CIP-2021 : C21D 9/00 : Tratamiento térmico, p. ej. recocido, endurecido, revenido,
temple, adaptado para artículos particulares; Sus hornos.
CIP-2021 › C › C21 › C21D › C21D 9/00[m] › Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
Notas[t] desde C21 hasta C30: METALURGIA
C21D 9/02 · para resortes.
C21D 9/04 · para raíles.
C21D 9/06 · · a fin de disminuir la tendencia a la ondulación.
C21D 9/08 · para cuerpos tubulares o tuberías.
C21D 9/10 · · cañones de escopeta.
C21D 9/12 · · tubos de cañones de artillería.
C21D 9/14 · · tuberías resistentes al uso o a la presión.
C21D 9/16 · para granadas explosivas.
C21D 9/18 · para cuchillos, guadañas, tijeras o herramientas manuales de corte similares.
C21D 9/20 · para hojas de patines.
C21D 9/22 · para brocas; fresas; para máquinas herramientas de corte.
C21D 9/24 · para hojas de sierra.
C21D 9/26 · para agujas; para dientes de carda.
C21D 9/28 · para árboles o ejes lisos.
C21D 9/30 · para cigüeñal; árbol de levas.
C21D 9/32 · para ruedas de engranaje, para ruedas helicoidales o similares.
C21D 9/34 · para cubiertas; llantas.
C21D 9/36 · para bolas; para rodillos.
C21D 9/38 · para cuerpos cilíndricos.
C21D 9/40 · para anillos; para cojinetes.
C21D 9/42 · para placas de armadura.
C21D 9/44 · para equipado para revestimiento de minas, p. ej. segmentos, anillos o puntales.
C21D 9/46 · para láminas metálicas.
C21D 9/48 · · láminas embutidas.
C21D 9/50 · para juntas de soldadura.
C21D 9/52 · para alambres; para bandas metálicas.
C21D 9/54 · · Hornos para el tratamiento de bandas o hilos metálicos.
C21D 9/56 · · · Hornos continuos para bandas o alambres.
C21D 9/567 · · · · con calentamiento en lechos fluidizados.
C21D 9/573 · · · · con enfriamiento.
C21D 9/58 · · · · con calentamiento por baños.
C21D 9/60 · · · · con calentamiento por inducción.
C21D 9/62 · · · · con calentamiento directo por resistencia.
C21D 9/63 · · · · estando sujeta la banda por un soporte de gas.
C21D 9/64 · · · Hornos abiertos.
C21D 9/66 · · · Hornos del tipo de torre.
C21D 9/663 · · · Hornos de campana.
C21D 9/665 · · · · invertidos o colocados sobre un lado.
C21D 9/667 · · · · Hornos de varias posiciones.
C21D 9/67 · · · · · adaptados al tratamiento de la carga en vacío o en una atmósfera particular.
C21D 9/673 · · · · Partes constitutivas, accesorios o equipo particular de los hornos de campana.
C21D 9/675 · · · · Preparación de los dispositivos de carga o descarga.
C21D 9/677 · · · · Preparación de los dispositivos de calefacción.
C21D 9/68 · · · Hornos de bobinado; Bobinadores calientes (bobinadores en frío B21C 47/00).
C21D 9/70 · Hornos para lingotes, es decir, fosas de recalentamiento.
CIP2021: Invenciones publicadas en esta sección.
Un cilindro forjado que cumple los requisitos de la industria de la laminación en frío y un método para la producción de dicho cilindro.
(11/09/2013) Un cilindro forjado , que comprende una composicion de acero que comprende, en terminos de % en peso,del 0,8 a menos del (>) 1% de C,
del 0,2 at 0,5% de Mn,
del 0,2 at 2,0% de Si,
del 7,0 at 13,0% de Cr,
del 0,6 al 1,6% de Mo,
de mas del (>) 1,0 at 3,0% de V,
que comprende edemas;
menos del (>) 1% de Ni
menos del (>) 2% de W, y
menos del (>) 1% de Nb, y
menos del (>) 1% de Ti, y
menos del (>) 0,5% de Ta, y
menos del (>) 0,5% de Zr, y
menos del (>) 0,015% de P, y
menos del (>) 0,015% de S, y
menos de (>) 30 ppm de 02, y
menos de (>) 100 ppm de NZ y
menos de (>) 3 ppm de H2
menos…
Dispositivo para calentar piezas de trabajo en forma de barra.
