Horno de retorta con soporte de cargas desacoplado, para el tratamiento térmico de piezas metálicas.
Horno de retorta (1) para el tratamiento térmico de piezas metálicas,
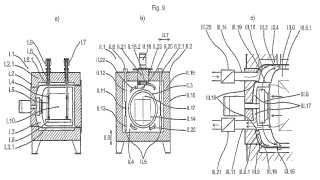
comprendiendo una retorta (3) metálica de forma tubular, en particular tumbada en posición horizontal y una carcasa de horno (2) que rodea la retorta (3), comprendiendo la retorta (3) un recinto de tratamiento o de carga (10) en el que se alojan los gases de protección y
reacción, que se puede cerrar de forma estanca a los gases, destinado al tratamiento térmico de las piezas como carga, y que comprende un bastidor de soporte (8) como soporte de la carga y su posicionamiento, caracterizado porque
a) el peso de la carga y del bastidor de soporte (8) está desacoplado de la retorta (3),
b) el bastidor de soporte (8) está unido con unos medios (5) para soportarlo en la carcasa del horno (2), y 10 c) los medios (5) van conducidos de modo estanco a los gases en unas penetraciones (6) de una pared
(
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2009/000963.
Solicitante: IPSEN INTERNATIONAL GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Flutstrasse 78 47533 Kleve ALEMANIA.
Inventor/es: SARRES,ROLF, SCHWALL,HEINZ.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C21D1/74 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › Métodos de tratamiento en gas inerte, atmósfera controlada, vacío o material pulverulento.
- C21D9/00 C21D […] › Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
- F27B5/10 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 5/00 Hornos de mufla; Hornos de retorta; Otros hornos en los que la carga está completamente aislada (F27B 9/00 tiene prioridad). › Muflas.
- F27B5/12 F27B 5/00 […] › Disposición de los dispositivos de carga.
- F27D5/00 F27 […] › F27D PARTES CONSTITUTIVAS O ACCESORIOS DE LOS HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN LA MEDIDA EN QUE SON COMUNES A MAS DE UN TIPO DE HORNO (aparatos de combustión F23; calefacción eléctrica H05B). › Soportes, parrillas o equipo análogo, para la carga en el interior del horno (soportes móviles o con traslación F27D 3/12).
PDF original: ES-2390407_T3.pdf
Fragmento de la descripción:
Horno de retorta con soporte de cargas desacoplado, para el tratamiento térmico de piezas metálicas
Aspecto técnico
La invención se refiere a un horno de retorta para el tratamiento térmico, tal como por ejemplo el revenido brillante, el recocido en atmósfera de nitrógeno o de nitrógeno/hidrógeno, la nitruración o la nitrocarburación de piezas metálicas.
Estado de la técnica
Los hornos de retorta para el tratamiento térmico de piezas metálicas se conocen de acuerdo con el estado de la técnica en múltiples disposiciones tal como por ejemplo según el documento DE-AS 2 010 433, el DE-OS 27 54 034, el DE 30 28 952 C2, el DE31 43 532 A1, el DE 36 31 389 C2 y el DE 103 38 431 A1.
Si bien la invención se refiere preferentemente a hornos de retorta horizontales que presentan esencialmente una retorta de forma tubular en posición horizontal, una carcasa de horno con aislamiento térmico que rodea la retorta y una instalación para el calentamiento de la retorta, sin embargo también es aplicable a otras formas de construcción de hornos de retorta.
La retorta comprende generalmente
- un recinto de tratamiento o carga que puede cerrarse de un modo estanco a los gases, en el que se reciben los gases de protección y de reacción, para efectuar el tratamiento térmico de las piezas o de las cargas, y
- los bastidores adecuados para posicionar convenientemente y recibir/soportar las cargas.
Para el tratamiento térmico se complementa el calentamiento a una temperatura de hasta 650º C esencialmente por medio de la convección. En el interior de la retorta se trata de conseguir una recirculación intensiva de la atmósfera del horno y que rodee las piezas por todos los lados. Para ello se emplean equipos de recirculación y medios auxiliares para la conducción de los gases situados en la zona de la retorta.
