Endurecimiento de brazos reactores flexibles.
Un procedimiento de fabricación de un brazo reactor flexible (1) para una suspensión del eje de las ruedas de unvehículo tal como un camión o un remolque,
que comprende las siguientes etapas:
calentar una pieza de acero,
dar a la pieza la forma deseada del brazo reactor (1) por medio de un procedimiento adecuado de formación,someter al brazo reactor (1) formado a temple austenítico enfriándolo en un medio líquido caliente.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NL2009/000226.
Solicitante: VDL Weweler B.V.
Inventor/es: AALDERINK, DERK GEERT, VERHOOFSTAD,MARTINUS JOZEF MARIA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B60G7/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60G SUSPENSION DE VEHICULOS (vehículos de colchón de aire B60V; montajes entre el chasis y el cuerpo del vehículo B62D 24/00). › Brazos de suspensión articulados; Sus accesorios (dispositivos para mantener prácticamente constante la inclinación de la rueda durante el movimiento de la suspensión B60G 3/26).
- B60G9/00 B60G […] › Suspensiones elásticas de un eje rígido o de un cárter de eje para dos o más ruedas.
- C21D1/20 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › Temple isotérmico, p. ej. endurecido bainítico.
- C21D1/46 C21D 1/00 […] › Baños de sales.
- C21D9/00 C21D […] › Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
PDF original: ES-2407532_T3.pdf
Fragmento de la descripción:
Endurecimiento de brazos reactores flexibles.
La presente invención versa acerca de la fabricación de brazos de suspensión flexibles para una suspensión del eje de las ruedas de un vehículo tal como un camión o un remolque. Tales brazos de suspensión se denominan en la técnica brazos reactores flexibles o brazos de resorte.
Una suspensión del eje de las ruedas de un remolque o un camión tiene un brazo reactor a cada lado del vehículo que se extiende sustancialmente en la dirección longitudinal del vehículo. El cuerpo de eje del eje de las ruedas está unido a los brazos reactores. Cada brazo reactor está conectado de forma articular por la parte delantera, vista en la dirección de desplazamiento del vehículo, a un soporte de cojinete que está dispuesto en el chasis del vehículo. Generalmente, se dispone un resorte neumático entre el brazo reactor y el chasis de tal suspensión del eje de las ruedas. Un brazo reactor flexible comprende comúnmente una porción de resorte, un ojal en el extremo delantero de la porción de resorte para montar de forma articular el brazo reactor en el vehículo, y una porción de montaje en el extremo trasero de la porción de resorte en el que puede montarse el cuerpo del eje de las ruedas en el brazo reactor.
En el ámbito de la fabricación de brazos reactores flexibles, es común fabricar los brazos reactores laminando una pieza de acero calentado dándole la forma deseada del brazo reactor. En general, esta es la forma de una ballesta. Por lo común, se da forma al brazo reactor en varias etapas de laminado y, posiblemente, en etapas de flexión y de corte. La conformación incluye una etapa en la que un ojal de bisagra se flexiona en el extremo delantero del brazo reactor flexible laminado. Estas etapas de formación tienen lugar consecutivamente y el producto intermedio se transporta entre dispositivos consecutivos de laminado y de flexión. El brazo reactor puede ser recalentado, al menos parcialmente, antes de cada una de las etapas de laminado y de flexión. Una vez que el producto está completamente conformado, se le permite enfriarse al aire hasta la temperatura ambiente. Se dan al brazo de acero formado las propiedades mecánicas deseadas, en particular la resistencia a la tracción deseada, mediante el endurecimiento del acero, que incluye recalentar al brazo formado, de modo que el acero se transforme en una estructura austenítica, y apagarlo después en un baño de aceite a aproximadamente 80·C, con lo que el acero obtiene una estructura martensítica, con una resistencia suficiente a la tracción para que el brazo reactor flexible lleve a cabo su función debidamente. El apagado en aceite es peligroso, tomando en consideración los riesgos de incendio. Además, el aceite es un peligro para el medio ambiente. La estructura resultante martensítica tras el apagado es muy dura y quebradiza, lo cual es poco deseable para el brazo reactor flexible, que, en uso, está sometido a cargas dinámicas. Por lo tanto, resulta necesario templar el acero tras endurecerlo volviendo a calentarlo hasta una temperatura moderadamente elevada (por ejemplo, a 180-220·C) y mantenerlo a esa temperatura durante una o dos horas. En el documento JP-A-20Q4-262453 se da a conocer un procedimiento de fabricación de tornillos sin fin de suspensión. Además, el documento US-B1-6364973 da a conocer un procedimiento de temple austenítico de un cuerpo de lata de acero.