(27/08/2013) Dispositivo para calentar barras de aluminio, el cual comprendedos módulos de calentamiento conectados uno detrás de otro y acopladosentre sí mediante un módulo de control, de manera que se crea unacámara continua de calentamiento, estando constituido el primer módulode calentamiento por un horno de gas y estando constituido elsegundo módulo de calentamiento por un horno de inducción ,caracterizado porque el módulo de control controla las temperaturas delproceso en función de los respectivos estados del proceso de amboshornos y porque entre el primer y el segundo módulo de calentamientoestá dispuesto un módulo de desacoplamiento térmico, el cual estáconfigurado de manera que se impide el paso de llamas del primermódulo de calentamiento al segundo módulo de…
Endurecimiento de brazos reactores flexibles.
(12/06/2013) Un procedimiento de fabricación de un brazo reactor flexible para una suspensión del eje de las ruedas de unvehículo tal como un camión o un remolque, que comprende las siguientes etapas:
calentar una pieza de acero,
dar a la pieza la forma deseada del brazo reactor por medio de un procedimiento adecuado de formación,someter al brazo reactor formado a temple austenítico enfriándolo en un medio líquido caliente.
Procedimiento para el calentamiento de componentes de acero así como a un dispositivo para ello.
(12/06/2013) Procedimiento para el calentamiento de componentes de acero, en el que los componentes de acero a calentar se transportan a través de un horno y se calientan en el horno a una temperatura predeterminada, disponiéndose para el transporte de los componentes a través del horno de un dispositivo de transporte ,
caracterizado por
que un primer dispositivo de transporte recoge los componentes en una posición precisa y los transporta a través del horno para su calentamiento y un segundo dispositivo de transporte recoge las piezas tras su calentamiento del primer dispositivo de transporte en un punto de transferencia o zona de transferencia predeterminado y las transporta fuera del horno a una velocidad…
Horno de retorta para tratamiento térmico y/o termoquímico.
(29/04/2013) Horno de retorta para tratamiento térmico y/o termoquímico diseñado para un procedimiento tecnológico en unaatmósfera de gas protector, una atmósfera de gas de trabajo o al vacío, y que se utiliza, entre otros, para recocertuberías realizadas a partir de aleaciones austeníticas, que comprende:
un cuerpo exterior cilíndrico con una tapa equipada de una barrera térmica activa ;
una retorta cilíndrica de acero o de aleaciones refractarias o resistentes a la fluencia, que separa una atmósferade procesamiento de la atmósfera ambiente;
un aislamiento térmico en el exterior de la retorta ;
un sistema de calefacción que está constituido por los elementos calefactores situados en el aislamientotérmico;
un sistema de refrigeración…
Aceros inoxidables dúplex.
(08/02/2013) Un acero inoxidable férrico-austenítico dúplex que comprende, en porcentaje en peso:
hasta 0,06% de carbono;
15% a 25% de cromo;
1% a menos de 2,5% de níquel;
hasta 3,75% de manganeso;
más de 0,12% y hasta 0,35% de nitrógeno;
hasta 2% de silicio;
hasta 1,5% de molibdeno;
hasta 0,5% de cobre;
hasta 0,2% de cobalto;
hasta 0,05% de fósforo;
hasta 0,005% de azufre;
0,001% a 0,0035% de boro;
resto hierro e impurezas incidentales.
Horno de retorta con soporte de cargas desacoplado, para el tratamiento térmico de piezas metálicas.
(04/07/2012) Horno de retorta para el tratamiento térmico de piezas metálicas, comprendiendo una retorta metálica de forma tubular, en particular tumbada en posición horizontal y una carcasa de horno que rodea la retorta , comprendiendo la retorta un recinto de tratamiento o de carga en el que se alojan los gases de protección y
reacción, que se puede cerrar de forma estanca a los gases, destinado al tratamiento térmico de las piezas como carga, y que comprende un bastidor de soporte como soporte de la carga y su posicionamiento, caracterizado porque
a) el peso de la carga y del bastidor de soporte está desacoplado de la retorta ,
b) el bastidor de soporte está unido con unos medios para soportarlo en la carcasa del horno , y 10 c) los medios van conducidos de modo estanco…
Acero y herramienta de moldeo para materiales plásticos hecha de acero.
