia de sistemas de formación de perfiles por medio de rodillos y de nivelación.
(01/04/2015) Un aparato de procesamiento de material en tiras que comprende:
un primer sistema de unidad de accionamiento para accionar un primer rodillo de trabajo , en el que el primer sistema de unidad de accionamiento incluye un primer motor ;
un segundo sistema de unidad de accionamiento para accionar un segundo rodillo de trabajo , en el que el segundo sistema de unidad de accionamiento incluye un segundo motor ; y
un controlador para proporcionar una primera referencia de instrucción al primer sistema de unidad de accionamiento , el controlador para medir un primer valor de salida de par de torsión del primer sistema de unidad de accionamiento cuando el primer sistema de unidad de accionamiento opera a la primera referencia de instrucción,
caracterizado por que
el controlador es para determinar un segundo…
Método y aparato para controlar el abocardado en procesos de conformación por rodillos.
(23/10/2013) Método para controlar el abocardado en componentes conformados, que comprende:
predefinir una pluralidad de valores de posición para ajustar un ángulo de inclinación de un rodillo de ala ; y
ajustar el ángulo de inclinación del rodillo de ala basándose en uno de los valores de posición predefinidos para cambiar una cantidad de abocardado en una zona de un componente, estando dicho valor de posición predefinido asociado con la zona del componente,
caracterizado porque
predefinir la pluralidad de valores de posición comprende ajustar un ajustador manual para establecer previamente el ángulo de inclinación de un rodillo de ala , y
ajustar el ángulo de inclinación del rodillo de ala basándose en uno de los valores de posición…
Procedimientos y aparato para supervisar y acondicionar metal en tiras.
(18/09/2013) Un aparato, que comprende:
una pluralidad de sensores situados a lo largo de una anchura de un material en movimiento,correspondiendo cada uno de la pluralidad de sensores a una respectiva de una pluralidad de zonas longitudinalessituadas a lo largo de una anchura del material en movimiento; y
una unidad de respuesta de acondicionamiento y supervisión del material configurada para determinar lacondición del material en movimiento y configurada para acoplarse a una pluralidad de diferentes tipos deacondicionadores de material , en la que la unidad de respuesta de acondicionamiento y supervisión delmaterial está configurada para relacionar cada uno de la pluralidad de sensores con al menosuno respectivo de una pluralidad de cojinetes de apoyo ajustables basándose en que están acoplados a unocualquiera…
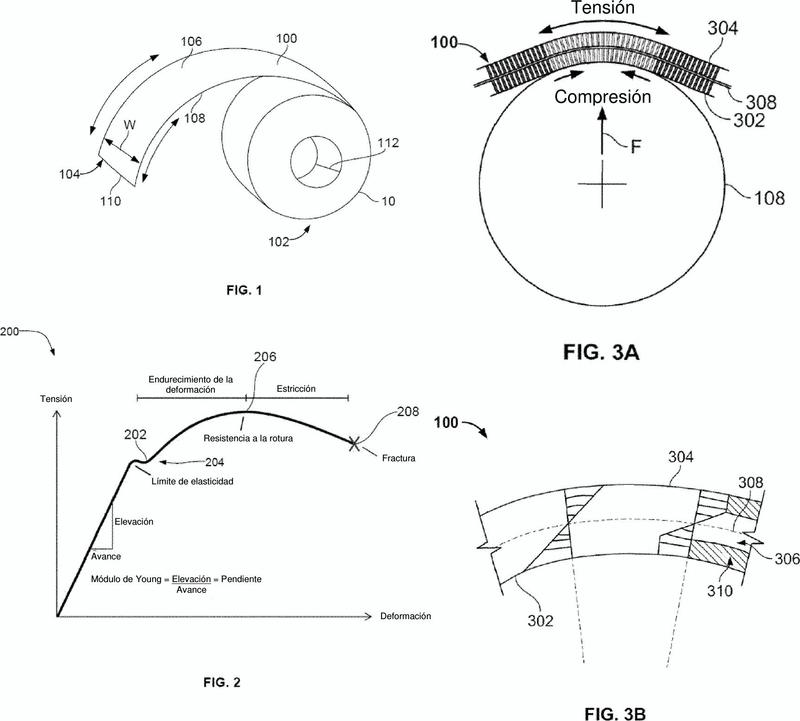
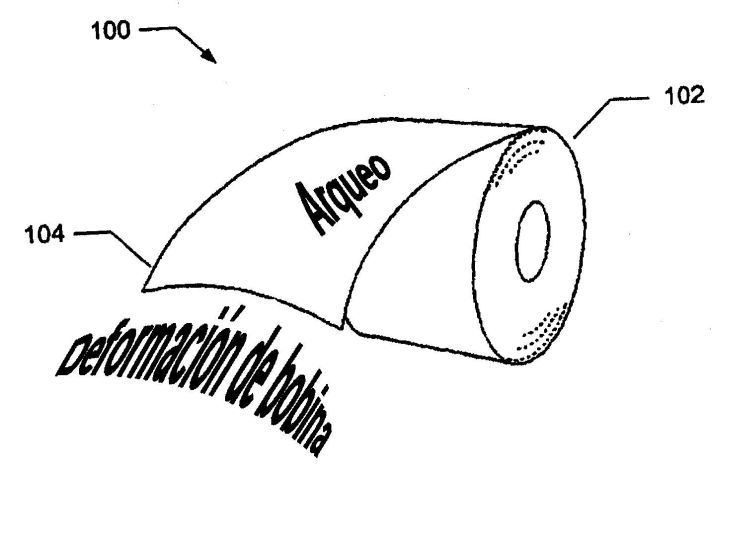
Sistema para controlar la deformación de extremo en procesos de laminación con rodillos.