La presente invención tiene como objeto proporcionar un procedimiento alternativo para fabricar un brazo reactor flexible de acero.
Este objeto se logra por medio de un procedimiento de fabricación de un brazo reactor flexible para una suspensión del eje de las ruedas de un vehículo tal como un camión o un remolque, que comprende las siguientes etapas:
calentar una pieza de acero,
dar a la pieza la forma deseada del brazo reactor por medio de un procedimiento adecuado de formación,
someter al brazo reactor formado a temple austenítico enfriándolo en un medio líquido caliente.
Por medio de este procedimiento se obtiene un brazo reactor con una estructura sustancialmente bainítica, al menos en las zonas exteriores. Una estructura bainítica es más dúctil que la estructura martensítica, que es común en los brazos reactores flexibles, por lo que puede omitirse una etapa de templado, que es necesaria con una estructura martensítica, lo que ahorra el uso de energía y tiempo.
Es posible que las zonas más interiores del brazo reactor, en particular de las porciones más gruesas del brazo reactor durante el temple austenítico, no se conviertan en una estructura bainítica, sino en otra estructura; por ejemplo, una estructura de perlita o de ferrita, o en una mezcla de estructuras. Esto puede deberse a que las zonas más interiores se enfríen con una tasa diferente de las de las zonas más exteriores. Las zonas en uso del brazo reactor sometidas a las mayores cargas de flexión son las más exteriores. Por ello, es deseable que al menos estas zonas exteriores, hasta cierta profundidad desde la superficie exterior, tengan una estructura bainítica. Para las zonas interiores, esto puede resultar menos importante, dado que son sometidas a cargas de flexión menores.
Preferentemente, el brazo reactor flexible es enfriado en un medio líquido con una temperatura de aproximadamente 310·C.
El procedimiento según la invención puede ser usado con ventaja particular cuando el brazo reactor flexible es conformado mediante forjado. El brazo reactor es conformado entonces ventajosamente en una etapa de forjado, por lo que no son necesarios transporte ni recalentamiento algunos entre las etapas de formación. Además, con ventaja particular, el brazo fo~ado puede ser sumergido directamente en la sal líquida después de que sea eyectado o retirado de otra manera del dispositivo de forjado. De esta manera, el brazo reactor flexible formado no tiene que ser recalentado para que alcance una estructura austenítica para endurecerlo. El brazo reactor es formado simplemente en una etapa y luego, sacado directamente del dispositivo de forjado, sometido a temple austenítico en la sal líquida. El brazo reactor resultante tiene una estructura bainítica y tiene una resistencia a la tracción suficiente de, preferentemente, 1300 -1600 N/mm. Así, este procedimiento específicamente ventajoso de fabricación proporciona brazos reactores flexibles de alta calidad de una manera eficiente y de forma rentable en la que, en particular, se ahorran tiempo y energía.
También es posible formar el brazo reactor por medio del forjado en varias etapas de forjado.
Alternativamente, también es posible formar el brazo reactor laminando de la forma habitual, después de lo cual el brazo reactor es sometido a temple austenítico en una sal líquida.
La invención se esclarecerá en la siguiente descripción con referencia a los dibujos, en los que:
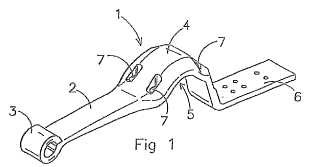
la Fig. 1 muestra una vista en perspectiva desde arriba de un brazo reactor flexible para una suspensión del eje de las ruedas,
la Fig. 2 muestra una vista en perspectiva desde abajo del brazo reactor flexible de la Fig. 1,
la Fig. 3 muestra una curva esquemática de la temperatura en función del tiempo durante el endurecimiento, y
la Fig. 4 muestra una vista lateral de una suspensión del eje de las ruedas con el brazo reactor de las Figuras 1 y 2.
En la Fig. 1 se muestra una realización ejemplar de un brazo reactor flexible 1 para una suspensión del eje de las ruedas. El brazo reactor flexible 1 mostrado está fabricado de acero y comprende una porción 2 de resorte, un ojal 3 de bisagra en el extremo delantero de la porción 2 de resorte. Hay formada una porción curvada 4, porción curvada 4 que tiene una superficie cóncava 5 de contacto que está dirigida hacia abajo en el ejemplo mostrado. A continuación de la porción curvada 4, hay formada una porción terminal 6 que está concebida para acoplar un resorte neumático a la misma.