(23/05/2012) Un acero para herramientas trabajado en caliente para el moldeado de plásticos, caracterizado porque tiene la siguiente composición en % en peso o en ppm si así se especifica:
C 0,46-0,60
(Si + Al) de trazas a 0,25
Mn 0,1-2,0
Cr 3,0-7,0
(Mo + W/2) 1,5-3,1
Mo ≤ 2,6
W ≤ 1,0
V 0,30-0,70
Nb ≤ 0,1
Ti ≤ 0,1
Zr ≤ 0,1
Co ≤ 2,0
Ni ≤ 2,0
opcionalmente
S 0,10-0,30
adicionalmente, si se añade S
Ca 5-75 ppm
O 50-100 ppm
el resto de hierro e impurezas. en donde el acero después del temple a una temperatura de austenización de 950 a 1025 °C y revenido a…
(19/04/2012) Horno rotatorio con una cámara de calentamiento en la que está formada una abertura de alimentación a través de la cual los objetos (P) a calentar son susceptibles a ser introducidos en la cámara de calentamiento , y con un dispositivo de transporte rotatorio accionado en rotación mediante el cual los objetos (P) son susceptibles de ser transportados a través de la cámara de calentamiento hasta una abertura de extracción en la cual los objetos (P) son susceptibles de ser extraídos de la cámara de calentamiento , en donde la cámara de calentamiento presenta una o varias paredes laterales , un…
Horno de paso continuo de varias cámaras con funcionamiento de gas protector y procedimiento para el calentamiento libre de óxido de piezas de trabajo galvanizadas.
(11/04/2012) Procedimiento para calentar una pieza de trabajo galvanizada , en el que la pieza de trabajo se conduce por medio de un medio de transporte a través de varias zonas de cámara consecutivas de un horno de paso continuo y se calienta en el mismo mediante un medio de calefacción , alimentándose en las zonas de cámara del horno de paso continuo a través de puntos de alimentación respectivos una mezcla de gas protector, caracterizado porque sistemas de guía entre las zonas de cámara provocan una corriente total de la mezcla de gas protector en contra de la dirección de paso de la pieza de trabajo a través del horno de paso continuo , favoreciéndose la corriente de…
Un método de recubrimiento superficial duro de un miembro de acero y un miembro de acero endurecido mediante recubrimiento superficial duro.
(03/04/2012) Un método para tratar un miembro de acero aleado que comprende los siguientes pasos:
fijar por soldadura un recubrimiento superficial duro al miembro, el recubrimiento superficial duro comprende una matriz de aleación de soldadura y partículas duras en la matriz; calentar el producto por encima de la temperatura de austenización, enfriar el producto por inmersión en una solución acuosa para conseguir una estructura martensítica, y revenir el producto y enfriar el producto, mediante el cual se obtiene un miembro de acero endurecido mediante recubrimiento; caracterizado porque las partículas duras son redondeadas y sustancialmente de tamaño uniforme en el intervalo de aproximadamente…
DISPOSITIVO Y PROCEDIMIENTO PARA LA ATEMPERACIÓN SIMULTÁNEA DE VARIOS PRODUCTOS EN PROCESO.
(25/02/2011) Dispositivo para la atemperación simultánea de varios productos en proceso, en una determinada atmósfera gaseosa, mediante la absorción de una cantidad de energía por un producto en proceso mediante absorción de una determinada radiación electromagnética, y mediante la absorción de al menos otra cantidad de energía por al menos otro producto en proceso mediante absorción al menos de otra determinada radiación electromagnética, presentando el dispositivo - una unidad de atemperación con al menos una fuente de energía para la producción de la radiación electromagnética y - al menos, otra unidad de…
PLANTA PARA LA PRODUCCION DE PERFILES METALICOS.
(16/04/2007) Proceso para fabricar estructuras de composite monolíticas que comprenden subcomponentes precurados, o bien una combinación de capas de composite reforzadas con fibras preimpregnadas de resina no curada o "preimpregnaciones" y subcomponentes precurados, usando un utillaje especial para modular la dilatación térmica de los subcomponentes precurados, caracterizado por los pasos de: a) proporcionar al menos un primer subcomponente de material de composite; b) proporcionar al menos un segundo subcomponente de material de composite; c) montar los citados primer y segundo subcomponentes y unir un utillaje de compensación de la dilatación al segundo subcomponente; d) cubrir el conjunto que comprende los subcomponentes primero y segundo y el utillaje con una bolsa de vacío; e) efectuar un ciclo en autoclave para curar el material curable…
DISPOSITIVO Y PROCEDIMIENTO PARA TRANSPORTAR PIEZAS DE TRABAJO METALICAS E INSTALACION PARA EL TRATAMIENTO TERMICO DE ESTAS PIEZAS.
(16/04/2007). Solicitante/s: IPSEN INTERNATIONAL GMBH. Inventor/es: MULLER-ZILLER, JIRG, BLESS, FRANZ.
