60 patentes, modelos y diseños de SMS group GmbH (pag. 2)
MÁQUINA DE CORTE DE METAL Y MÉTODO DE MECANIZADO.
Sección de la CIP Técnicas industriales diversas y transportes
(03/04/2017). Inventor/es: ZABEL,Andreas, PLÄTZMÜLLER,Edmund. Clasificación: B23Q11/00, B23Q11/08, B23G1/22.
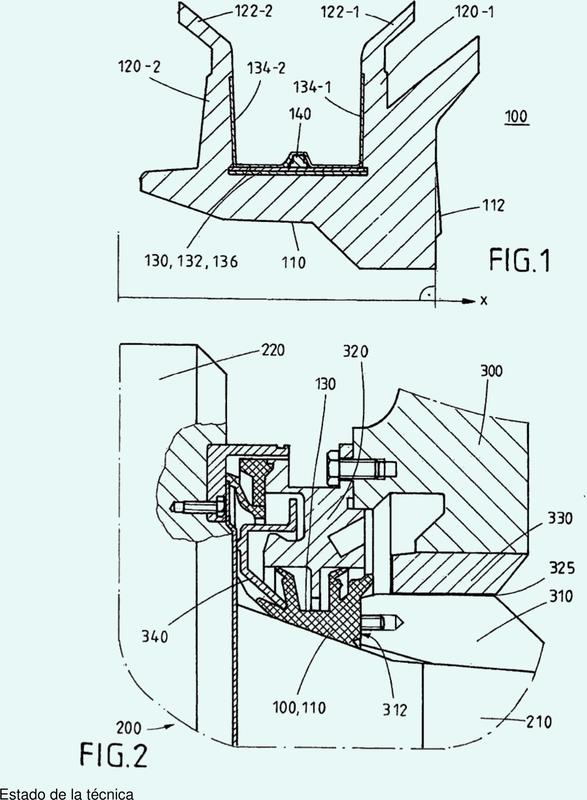
Máquina de corte de metal y método de mecanizado.
En el mecanizado de una pieza de trabajo estacionaria por medio de una cabeza de la herramienta rotativa, el riesgo de daños a la pieza de trabajo por las virutas puede ser minimizado y la eliminación de las virutas puede simplificarse si se proporcionan un colector de virutas y una boquilla estacionaria para el fluido respectivamente.
PDF original: ES-2607707_B1.pdf
PDF original: ES-2607707_R1.pdf
PDF original: ES-2607707_A2.pdf
Procedimiento para la medición de la linealidad de productos alargados.
(08/03/2017) Procedimiento para la medición de la linealidad de productos alargados (P) laminados, en forma de varilla, como por ejemplo guías, vigas, varillas o similares, mediante un dispositivo de medición (M), cuyos valores de medición son enviados a un ordenador central, en donde el producto alargado (P) que pasa por el dispositivo de medición (M) es sujeto de manera definida entre dos zonas separadas una de otra provistas del dispositivo de medición (M) como soporte (I, II) para el producto alargado (P), en donde entre las zonas de sujeción se diseña un segmento libre sin soporte del producto alargado (P), caracterizado porque el producto alargado (P) en la longitud de sujeción libre sin soporte (L) entre los soportes (I, II) es desviado hacia abajo debido a su peso propio, en donde la linealidad del producto alargado…
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN TUBO METÁLICO, PROCEDIMIENTO PARA HACER FUNCIONAR UNA INSTALACIÓN DE TUBOS SIN COSTURAS, BANCO DE IMPACTO ASÍ COMO INSTALACIÓN DE TUBOS SIN COSTURAS.
Sección de la CIP Técnicas industriales diversas y transportes
(09/02/2017). Inventor/es: THIEVEN,Dr. Ing. Peter, DÄHNDEL,Dr. Helge. Clasificación: B21B23/00, B21B17/00, B21C1/26.
Procedimiento para la fabricación de un tubo metálico, procedimiento para hacer funcionar una instalación de tubos sin costuras, banco de impacto así como instalación de tubos sin costuras.
Para configurar la fabricación de tubos metálicos sin costuras incluso con diámetros por encima de 7'' (17,78 cm) de manera económica está previsto que el banco de impacto por un lado asuma funciones de módulos que en la cadena de procedimiento convencional están previstos antes del banco de impacto, o ceda funciones a módulos que en la cadena de procedimiento convencional están previstos después del banco de impacto.