Durante el tratamiento térmico, las retortas están expuestas especialmente a una intensa solicitación. Por este motivo, éstas se realizan con unos espesores de pared superiores a 8 mm para asegurar la estabilidad de forma.
Al menos en los hornos de retorta de la clase descrita surgen debido al peso de las cargas y de los elementos de apoyo de los bastidores de soporte unas cargas puntuales en la parte inferior de las retortas, que en este caso están en posición horizontal. El inconveniente es que las solicitaciones aumentan al ir aumentando el peso de las cargas, mientras que la capacidad de carga del material de la retorta disminuye al ir aumentando la temperatura del horno. Por ese motivo hay límites para la capacidad de carga y para el grado de rendimiento del tratamiento térmico de las cargas de piezas de esta clase de hornos de retorta.
El mundo técnico ya se ha ocupado de las posibilidades de evitar solicitaciones nocivas de las retortas durante el tratamiento térmico de piezas metálicas. Pero estas soluciones se referían únicamente a la descarga del fondo de la retorta en el caso de retortas dispuestas en posición vertical, por medio de apoyos y/o medios de suspensión como soporte respecto a una carcasa, tal como se describe por ejemplo en el documento DE 2 054 666 A.
Si bien de este modo se tuvo en cuenta la solicitación de las retortas debido al peso de las cargas propiamente dichas así como de sus bastidores de apoyo, sin embargo no se consiguió incrementar el grado de rendimiento del tratamiento térmico.
También se ha dado a conocer una técnica de compensadores (IHU) exclusiva de la construcción vertical de hornos, donde todo el peso de la carga descansa sobre un zócalo de hormigón resistente al calor, y se apoya en este. La retorta, cuya sujeción se compensa por medio de un compensador, se puede realizar así con un espesor de pared menor, y su vida útil se prolonga debido a ser menor la carga.
Además de unas ventajas considerables, esta solución también tiene inconvenientes tales como:
- la solución no se puede aplicar a disposiciones horizontales,
- el zócalo y otros materiales aislantes y soportes cerámicos pueden absorber humedad que sea nociva para procesos subsiguientes,
- el compensador es relativamente grande por su construcción y costoso, forma puentes térmicos y da lugar a pérdidas de energía,
- la disposición en el suelo favorece la transición a temperaturas bajas y la formación de condensado, que es
más difícil de eliminar de la retorta que el vapor de agua. 2
De acuerdo con el documento DE 103 12 650 B3 se ha dado a conocer además un horno de tratamiento térmico, en particular un horno de sinterizado a presión con una carcasa de horno y con una jaula aislante dispuesta en su interior forma un recinto de caldera soportado a distancia de la carcasa del horno, así como una mufla dispuesta en el interior de la jaula aislante que rodea la carga de piezas que con la jaula aislante limita un recinto aislante. Esta mufla comprende también los denominados apoyos a modo de un bastidor de soporte para la carga. La aplicación de esta solución a hornos de retorta genéricos de la clase descrita inicialmente no daría lugar a aumentar el grado de rendimiento del tratamiento térmico de las cargas de piezas y la capacidad de carga de la retorta.
Exposición de la invención
En los hornos de retorta que comprenden esencialmente una retorta metálica de forma tubular, una carcasa de horno que rodea la retorta y una instalación para la calefacción de la retorta, el objetivo de la invención es,
- aumentar el grado de rendimiento del tratamiento térmico de las cargas de piezas así como la capacidad de carga de la retorta,
- reducir el espesor de pared de la retorta de modo que disminuya también su masa,
- limitar la retorta a la función de recinto de carga y tratamiento que se puede cerrar de modo estanco a los gases,
- realizar un cambio rápido de atmósferas, evitar la polución de la atmósfera de gas de protección y evitar repercusiones nocivas sobre el proceso de tratamiento térmico.
Estos objetivos planteados los resuelve la invención principalmente desacoplando el peso de la carga y del bastidor de soporte respecto a la retorta, estando unido el bastidor de soporte a unos medios para apoyarse en la carcasa del horno, estando estos medios conducidos de modo estanco a los gases a través de penetraciones en las paredes de la retorta y de la carcasa del horno que la rodea.