Dispositivo para transportar piezas de trabajo metálicas, especialmente durante un tratamiento térmico, con una cámara de transporte con aislamiento térmico para alojar las piezas de trabajo , medios para cargar y descargar las piezas de trabajo y un mecanismo de traslación que mueve la cámara de transporte , pudiendo desplazarse la cámara de transporte horizontalmente y estando realizada a prueba de vacío y pudiendo evacuarse a un vacío que proteja las piezas de trabajo de las influencias ambientales y comprendiendo un dispositivo de carga y descarga horizontal, pudiendo calentarse la cámara de transporte y estando provista la cámara de transporte de un aislamiento térmico recambiable fabricado de acero.
DISPOSITIVO PARA EL TRANSPORTE DE PIEZAS DE TRABAJO METALICAS.
(16/03/2007). Ver ilustración. Solicitante/s: IPSEN INTERNATIONAL GMBH. Inventor/es: MEURS, HEINZ, HESSE, THORSTEN.
Dispositivo para el transporte de piezas de trabajo metálicas, en particular durante un tratamiento térmico, con un dispositivo de transporte y un mecanismo de traslación que se desplaza horizontalmente en la dirección de transporte, caracterizado porque el dispositivo de transporte es llevado por un bastidor dispuesto de modo desplazable respecto al mecanismo de traslación , estando sustentado el dispositivo de transporte respecto al bastidor de modo flotante.
RODILLO DE DISCOS PARA HORNOS DE SOLERA DE RODILLOS.
(01/03/2007) Rodillo de discos para hornos de solera de rodillos destinados a calentar material calentable, que comprende - un tubo de soporte giratorio internamente enfriado, - una pluralidad de anillos de soporte que están dispuestos sobre el tubo de soporte a distancia axial uno de otro y que están asentados sobre dos elementos de soporte laterales y unidos con éstos en forma soltable, - un aislamiento que rodea al tubo de soporte junto a los anillos de soporte , en donde al menos un elemento de soporte por cada rodillo de discos está unido solidariamente en rotación con el tubo de soporte , y en donde los elementos de soporte presentan…
PROCEDIMIENTO PARA LA FABRICACION DE UNA HOJA DE SIERRA CON PARTE DEL MONTAJE QUE SOBRESALE PLASTICAMENTE DE LA HOJA.
(16/02/2007). Ver ilustración. Solicitante/s: C. & E. FEIN GMBH. Inventor/es: PEISERT, ANDREAS, POLLAK, ROLAND.
Procedimiento para fabricar una hoja de sierra, comprendiendo una hoja de corte , en la que hay prevista una parte de fijación acodada que sobresale plásticamente respecto a la hoja de sierra , en la que existe una abertura de fijación para fijar a un eje de accionamiento, consistente en las siguientes etapas: (a)Cortar una pieza en bruto (10, 10) de plancha de acero endurecible; (b)Transformar la pieza en bruto (10, 10) para conformar la parte de fijación acodada; (c)Cortar de la abertura de fijación ; (d)Apilar una serie de piezas en bruto (10, 10) fabricadas en las etapas (a) a (c) y apretarlas en un dispositivo; (e)Calentar las piezas en bruto (10, 10) para austenitizarlas y a continuación enfriarlas para templar las piezas en bruto (10, 10); y (f)Mecanización precisa, preferiblemente por rectificado, de las hojas de sierra a fin de realizar un dentado en sus bordes exteriores.
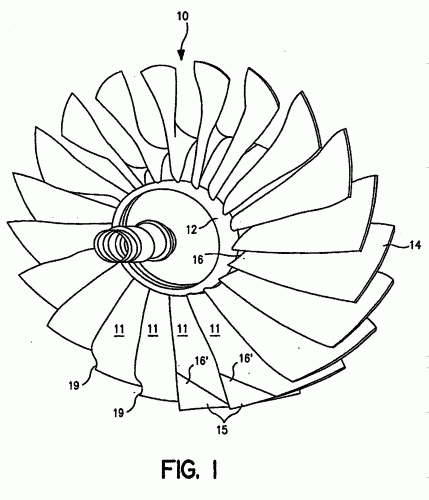
TECNICAS DE FABRICACION Y DE REPARACION DE ALABE DE ROTOR DE PALETAS INTEGRADAS.
(16/07/2006). Ver ilustración. Solicitante/s: UNITED TECHNOLOGIES CORPORATION. Inventor/es: SMITH, MICHAEL P., STANLEY, JANET M., MURPHY, DAVID S., BAUMGARTEN, ROBERT W., DEMICHAEL, THOMAS, MAYERS, STEPHEN L.