PDF original: ES-2600455_B1.pdf
PDF original: ES-2600455_A2.pdf
PDF original: ES-2600455_R1.pdf
Método e instalación para producir material que debe ser laminado en forma de un fleje laminado en caliente a partir de acero al silicio en base a desbastes delgados.
(01/02/2017) Método para producir material que debe ser laminado en forma de un fleje laminado en caliente desde un producto de colada, por ejemplo desde un desbaste delgado, donde el producto de colada , en un primer paso, es sometido a un pre-tratamiento térmico y, en un segundo paso, el producto de colada precalentado es sometido a un proceso de laminado en un tren de laminador en caliente; y donde el material que debe ser laminado, considerando el procesamiento posterior, es transferido a un estado de recristalización adecuado a una temperatura final de laminación deseada (TWE), y la temperatura final de laminación (TWE) del material que debe ser laminado se regula a temperaturas de al menos 950°C, preferentemente por encima de 1000ºC, y porque el producto de colada , en el marco del pre-tratamiento térmico, para regular la temperatura…
Dispositivo y procedimiento para la reposición de un electrodo para un horno metalúrgico.
(14/12/2016) Dispositivo para la reposición de un electrodo de un horno metalúrgico mostrando una sección longitudinal sensible (2l), particularmente de un horno para el funcionamiento de resistencia, con una tapa del horno , comprendiendo
un primer anillo de apriete superior y un segundo anillo de apriete inferior , donde los anillos de apriete para sujetar el electrodo pueden tensarse alrededor de éste y para liberar el electrodo pueden soltarse de éste,
cilindros de ajuste para el desplazamiento del primer anillo de apriete respecto al segundo anillo de apriete en torno a una carrera de compensación y para el desplazamiento del electrodo respecto a la tapa del horno , y
un dispositivo de control (1s) para accionar el primer y segundo anillo de…
Procedimiento para el laminado en caliente de cuerpos huecos metálicos.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2016). Inventor/es: PEHLE, HANS JOACHIM, DR., THIEVEN, PETER. Clasificación: B21B25/04.
Procedimiento de laminado en caliente de cuerpos huecos metálicos alargados con la ayuda de una barra de laminado situada en el cuerpo hueco sobre la cual, previamente al proceso de laminado en caliente, se aplica un lubrificante, siendo el lubrificante suministrado a la barra de laminado en forma sólida como cuerpo moldeado y/o en forma de película o placa sólida.
PDF original: ES-2613359_T3.pdf
Planta de fundición y laminación continúa de flejes.
(02/11/2016) Planta de fundición y laminación continua con una regulación de tensión de una banda formada por una unidad de fundición con un contenedor de llenado con la colada correspondiente con un canal de colada horizontal y un sector de vertido diseñado como inyector y una zona primaria de enfriado que presenta dos rodillos de desvío y una cinta transportadora rotativa refrigerada y al menos una unidad de laminación subsiguiente compuesta por al menos dos rodillos que se pueden propulsar, en donde para la minimización de la tensión a la banda fundida la unidad de fundición y la unidad de laminación subsiguiente se desacoplan mecánicamente, en donde para el desacople…
Sistema y procedimiento de cambio de útil, así como rodillo de forja.
Sección de la CIP Técnicas industriales diversas y transportes
(26/10/2016). Inventor/es: BIENIK,JÜRGEN, RODE,RALF, SCHAPRIAN,MARKUS. Clasificación: B21B31/10, B21H1/20.
Sistema de cambio de útil para el cambio al menos de un útil dispuesto sobre un árbol de laminación en una posición de trabajo, que comprende un chasis de cambio de útil , un transporte vertical y un transporte transversal , caracterizado porque el sistema de cambio de útil comprende un marco de tracción separado del chasis de cambio de útil y transportable transversalmente por separado respecto al chasis de cambio de útil , presentando el chasis de cambio de útil un dispositivo para la conexión con el transporte vertical y una recepción de útil para la recepción del útil , así como presentando el cuadro de tracción un dispositivo para la conexión con el transporte transversal y un dispositivo para la conexión con el útil.