En la Fig. 4 se muestra una suspensión ejemplar del eje de las ruedas de, por ejemplo, un remolque o un camión. A cada lado del vehículo, la suspensión tiene un brazo reactor 1 que se extiende sustancialmente en la dirección longitudinal del vehículo. El cuerpo 10 de eje del eje de las ruedas está unido al brazo reactor 1 en la porción de montaje del brazo reactor 1 por medio de un elemento 11 de fijación. Cada brazo reactor 1 está conectado de forma articular a un soporte 12 de cojinete, que está dispuesto en el chasis 14 del vehículo. Se extiende hasta el mismo un pivote 15 de bisagra a través del soporte 12 de cojinete y del ojal 3 en el extremo delantero del brazo reactor 1. Se dispone un resorte neumático 13 o un fuelle entre la porción trasera extrema 6 del brazo... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de fabricación de un brazo reactor flexible (1) para una suspensión del eje de las ruedas de un vehículo tal como un camión o un remolque, que comprende las siguientes etapas: calentar una pieza de acero,
dar a la pieza la forma deseada del brazo reactor (1) por medio de un procedimiento adecuado de formación, someter al brazo reactor (1) formado a temple austenítico enfriándolo en un medio líquido caliente.
2. El procedimiento según la reivindicación 1 en el que el brazo reactor es enfriado en el medio líquido hasta una temperatura de aproximadamente 310°C.
3. El procedimiento según las reivindicaciones 1 o 2 en el que el brazo reactor (1) es enfriado en una sal líquida.
4. El procedimiento según una cualquiera de las reivindicaciones 1-3 en el que el brazo reactor (1) es formado por forjado.
5. El procedimiento según la reivindicación 4 en el que el brazo reactor (1) es sumergido en la sal líquida para someterlo a temple austenítico directamente después del forjado.
6. El procedimiento según una cualquiera de las reivindicaciones 1-3 en el que el brazo reactor (1) es formado por 15 laminado.
7. El procedimiento según la reivindicación 6 en el que el brazo reactor (1) es sumergido en la sal líquida para someterlo a temple austenítico directamente después del procedimiento de laminado.
8. El procedimiento según una cualquiera de las reivindicaciones precedentes en el que el brazo reactor (1) es
calentado y sometido a temple austenítico después de que se haya enfriado en el medio líquido hasta una 20 temperatura de aproximadamente 310°C.
Patentes similares o relacionadas:
Articulación de rótula, del 15 de Julio de 2020, de NHK SPRING CO.LTD.: Una articulación de rótula (1b) que comprende: un perno de bola que tiene una porción de perno (10s) con un extremo que está acoplado a un cuerpo […]
Suspensión de eje para un eje de vehículo, del 29 de Abril de 2020, de BPW BERGISCHE ACHSEN KG: Suspensión de eje para un eje de vehículo guiado por eje directriz longitudinal, con un soporte que puede fijarse debajo del chasis de un vehículo a cada lado […]
Unión estabilizadora y procedimiento de fabricación para la misma, del 1 de Abril de 2020, de NHK SPRING CO.LTD.: Unión estabilizadora formada mediante moldeo por inyección utilizando una resina que contiene fibras de refuerzo, que comprende una barra […]
Vehículo que posee un chasis y una barquilla pendular, del 15 de Enero de 2020, de SWINCAR: Vehículo que comprende: - un chasis que comprende un travesaño delantero y un travesaño trasero ; - al menos un tren delantero y un tren trasero […]
COMPONENTE DE SUSPENSIÓN DE UN VEHÍCULO AUTOMÓVIL, del 26 de Diciembre de 2019, de FAGOR EDERLAN, S.COOP: Componente de suspensión de un vehículo automóvil, que comprende al menos un orificio y un interconector alojado en dicho orificio , comprendiendo […]
Enlace parabólico, del 6 de Noviembre de 2019, de Schomäcker Federnwerk GmbH: Enlace parabólico con un ojete de enlace parabólico enrollado previsto en un extremo del enlace parabólico y con una zona del extremo del enlace […]
Componente mecánico con un sensor de fuerza, del 16 de Mayo de 2019, de ZF FRIEDRICHSHAFEN AG: Componente mecánico para un vehículo que presenta una zona de medición con una superficie y con un sensor de fuerza asignado a la zona de medición para la detección […]
Componente mecánico con un sensor de fuerza, del 16 de Mayo de 2019, de ZF FRIEDRICHSHAFEN AG: Componente mecánico para un vehículo, especialmente soporte de varilla o pendular, biela o articulación esférica, que presenta una zona de medición con una […]