A diferencia del estado de la técnica, no solamente queda de este modo descargada la retorta del peso de la carga y del peso del bastidor de soporte sino que además se resuelve el problema planteado de incrementar el grado de rendimiento del tratamiento térmico de las cargas de piezas, reducir la masa y el espesor de pared de la retorta, centrando la función de la retorta a ser recinto de tratamiento o carga que se puede cerrar de modo estanco a los gases y conseguir en conjunto una mayor capacidad de carga de la retorta.
En la realización conforme a la invención se une el bastidor de soporte de modo suspendido a unos medios para apoyarse en la carcasa del horno.
Para este fin, la carcasa del horno presenta unos travesaños para la colocación de los medios, y los medios están unidos no solo con el bastidor de soporte sino también por medio de los travesaños a la carcasa del horno, a través de unas articulaciones.
Las penetraciones en las paredes comprenden unos tubos empotrados con compensadores estancos a los gases que compensan la dilatación longitudinal y aseguran la libertad de movimiento de los medios en los tubos durante las dilataciones condicionadas por el calor, especialmente de la retorta.
Además, a los tubos con los compensadores estancos a los gases les corresponden las respectivas juntas y también unas cámaras de refrigeración llenas de un medio refrigerante tal como agua, así como aislamientos para proteger los compensadores contra un calor elevado.
En una realización completa conforme a la invención está previsto que los tubos empotrados en las paredes estén divididos respectivamente en una primera parte o parte inferior y en una segunda parte o parte superior, estando la parte inferior empotrada por... [Seguir leyendo]
Reivindicaciones:
1. Horno de retorta (1) para el tratamiento térmico de piezas metálicas, comprendiendo una retorta (3) metálica de forma tubular, en particular tumbada en posición horizontal y una carcasa de horno (2) que rodea la retorta (3) , comprendiendo la retorta (3) un recinto de tratamiento o de carga (10) en el que se alojan los gases de protección y
reacción, que se puede cerrar de forma estanca a los gases, destinado al tratamiento térmico de las piezas como carga, y que comprende un bastidor de soporte (8) como soporte de la carga y su posicionamiento, caracterizado porque
a) el peso de la carga y del bastidor de soporte (8) está desacoplado de la retorta (3) ,
b) el bastidor de soporte (8) está unido con unos medios (5) para soportarlo en la carcasa del horno (2) , y 10 c) los medios (5) van conducidos de modo estanco a los gases en unas penetraciones (6) de una pared
(2.1) de la carcasa del horno (2) y una pared (3.1) de la retorta (3) .
2. Horno de retorta según la reivindicación 1, caracterizado porque el bastidor de soporte (8) está unido a la carcasa del horno (2) de forma suspendida mediante unos medios (5) de apoyo.
3. Horno de retorta según la reivindicación 1 ó 2, caracterizado porque los medios (5) van apoyados en la carcasa 15 del horno (2) a través de unos travesaños (9) .
4. Horno de retorta según una de las reivindicaciones 1 a 4, caracterizado porque los medios (5) están apoyados tanto con respecto al bastidor de soporte (8) o también respecto a los travesaños (9) por medio de articulaciones (4) en la carcasa del horno (2) .
5. Horno de retorta según una de las reivindicaciones 1 a 4, caracterizado porque las penetraciones (6) de las 20 paredes (2.1, 3.1) presentan unos tubos (6.1) empotrados con compensadores (7) que compensan la longitud.
6. Horno de retorta según una de las reivindicaciones 1 a 5, caracterizado porque a los tubos (6.1) les corresponde por lo menos una cámara de refrigeración (7.2) .
7. Horno de retorta según una de las reivindicaciones 1 a 6, caracterizado porque los tubos (6.1) presentan aislamientos (7.3) .