PDF original: ES-2607500_T3.pdf
Desoxidación de bloques huecos laminados de madera oblicua.
Sección de la CIP Técnicas industriales diversas y transportes
(28/09/2016). Inventor/es: THIEVEN, PETER. Clasificación: B21B19/04, B21B45/04.
Procedimiento para la producción de un tubo o producto precursor de tubo a partir de un cuerpo macizo mediante un laminador , que comprende al menos un cilindro que actúa desde el exterior en el cuerpo macizo o el producto precursor de tubo así como una barra mandrinadora que lleva un mandril de punzonado y que engrana desde el interior en el tubo o el tubo precursor de tubo, caracterizado por que inmediatamente después del punzonado completo del cuerpo macizo mediante el mandril de punzonado se suministra un agente de desoxidación fluidificado y/o un gas inerte al lado dirigido al cilindro del tubo o producto precursor de tubo y al retirar el mandril de punzonado a través del tubo o producto precursor del tubo se introduce en el interior de tubo o producto precursor de tubo.
PDF original: ES-2609026_T3.pdf
Cizalla para rebordear doble.
(14/09/2016) Cizalla para rebordear doble con una cuchilla inferior fija y una cuchilla superior accionada de manera que puede elevarse y hacerse descender, estando dispuesta la cuchilla superior en un carro de cuchilla superior guiado por medio de una guía de carro y estando previsto para su guiado un primer árbol de excéntrica en la guía de carro, estando dispuesto el primer árbol de excéntrica en un primer extremo en el sentido de corte en la guía de carro y porque un segundo árbol de excéntrica está dispuesto en un segundo extremo de la guía de carro opuesto al primer extremo en el sentido de corte, caracterizada porque el primer árbol de excéntrica y el segundo árbol de excéntrica están conectados entre sí mediante un medio de sincronización que distribuye una presión ejercida al…
Brazo portaelectrodo de un horno metalúrgico de fundición.
Secciones de la CIP Electricidad Mecánica, iluminación, calefacción, armamento y voladura
(31/08/2016). Inventor/es: FEHLEMANN, GEREON, LIEFTUCHT,DIRK. Clasificación: H05B7/10, F27D11/08.
Brazo portaelectrodo de un horno metalúrgico de fundición, en particular de un horno de arco eléctrico, donde el brazo portaelectrodo se encuentra provisto de al menos un elemento de medición para medir una variable física, caracterizado porque el elemento de medición está diseñado para medir la temperatura y/o la dilatación mecánica del brazo portaelectrodo , donde el elemento de medición comprende al menos un cable de fibra óptica que se extiende al menos en secciones a lo largo de la extensión longitudinal (L) del brazo portaelectrodo.
PDF original: ES-2605681_T3.pdf
Dispositivo inyector para soplar gases ricos en oxígeno hacia o al interior de una unidad metalúrgica o aparato de fusión y horno de arco eléctrico.
(17/08/2016) Dispositivo inyector para el tratamiento pirometalúrgico de metales, masas fundidas de metal y/o escorias en una unidad metalúrgica o depósito de fusión con un mecanismo inyector para generar un chorro de gas de alta velocidad de un chorro de gas de oxígeno y un chorro de mezcla de gas de combustión-aire inflamado , en el que el mecanismo inyector comprende un elemento de tobera Laval dispuesto en una pieza de cabeza de tobera para generar el chorro de gas de oxígeno , y en el que la mezcla de gas de combustión-aire es miscible mediante un elemento mezclador para mezclar gas de combustión y aire , caracterizado por que el elemento de tobera Laval y el elemento mezclador están dispuestos el uno…
Procedimiento para la producción de acero inoxidable sin aporte de energía eléctrica a partir de arrabio.
(10/08/2016) Procedimiento para la producción de acero inoxidable sin aporte de energía eléctrica a partir de arrabio líquido y materias sólidas de FeCr, en el que el arrabio líquido, tras un tratamiento previo en el alto horno y un tratamiento DDD (desfosforación, desilización, desulfuración) en un convertidor AOD , se calienta, se afina o se alea, se reduce y, finalmente, se realiza una adaptación/ajuste de la masa fundida de acero tratada en un horno de cuchara , caracterizado por que, para la producción de acero inoxidable de cualquier grado de inoxidabilidad tanto en el rango austenítico como en el ferrítico, la cantidad de arrabio líquido libre de escoria tratado previamente en el alto horno se divide y se incorpora en dos convertidores AOD-L "gemelos" clásicos , en los que entonces con desarrollos paralelos contrarios se efectúan las etapas de proceso…
Método y dispositivo para producir flejes de acero mediante colada en bandas.