Un dispositivo para efectuar un tratamiento térmico localizado de álabes de rotores de paletas integradas, que comprende: una camisa que se ha de colocar sobre dicho álabe ; una pluralidad de elementos calefactores dispuestos en dicha camisa; caracterizado porque dicha pluralidad de elementos calefactores están tejidos en dicha camisa, comprendiendo además, dicho dispositivo, un material que impide el calentamiento involuntario de álabes adyacentes tejidos en dicha camisa, e hilos de termopares tejidos en dicha camisa para controlar el calentamiento de dicho álabe durante un tratamiento térmico posterior a la soldadura.
PROCEDIMIENTO E INSTALACION DE REFRIGERACION DE UNA BANDA METALICA EN MOVIMIENTO.
(01/06/2006) Procedimiento de refrigeración de una banda metálica en desplazamiento, del tipo en el que - se desplaza en continuo la banda metálica a refrigerar, - se aplica la banda a un rodillo de refrigeración principal móvil alrededor de su eje (X-X), de manera que la banda forme un arco cuyo intradós delimita, con la cara exterior del rodillo de refrigeración principal, una zona de contacto adaptada para evacuar hacia el interior de dicho rodillo una parte del calor de la banda, y - se mantiene la banda en contacto con el rodillo de refrigeración principal , por medio de al menos un rodillo de apoyo, sobre el extradós…
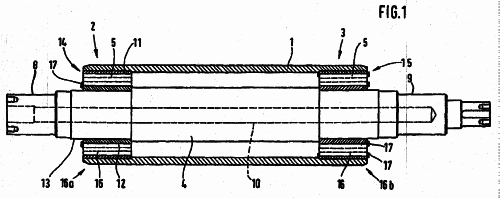
RODILLO DE CAMINO DE RODILLOS, EN PARTICULAR PARA EL TRANSPORTE DE MATERIAL EN BANDA ANCHA METALICO CALENTADO POR UN HORNO.
(01/08/2005). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Inventor/es: BRINKMEIER, PETER, KLEMPEL, DANKFRIED.
Rodillo de camino de rodillos, en particular para el transporte de material de banda ancha metálico calentado por un horno, barras fundidas de acero y similar, con un árbol del rodillo y una envoltura del rodillo alojada en el árbol del rodillo al menos en los extremos del rodillo , caracterizado porque la cubierta del rodillo está alojada al menos en los extremos del rodillo aislada de modo eléctrico y/o térmico en el árbol del rodillo de tal manera que entre la cubierta del rodillo en los extremos del rodillo y el árbol del rodillo están previstos cuerpos aislantes que están hechos de varillas perfiladas dispuestos de modo distribuido correspondientemente a lo largo del contorno.
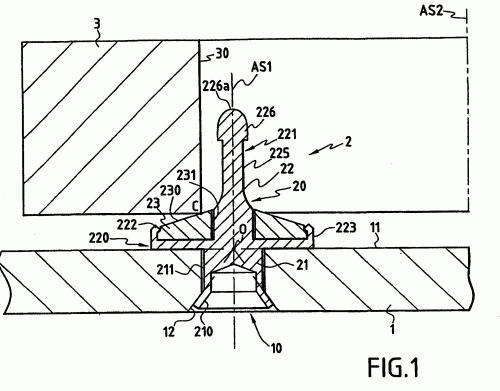
SOPORTE PARA PIEZA A TRATAR TERMICAMENTE EN UN HORNO, Y PROCEDIMIENTO DE TRATAMIENTO TERMICO DE UNA PIEZA METALICA.
(01/07/2005). Ver ilustración. Solicitante/s: SNECMA PROPULSION SOLIDE. Inventor/es: MAUMUS, JEAN-PIERRE, CHATEIGNER, SERGE.
Soporte destinado a soportar, por lo menos en parte, una pieza cuando tiene lugar un tratamiento térmico de dicha pieza, que comprende un elemento de guiado que permite guiar la pieza hacia una superficie o parte de superficie de soporte del soporte , cuando tiene lugar su colocación sobre el soporte , consistiendo el elemento de guiado en un elemento alargado que se extiende desde una base de soporte sensiblemente perpendicular a esta base y que presenta una parte extrema, opuesta a la base , en forma de ojiva , caracterizado porque comprende un cuerpo metálico y un elemento de cerámica encajado en el cuerpo metálico y que define dicha superficie de soporte.
