CIP-2021 : C21D 9/63 : estando sujeta la banda por un soporte de gas.
CIP-2021 › C › C21 › C21D › C21D 9/00 › C21D 9/63[4] › estando sujeta la banda por un soporte de gas.
Notas[t] desde C21 hasta C30: METALURGIA
C QUIMICA; METALURGIA.
C21 METALURGIA DEL HIERRO.
C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B).
C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
C21D 9/63 · · · · estando sujeta la banda por un soporte de gas.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo y procedimiento de tratamiento continuo de una banda metálica.
(22/03/2019) Dispositivo de tratamiento continuo de una banda metálica , especialmente una banda metálica de aluminio o una aleación de aluminio o de metal no férrico o una aleación de metal no férrico, con al menos un dispositivo de atemperado a través del cual se hace pasar flotando la banda metálica , y
con al menos un equipo de regulación de la posición de la banda que trabaja sin contacto y con el cual se puede controlar o regular la posición de la banda metálica en el plano (E) de circulación de la banda y transversalmente a la dirección (B) de circulación de dicha banda, y que presenta al menos un motor lineal , presentando el dispositivo de atemperado al menos un trayecto de calentamiento en el lado de entrada y un trayecto de refrigeración en el lado de salida,
…
Aparato de tratamiento de material de banda.
(04/04/2018) Un aparato de tratamiento de material de banda que tiene una cámara de calentamiento por inducción , caracterizado por que el aparato de tratamiento de material de banda comprende:
una cámara de compensación de variación de temperatura colocada aguas abajo de la cámara de calentamiento por inducción;
una cámara de calentamiento indirecto para calentar el material de banda por calentamiento indirecto aguas abajo de la cámara de compensación de variación de temperatura;
un conducto de circulación que tiene un soplador y un calentador , haciendo circular aire el conducto de circulación en la cámara de compensación de variación de temperatura a la vez que calienta el aire;
una pluralidad de boquillas de soplado de aire caliente , provistas en el extremo del conducto de circulación , que están…
Dispositivo y procedimiento para el tratamiento continuo de una banda metálica.
(24/06/2015) Dispositivo para el tratamiento continuo de una banda metálica , especialmente de una banda metálica de aluminio o de una aleación de aluminio o de metal no ferroso o de una aleación de metal no ferroso, con al menos un dispositivo de temperación, que está realizado como horno de flotación de bandas por el que se hace pasar flotando la banda metálica y con un dispositivo de regulación de marcha de banda con el que se puede controlar o regular la posición de la banda de metal en el plano de marcha de banda y transversalmente con respecto a la dirección de marcha de banda, presentando el horno de flotación de bandas al menos…
Método para controlar un fleje de metal en un horno de tratamiento térmico.
(04/12/2013) Un metodo para controlar un fleje de metal que debe tratarse termicamente, contenido en un homo detratamiento termico de funcionamiento continuo y que avanza en una direcciOn esencialmente horizontal y en unaposici6n suspendida en una zona dispuesta entre unos elementos destinados a soportar el fleje de metal cuandodicho fleje de metal se enfria , caracterlzado por quo la trayectoria del fleje de metal se mide mediante undispositivo de medicion, y por que los resultados obtenidos de la medici6n de la trayectoria del fleje de metalse comparan con los valores de posicien deseados predeterminados de la trayectoria en una unidad deautomatized& que este conectada electricamente al dispositivo de medici& y conectada electricamente a las boquillas…
ALMOHADILLA DE PRESION DEL TIPO FLOTANTE PARA BANDAS METALICAS.
(01/05/1998). Solicitante/s: CHUGAI RO CO., LTD.. Inventor/es: YAMAMOTO, TADASHI, SENO, TAKAO, SAKAGUCHI, YOSHITO.