Sección de la CIP Técnicas industriales diversas y transportes
(10/08/2016). Inventor/es: SPITZER, KARL-HEINZ, HECKEN, HANS-JURGEN, WANS,JOCHEN,DR, EICHHOLZ,HELLFRIED. Clasificación: B22D11/06.
Método para producir flejes de acero mediante colada en bandas, donde una masa fundida de metal es suministrada bajo gas protector desde un recipiente de alimentación, mediante un canal de colada situado de forma horizontal y un área de salida realizada a modo de un sifón como boquilla de colada, sobre una banda de colada circulante de una instalación horizontal de colada en bandas, caracterizado porque al menos un chorro de plasma que vuelve inerte y calienta el área de influencia actúa sobre el área del lado de salida de la boquilla de colada (8,8') y sobre la masa fundida de metal que sale de la misma, al menos durante el proceso de colada.
PDF original: ES-2602466_T3.pdf
Dispositivo para la conformación de una pieza de trabajo.
(10/08/2016) Dispositivo para conformar una pieza de trabajo, que comprende un árbol de accionamiento que gira alrededor de un eje de giro (a) y una herramienta fijada a este, especialmente un rodillo, en donde existe una unión positiva , especialmente una unión de ejes estriados, entre el árbol de accionamiento y la herramienta , mediante la cual se puede transferir un par motor del árbol de accionamiento a la herramienta . en donde la unión positiva se extiende a lo largo de una primera sección axial , en donde en el exterior de la primera sección axial existe una segunda sección axial en la que el árbol de accionamiento y la herramienta presentan primeras superficies de contacto…
Horno de arco eléctrico con varias aberturas de sangría en el fondo.
Secciones de la CIP Química y metalurgia Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(27/07/2016). Inventor/es: STARKE, PETER, BADER,JAN, NÖRTHEMANN,RALF, SCHÖRING,MATTHIAS, KAUNE,HOLGER, ROTENSTEIN,THOMAS. Clasificación: C21C5/52, F27D3/15, B22D41/08, B22D43/00, B22D41/22, F27B3/19.
Horno de arco eléctrico con una sangría en el fondo que puede cerrarse para la colada metálica, caracterizado porque están previstas al menos dos aberturas de sangría una junto a la otra, que pueden cerrarse una con independencia de la otra, en donde la distancia mínima entre las aberturas de sangría se corresponde aproximadamente con cuatro veces, pero como mínimo dos veces el diámetro de las aberturas de sangría.
PDF original: ES-2637022_T3.pdf
Sistema y procedimiento de cambio de útil.
Sección de la CIP Técnicas industriales diversas y transportes
(08/06/2016). Inventor/es: BIENIK,JÜRGEN, RODE,RALF, SCHAPRIAN,MARKUS. Clasificación: B21B31/10, B21H1/20.
Sistema de cambio de útil para el cambio al menos de un útil dispuesto sobre un árbol de laminación en una posición de trabajo, que comprende un chasis de cambio de útil , un transporte vertical y una guía de chasis de cambio , estando configurada la guía de chasis de cambio como guía de corredera entre el chasis de cambio de útil y un soporte de guiado , caracterizado por que la guía de corredera presenta una vía de guiado abierta arriba que guía el chasis de cambio de útil en referencia a la posición de trabajo hasta una posición de cambio, la cual comprende siempre un componente de vía vertical, y/o por que el soporte de guiado está configurado separado del soporte de rodillos , en el que el árbol de laminación está dispuesto.
PDF original: ES-2642178_T3.pdf
Prensa de extrusión hidráulica y procedimiento para el funcionamiento de una prensa de extrusión hidráulica.
Sección de la CIP Técnicas industriales diversas y transportes
(08/06/2016). Inventor/es: POGGENPOHL,KLAUS. Clasificación: B21C23/21, B21C31/00.