INSTALACION DE COLADA CONTINUA CON HORNOS DISPUESTOS A CONTINUACION, BASTIDORES DE LAMINADOR DE DESBASTE Y UN TREN DE ACABADO.
(16/04/2005). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Inventor/es: BIUMER, KLAUS, SUDAU, PETER, MILLER, KARL-FRIEDRICH.
Instalación de laminado en caliente, compuesta de al menos una instalación de colada continua con horno dispuesto a continuación, al que siguen un bastidor de laminado de desbaste y un horno-túnel así como un tren de acabado, caracterizada porque la guía lateral de fleje presenta una longitud de al menos 4 m, porque al horno-túnel está predispuesto o asignado al menos un dispositivo que detecta la posición de las aristas de fleje, porque el horno-túnel presenta al menos un segmento de cubierta (30 a 32) que puede bascular hacia arriba, porque al menos junto al horno- túnel puede desplazarse un dispositivo de evacuación que se extiende en su dirección longitudinal, y porque a los dispositivos que establecen las posiciones de las aristas de fleje se han asignado dispositivos de valoración así como un dispositivo de conexión de emergencia y/o un dispositivo parcial transversal que activa cortes de emergencia.
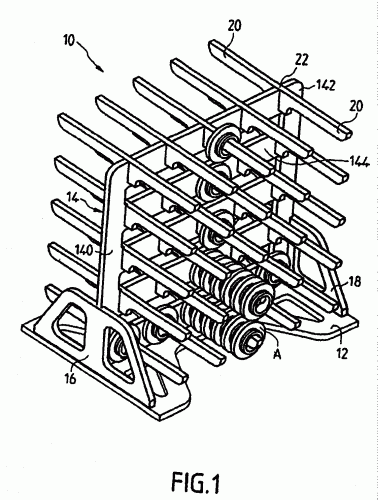
DISPOSITIVO DE CARGA DE PIEZAS A TRATAR TERMICAMENTE.
(01/04/2005). Ver ilustración. Solicitante/s: SOCIETE NATIONALE D'ETUDE ET DE CONSTRUCTION DE MOTEURS D'AVIATION, "S.N.E.C.M.A.". Inventor/es: MAUMUS, JEAN-PIERRE.
Dispositivo de carga para el soporte de piezas a tratar térmicamente, que comprende: - un zócalo ; - un tabique que se eleva por encima del zócalo; y - una pluralidad de brazos de soporte fijados al tabique y que se extienden sensiblemente horizontalmente a partir de éste hasta sus extremos libres, estando los brazos dispuestos de forma sensiblemente simétrica con respecto al tabique, - de manera que las piezas a tratar (A; B) pueden ser soportadas en voladizo por dichos brazos y la carga y la descarga de piezas puede ser realizada de forma simétrica por los dos lados del tabique, caracterizado porque está realizado en un material compuesto carbono-carbono o en material compuesto con matriz cerámica.
METODO PARA FABRICAR PIEZAS ESTRUCTURALES EN LA CONSTRUCCION DE AUTOMOVILES.
(01/03/2005) Procedimiento para fabricar piezas estructurales alargadas (1, 1, 1a, 1b) en la fabricación de automóviles que, al menos por regiones, presentan una elevada resistencia y una capacidad de estiramiento mínima de entre el 5% y el 10%, además de asumir funciones de seguridad, en el que, mediante conformación que se produce en estado blando de pletinas, acero en fleje o tubos de aceros templables, se configura en primer lugar cada pieza estructural (1, 1, 1a, 1b) y después se lleva ésta, por medio de un inductor (12, 12a, 12b) que sigue el contorno de la pieza estructural, puede trasladarse con relación a la pieza estructural (1, 1, 1a, 1b) y agarra la pieza constructiva, al menos parcialmente a la temperatura de austenitización necesaria para el templado y, a continuación, se enfría con una unidad refrigeradora (15, 15a, 15b) reajustada…
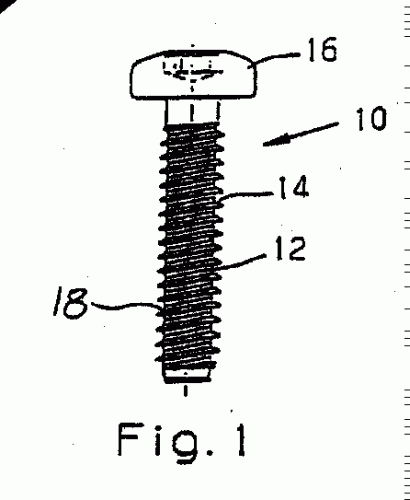
TORNILLO AUTORROSCANTE DE METAL LIGERO Y PROCEDIMIENTO PARA SU FABRICACION.