(27/06/2012) Sistema para controlar la deformación de extremo en un proceso de laminación con rodillos, que comprende:
una interfaz de almacenamiento configurada para recuperar un valor de posición de rodillo de una memoria; un ajustador de rodillo de ala acoplado comunicativamente a la interfaz de almacenamiento y configurado para obtener el valor de posición de rodillo de la interfaz de almacenamiento y cambiar una posición de un rodillo basándose en el valor de posición de rodillo; un comparador acoplado comunicativamente a la interfaz de almacenamiento y configurado para obtener un valor de tolerancia de deformación de extremo de la interfaz de almacenamiento ; una interfaz de sensor acoplada comunicativamente…
Procedimiento y aparato para supervisar y acondicionar material en tiras.
(11/04/2012) Un sistema para acondicionar un material en tiras móvil, comprendiendo el sistema:un primer detector colocado para medir un primer valor de altura de una superficie del material en unaprimera zona longitudinal a lo largo del material en tiras ;
un segundo detector colocado para medir un segundo valor de altura de la superficie del material en unasegunda zona longitudinal a lo largo del material en tiras ; y
un controlador acoplado comunicativamente con los detectores primero y segundo para determinar unadiferencia entre el primer valor de altura y el segundo valor de altura;
caracterizado por:
un tercer detector para adquirir información de longitud recorrida asociada con el material mientras el materialse mueve;…
METODO Y APARATO PARA CONTROLAR LA FORMA FINAL DE UN PERFIL EN PROCESOS DE PERFILADO PROGRESIVO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2008). Ver ilustración. Inventor/es: GREEN,JASON E, SMITH,GREGORY S. Clasificación: B21D5/08.
Un procedimiento de control del abocinamiento que comprende: desplazar un material a través de un sistema de laminación de perfiles que comprende rodillos y rodillos de pestaña; medir el material para obtener una característica de abocinamiento asociada con una zona del material; y variar automáticamente una posición de un rodillo de pestaña para cambiar la característica de abocinamiento asociada con la zona del material mientras el material se desplaza a través del sistema de laminación de perfiles; en el que la variación de la posición incluye la inclinación o el giro del rodillo de pestaña.
PROCEDIMIENTO Y APARATO PARA CONTROLAR Y ACONDICIONAR UN MATERIAL EN FORMA DE TIRA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/2008). Ver ilustración. Inventor/es: CLARK,JOHN DENNIS. Clasificación: B21D1/02.
Un procedimiento de modificación de una condición de un material en tiras , que comprende: obtener una primera pluralidad de lecturas de detectores asociadas a una primera zona de una pluralidad de zonas longitudinales a lo largo de una longitud del material en tiras según se mueve el material en tiras; obtener una segunda pluralidad de lecturas de detectores asociadas a una segunda zona de una pluralidad de zonas longitudinales a lo largo de una longitud del material en tiras según se mueve el material en tiras; determinar un primer valor de altura en función de la primera pluralidad de lecturas de detectores y determinar un segundo valor de altura en función de la segunda pluralidad de lecturas de detectores caracterizado por ajustar una carga aplicada al material en tiras en la segunda zona para acondicionar el material en tiras en la primera zona según se mueve el material en tiras, en función de una comparación del primer y segundo valor de altura.
{kind=link}
{kind=link}
{kind=link}