Prensa de extrusión hidráulica con un ramal principal hidráulico que acciona al menos una matriz de extrusión como consumidor principal y con un sistema de presión de control hidráulico, caracterizada por que el ramal principal y el sistema de presión de control están conectados entre sí en el lado de presión.
PDF original: ES-2587874_T3.pdf
Inyector para ser utilizado en plantas metalúrgicas.
(18/05/2016) Inyector para ser utilizado en plantas metalúrgicas, en particular en un horno básico de oxígeno (BOF), en un convertidor de descarburización por inyección de oxigeno-argón (AOD) o en un horno de arco eléctrico (EAF), con una boquilla primaria diseñada como boquilla supersónica para soplar un gas rico en oxígeno en una masa fundida de metal y con una boquilla secundaria dispuesta coaxialmente con respecto a la boquilla primaria, para generar un chorro coaxial que rodea el chorro de gas que sale desde la boquilla primaria, donde la boquilla primaria presenta una sección convergente y una sección divergente que limitan una con otra en un radio de la sección transversal r* más estrecha, donde en la boquilla primaria la relación…
Procedimiento para producir productos de prensa de extrusión metálicos así como prensa de extrusión y tubos.
(23/03/2016) Procedimiento para producir productos de prensa de extrusión metálicos en prensas de extrusión y tubos , que presenta un bastidor de prensa formado por un larguero cilíndrico y un contralarguero unido al mismo, en el que están previstos un soporte de receptor de bloque trasladable, que soporta un receptor de bloque y que transporta un bloque a prensar introducido con un dispositivo de carga hasta la posición de prensado delante del contralarguero con la herramienta allí situada, y un travesaño de troquel trasladable, en donde en el larguero cilíndrico está dispuesto un cilindro principal o de prensado que, en su carcasa cilíndrica , aloja un émbolo de prensado equipado con un troquel de prensado en su extremo delantero, apoyado por el travesaño de troquel , y en el que a la carcasa de cilindro…
Prensa de extrusión y tubos o prensa de extrusión para metal.
(23/03/2016) Prensa de extrusión y tubos o prensa de extrusión para metal , que presenta un bastidor de prensa formada por un larguero cilíndrico y un contralarguero unido al mismo, en el que están previstos un soporte de receptor de bloque trasladable que soporta un receptor de bloque y un travesaño de troquel trasladable, en donde en el larguero cilíndrico está dispuesto un cilindro principal o de prensado que, en su carcasa cilíndrica , aloja un émbolo de prensado equipado con un troquel de prensado en su extremo delantero, apoyado por el travesaño de troquel , y en la que a la carcasa cilíndrica conectada a un conducto de depósito está asociado un depósito de compensación , que alimenta aceite…
Mandril de sujeción de una máquina herramienta para mecanizar una pieza de trabajo tubular rotativa.
(24/02/2016) Mandril de sujeción de una máquina herramienta para mecanizar una pieza de trabajo tubular que rota alrededor de un eje de rotación que coincide con el centro del mandril de sujeción, el cual comprende al menos dos correderas de sujeción (7a, b, c) que soportan mordazas de sujeción (8a, b, c), donde dichas correderas están diseñadas para soltar y sujetar la pieza de trabajo radialmente con respecto al eje de rotación y están dispuestas distribuidas del lado frontal y de modo uniforme sobre la circunferencia de una placa superior del mandril de sujeción , y comprende correderas de centrado (27a, b, c) para la sujeción céntrica externa de un tubo que puede ser desenganchado de la placa superior del mandril de sujeción con una inclinación hacia delante…
Dispositivo de obturación y disposición de cilindro.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(02/02/2016). Ver ilustración. Inventor/es: KELLER, KARL, ROEINGH, KONRAD, KNIE,DANIEL. Clasificación: F16J15/32, B21B31/07.