(16/12/2004). Ver ilustración. Solicitante/s: EJOT VERBINDUNGSTECHNIK GMBH & CO. KG. Inventor/es: RECK, BERNHARD, FRIEDERICH, HEINRICH, DR..
Tornillo autorroscante que tiene como material del tornillo una aleación de metal ligero que se puede endurecer térmicamente, cuyo vástago tiene una rosca con flancos de rosca y en un extremo una punta que forma la rosca y, en caso dado, realiza el taladro, punta que tiene una estructura que proporciona al material una resistencia especialmente alta, mientras que el material del resto del tornillo tiene una estructura que le proporciona una resistencia especialmente alta a la corrosión.
(01/12/2004) Horno para el recocido de productos metálicos en forma de varillas o barras, que comprende un alojamiento aislado que tiene una cavidad interna formada por un techo , un suelo , unas paredes laterales opuestas que prolongan la longitud del horno de recocido y unas paredes laterales opuestas que prolongan la anchura del horno de recocido, teniendo asimismo el alojamiento aislado una entrada para introducir el producto metálico y una salida para descargar el producto metálico, unos medios de calentamiento en la cavidad interna para tratar térmicamente el producto metálico, un dispositivo transportador destinado…
PERFECCIONAMIENTOS INTRODUCIDOS EN LOS HORNOS DE RECALENTAMIENTO DE PRODUCTOS SIDERURGICOS.
(16/07/2004). Solicitante/s: STEIN HEURTEY, SOCIETE ANONYME:. Inventor/es: FRYDMAN, NATHAN, MARTIN, FREDERIC, PAHMER, FRANCOIS.
Se presentan mejoras para hornos para recalentar acero. Un horno para el recalentamiento del acero, que reduce o elimina pérdidas de producción mientras se recalienten lotes de productos con estados térmicos diferentes introducidos sucesivamente dentro del horno incorpora al menos dos zonas de ecualización. Las zonas pueden ser atravesadas por los productos a diferente velocidad para alcanzar otras zonas, regulada como función del objetivo térmico de los productos que están siendo recalentados. Al menos una de las zonas se utiliza, como zona de calentamiento.
PROCEDIMIENTO Y APARATO PARA TRATAMIENTO TERMICO EN LINEA DE MATERIAL LAMINADO EN CALIENTE.
(01/05/2004). Solicitante/s: DANIELI TECHNOLOGY, INC.. Inventor/es: BENEDETTI, GIANPIETRO.
Aparato para el tratamiento térmico en línea de material metálico alargado laminado en caliente en un laminador que comprende en línea con el laminador: a) una primera cizalla para cortar el material laminado en piezas de longitud predeterminada, b) una caja de temple para el enfriamiento forzado de material laminado en caliente, c) un sistema de preparación de capas para decapar una cantidad predeterminada de piezas de material cortado en preparación para un tratamiento térmico adicional del mismo, d) un horno de recocido en línea para un enfriamiento, mantenimiento y calentamiento controlados de las capas de material, e) medios para descargar y separar las capas en piezas de material individuales, y un lecho de enfriamiento para enfriar el material tratado térmicamente.
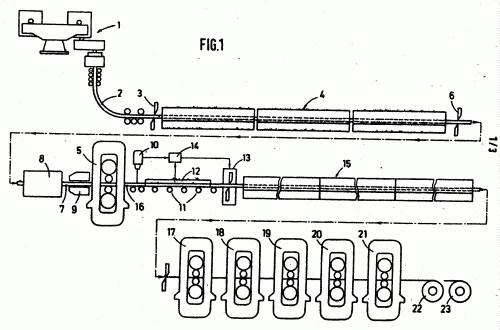
PLANTA INTEGRADA PARA LA PRODUCCION DE MATERIAL LAMINADO.
(01/05/2004) Aparato para la producción de productos laminados alargados que comprende: equipamiento de fundición continua operativo para producir una pluralidad de líneas paralelas (24a, 24a, 24b, 24b) de productos alargados, un laminador colocado en el mismo sentido que dicho equipamiento de fundición continua en alineación con una (24a, 24a) de dichas líneas de producto, un horno de túnel dispuesto entre dicho equipamiento de fundición continua y dicho laminador a lo largo de dicha línea (24a, 24a) de producto, dicho horno de túnel presenta una longitud al menos igual a la longitud de dicho producto y presenta una anchura suficiente para comprender dicha pluralidad de líneas paralelas (24a, 24a, 24b, 24b) de producto por completo, medios…
MATERIAL DE FUNDICION PARA RODILLOS DE TIPO INDEFINIDO CON CAMISA Y PROCEDIMIENTO PARA SU FABRICACION.