25 8. Horno de retorta según una de las reivindicaciones 1 a 7, caracterizado porque los tubos (6.1) empotrados en las paredes (2.1, 3.1) están divididos fuera de la carcasa del horno (2) mediante unas uniones de brida liberables
(6.1.3) formando respectivamente una parte primera o inferior (6.1.1) y una parte segunda o superior (6.1.2) , estando la parte primera o inferior (6.1.1) empotrada por lo menos en una de las paredes (2.1, 3.1) , y porque la parte segunda o superior (6.1.2) está empotrada en los travesaños (9) .
30 9. Horno de retorta según una de las reivindicaciones 1 a 8, caracterizado porque la parte segunda o superior
(6.1.2) es un casquillo de fuelle (7.1) que asume la función de compensador (7) .
10. Horno de retorta según una de las reivindicaciones 1 a 9, caracterizado porque la cámara de refrigeración (7.2) está asignada a la parte primera o inferior (6.1.1) .
11. Horno de retorta según una de las reivindicaciones 1 a 10, caracterizadoporque por lo menos un conjunto que 35 comprende los tubos (6.1) con los compensadores (7) está dispuesto de modo intercambiable.
12. Horno de retorta según una de las reivindicaciones 1 a 11, caracterizado porque la retorta (3) con los medios
(5) se puede sacar fuera de la carcasa del horno (2) sin tener que desmontarla, para lo cual la pared (2.1) de la carcasa del horno (2) presenta un segmento dispuesto de modo liberable, que comprende por lo menos la zona de las penetraciones (6) .
Patentes similares o relacionadas:
Lámina de acero inoxidable para separadores de pila de combustible, y método de producción para la misma, del 17 de Junio de 2020, de JFE STEEL CORPORATION: Lámina de acero inoxidable para separadores de pila de combustible, que comprende: una composición química que contiene, en % en masa, C: del […]
Procedimiento de fabricación de piezas de acero revestidas y endurecidas por presión, y chapas prerrevestidas que permiten la fabricación de estas piezas, del 1 de Abril de 2020, de Arcelormittal: Chapa laminada en frío y recocida, de grosor comprendido entre 0,5 y 2,6 mm, prerrevestida para la fabricación de piezas endurecidas por templado en prensa, compuesta […]
Procedimiento de tratamiento térmico de desensibilización a la fisuración asistida por el entorno de una aleación a base de níquel, principalmente para ensamblaje de combustible de reactor nuclear y para reactor nuclear, y pieza realizada con esta aleación así tratada, del 8 de Enero de 2020, de FRAMATOME: Procedimiento de tratamiento térmico de desensibilización a la fisuración asistida por el entorno de una aleación con base Ni de composición, en porcentajes ponderales: […]
Procedimiento y horno para tratamiento con calor de cintas metálicas, del 18 de Diciembre de 2019, de ANDRITZ TECHNOLOGY AND ASSET MANAGEMENT GMBH: Procedimiento para el tratamiento térmico de una cinta metálica , en el que la cinta metálica se precalienta en una zona de precalentamiento por […]
Lámina de acero recubierta con aleación de hierro y aluminio para la conformación con prensa en caliente, que tiene excelente resistencia a la fractura retardada por hidrógeno, resistencia al desprendimiento y capacidad de soldadura, miembro conformado en caliente utilizando la misma y métodos de fabricación de la misma, del 20 de Noviembre de 2019, de POSCO: Una lámina de acero recubierta de aleación de aluminio-hierro (Al-Fe) para conformación en caliente, que tiene alta resistencia a la fractura retardada por hidrógeno y la […]
Rodillo de briqueteado y método para producir el mismo, del 4 de Septiembre de 2019, de Fujico Co., Ltd: Un rodillo de briqueteado, que tiene integralmente un material de capa interna y un material de capa externa, que comprende […]
Horno de recocido continuo, del 24 de Julio de 2019, de CHUGAI RO CO., LTD.: Un horno de recocido continuo que comprende una porción de sellado de entrada que permite la introducción de un material sujeto alargado, […]
Aparato para el tratamiento de una tira de metal en una planta de recocido vertical, del 24 de Julio de 2019, de ACCIAI SPECIALI TERNI S.P.A.: Un aparato para el tratamiento de una tira de metal en un sistema de planta de recocido vertical que comprende una zona en donde el tratamiento térmico de […]