Dispositivo de obturación para montarse entre las espigas de cilindro de un cilindro y una pieza de montaje , en el que el cilindro está montado de forma giratoria en una caja de laminación, en donde el dispositivo de obturación presenta:
un cuerpo principal anular para acoplarse sobre la espiga de cilindro ;
al menos una corona de obturación conformada sobre el cuerpo principal y que se extiende radialmente hacia fuera desde el cuerpo principal, con falda de obturación conformada; y un elemento de revestimiento anular con un segmento en forma de banda, que rodea coaxialmente el cuerpo principal en su lado exterior;
caracterizado porque
el elemento de revestimiento presenta, además del segmento coaxial en forma de banda, al menos una brida unida al segmento en forma de banda y que se extiende radialmente hacia fuera del segmento en forma de banda, la cual está unida a la corona de obturación.
PDF original: ES-2558202_T3.pdf
Horno de arco eléctrico de cuba baja.
(11/11/2015) Horno de arco eléctrico de cuba baja con un tubo de la chimenea en donde al menos un electrodo se encuentra dispuesto de forma axialmente desplazable, con una entrada de chatarra en el espacio intermedio entre la pared externa de la cuba del horno y el tubo de la chimenea, con un núcleo que se encuentra conectado al extremo inferior de la cuba del horno para alojar el metal fundido, así como con una abertura de colada para la escoria y una abertura de colada para el metal, y quemadores orientados hacia el interior del horno,
caracterizado porque,
- en el área del extremo inferior del tubo de la chimenea , desde la pared externa de la cuba del horno, en la dirección del tubo de la chimenea, se proporcionan depósitos de chatarra…
Método, programa informático y tren de laminación para laminar una banda metálica.
(12/08/2015) Método para laminar una banda metálica en un tren de laminación con 1 ≤n ≤N y N ≤2 cajas de laminación activas, dispuestas secuencialmente en la dirección de laminación, el cual comprende los siguientes pasos:
a) regulación de la abertura entre cilindros de la n-ésima caja de laminación en un primer grosor del paso predeterminado Dk,n, en donde k≥1;
b) transporte de la banda metálica con la cabeza de la banda delante de la n-ésima caja de laminación ;
c) paso de la banda metálica en el primer grosor del paso Dk≥1,n, en la n-ésima caja de laminación;
d) regulación de la abertura entre cilindros…
Procedimiento y dispositivo para laminar material a laminar y utilización de un lubricante refrigerante.
(05/11/2014) Procedimiento para laminar material a laminar , de forma preferida para la laminación fría de material a laminar , en donde se aplica un lubricante refrigerante basado en agua sobre el material a material y/o sobre al menos un cilindro que configura una rendija entre cilindros , en donde al lubricante refrigerante basado en agua se añade, antes de su aplicación sobre el material a laminar y/o al menos un cilindro, al menos un aditivo activo soluble en agua y activo tribológicamente, en donde el lubricante refrigerante sobrante, después de su aplicación sobre el material a laminar y/o el cilindro se recoge, y después el lubricante refrigerante se utiliza de nuevo para aplicarse sobre el material a laminar y/o el cilindro ; caracterizado porque…
Procedimiento para mantener y/o reparar el área de descarga de un recipiente metalúrgico.
(22/10/2014) Procedimiento para mantener y/o reparar el área de descarga de un recipiente metalúrgico, en donde se retira un manguito diseñado esencialmente en forma de un cilindro hueco, el cual se encuentra en una piedra
perforada del recipiente metalúrgico, caracterizado porque el procedimiento presenta las siguientes etapas:
a) realización de al menos una abertura que se extiende radialmente en el manguito , debido a lo cual el manguito se interrumpe al menos en un punto circunferencial ;
b) enganche por detrás del manguito o de sus segmentos (3', 3") con una herramienta de tracción ;
c) extracción del manguito o de sus segmentos (3', 3") desde la piedra perforada ;
d) inserción de un nuevo manguito o de un nuevo material de piedra en la piedra perforada .
Accionamiento de laminador con un husillo de articulación dentada.
(17/09/2014) Accionamiento de laminador con un husillo de articulación dentada , axialmente desplazable, que se extiende entre una articulación dentada que se encuentra dispuesta en una cámara de enganche del lado del cilindro y una articulación dentada que se encuentra dispuesta en una cámara de enganche del lado de la caja de engranajes, donde al menos una de las cámaras de enganche está llenada con un lubricante, caracterizado porque el lubricante pretensa el husillo de articulación dentada con una fuerza axial (FWS) dirigida hacia el lado del cilindro (WS).
{kind=link}