(01/05/2004) Procedimiento para la fabricación y preparación de un material de fundición aleada para la parte de trabajo de rodillos de tipo indefinido, que contiene los elementos carbono, silicio, manganeso, cromo, níquel, molibdeno, vanadio, eventualmente otros elementos del grupo 5 del sistema periódico, aluminio, hierro residual, elementos accidentales e impurezas debidos a la fabricación, según el cual A. se establece una colada que presenta la siguiente composición química, en % de peso: así como hierro residual e impurezas, y B. se añade vanadio, que se disuelve en la misma, en un porcentaje en peso de más de 0, 5 hasta máximo 5, 9, pudiendo dicho contenido de vanadio ser parcialmente substituido por un contenido de otros elementos del grupo 5 del sistema periódico, es decir,…
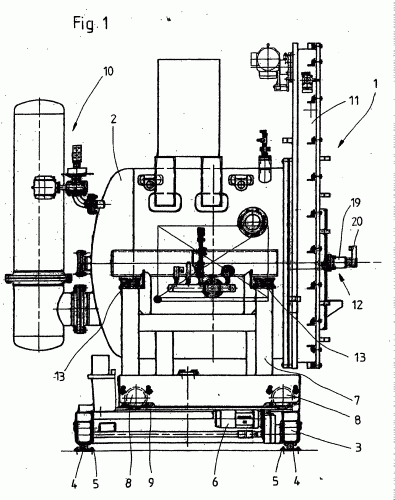
INSTALACION PARA EL TRATAMIENTO TERMICO DE UNA CARGA DE PIEZAS METALICAS.
(16/02/2004) Instalación para el tratamiento térmico de una carga de piezas metálicas, que comprende un primer conjunto dotado como mínimo de un horno y un segundo conjunto que tiene como mínimo una cuba, siendo uno de dichos conjuntos desplazable con respecto al otro y como mínimo una junta dispuesta entre los dos conjuntos, estando fijado uno de dichos dos conjuntos a una estructura estacionaria y estando conectado el otro conjunto a una estructura desplazable con respecto a la estructura estacionaria, comprendiendo dicha estructura como mínimo una cuba dotada, en la zona de cada una de las cubas, de una junta interior (17, 18; 31, 32, 33; 71, 72; 88A, 88B) alrededor de la cuba y una junta…
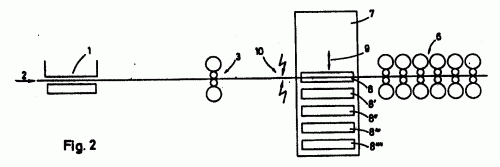
REEQUIPAMIENTO DE TRENES LAMINADORES EN CALIENTE PARA LAMINAR BANDAS DELGADAS.
(16/12/2003). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: KNEPPE, GUNTER DR., ROSENTHAL, DIETER, LADDA, DIETER.
TRENES EN LAMINADO CALIENTE QUE TIENEN UN HORNO DE TIRANTES MOVIBLES , UN ARMAZON REVERSIBLE COLOCADO A CONTINUACION, ASI COMO UN TREN DE LAMINADO CALIENTE PARA EL ACABADO DE BANDAS CALIENTES LAMINADAS Y FINAS DE ACERO AUSTENITICO, LAS CUALES SE DEBEN ADAPTAR DE TAL MANERA, QUE LA BANDA CALIENTE SE PUEDA LAMINAR CON GROSORES POR DEBAJO DE 1 MM. PARA ELLO SE PROPONE, QUE ENTRE EL ARMAZON REVERSIBLE Y EL TREN DE LAMINADO CALIENTE SE COLOQUE UN HORNO DE MANTENIMIENTO , QUE ASEGURA MEDIANTE VARIOS SITIOS DE RECOGIDA (8, 8 ' ...) PARA LAS LAMINAS QUE SE PUEDAN CALENTAR DE MANERA CONSTANTE UN TIEMPO DE CALENTAMIENTO COMPLETO PARA CADA BANDA, QUE ES VARIAS VECES MAYOR QUE EL TIEMPO DE LAMINADO DEL TREN DE LAMINADO CALIENTE DE ACABADO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}