UNA ALMOHADILLA DE PRESION QUE CONSTA DE UNA CAMARA IMPELENTE, ADAPTADA PARA QUEDAR CONECTADA A UNA FUENTE DE SUMINISTRO DE FLUIDOS A PRESION, QUE TIENE UN PAR DE BOQUILLAS RANURADAS PARALELAS FORMADAS EN UNA PARED SUPERIOR Y LA CAMARA SE ENCUENTRA COLOCADA DEBAJO DE UNA TRAYECTORIA DE UNA BANDA. LA CAMARA IMPELENTE TIENE UNOS AGUJEROS EN LA PARED SUPERIOR Y AL MENOS DOS ELEMENTOS OBTURADORES EN LA PARED SUPERIOR. LOS AGUJEROS SE ENCUENTRAN COLOCADOS EN UNAS LINEAS IMAGINARIAS QUE SE EXTIENDEN ENTRE LAS BOQUILLAS QUE HAY A AMBOS LADOS DE LA PARED SUPERIOR Y UNAS PORCIONES CENTRALES DE LOS MISMOS MIRAN HACIA UNOS BORDES ADYACENTES DE LA TRAYECTORIA. CADA UNO DE LOS ELEMENTOS OBTURADORES CONSTA DE POR LO MENOS UNA PARED OBTURADORA COLOCADA A LOS DOS LADOS DE UNA DE LAS LINEAS IMAGINARIAS. LAS LINEAS PUEDEN TENER PERFILES CON FORMA DE V, DE ARCO O DE CORCHETE.
METODO PARA EL TRATAMIENTO TERMICO DE FLEJE DE ALUMINIO.
(01/04/1980). Ver ilustración. Solicitante/s: DAIDOTOKUSHUKO KABUSHIKIKAISHA SUMITOMOKEIKINZOKU KOGYO KABUSHIKIKAISHA.
Método para el tratamiento térmico de fleje de aluminio, caracterizado porque comprende las operaciones de hacer pasar un fleje de aluminio en un estado flotante a través de una zona de calentamiento, y hacer pasar el fleje de aluminio retirado de la zona de calentamiento en un estado flotante a través de una zona de enfriamiento, incluyendo el método la operación de curvar, en una posición en la proximidad de la zona de calentamiento dentro de la zona de enfriamiento, el fleje de aluminio a una forma ondulatoria en la dirección de movimiento del mismo, siendo el radio de curvatura menor que un valor representado por **(Fórmula)** en donde R indica el radio de curvatura, x es la longitud suma de la longitud de la zona de calentamiento y de la longitud de la zona de enfriamiento, e y es la anchura del fleje de aluminio.
METODO PARA ENFRIAR UN FLEJE DE ALUMINIO DURANTE EL PROCESO DE TRATAMIENTO TERMICO.
(01/04/1980). Solicitante/s: DAIDOTOKUSHUKO KABUSHIKILAISHA Y SUMITOMOKEIKINZOK.
Método para enfriar un fleje de aluminio durante el proceso de tratamiento térmico, caracterizado porque comprende las operaciones de mover un fleje de aluminio en un estado flotante a través de una zona de calentamiento, y mover el fleje de aluminio que ha pasado a través de dicha zona de calentamiento en un estado flotante a través de una zona de enfriamiento, caracterizado porque, en dicha zona de enfriamiento, el fleje de aluminio es enfriado lentamente con una velocidad de enfriamiento tal que el gradiente de temperatura de enfriamiento es menor que 110ºC/m hasta que la temperatura del fleje de aluminio desciende a 250ºC.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN HORNO PARA TRATAR CON CALOR BANDA METALICA EN FORMA CONTINUA.
(16/01/1978). Solicitante/s: BRITISH STEEL CORPORATION.
Perfeccionamientos introducidos en un horno para tratar con calor banda metálica en forma continua, caracterizados porque el horno incluye una masa de entrada que incluye una parte delantera que tiene una superficie superior sustancialmente plana y una parte trasera que tiene inclinación hacia abajo, hacia la base de una artesa de flotación, extendiéndose la artesa a lo largo de sustancialmente toda la longitud de la zona de calentamiento del horno e incluyendo paredes laterales inclinadas hacia arriba y hacia fuera, comprendiendo además el horno medios de limitación del flujo situados encima de la superficie superior de la parte delantera de la mesa de entrada para definir con la superficie superior de la parte delantera de la mesa de entrada para definir con la superficie de la mesa una ranura de poca profundidad, suficiente para hacer posible que la banda entre en el horno.
HORNO DE TRATAMIENTO DE UNA BANDA DE MATERIAL REVESTIDA QUE SE DESPLAZA EN CONTINUO ENTRE DOS COJINES GASEOSOS.
(01/01/1978). Solicitante/s: BERTIN & CIE. Y HEURTEY METALURGIE.
Horno de tratamiento de una banda de material revestida que se desplaza en continuo entre dos cojines gaseosos, opuestos que aseguran conjuntamente el calentamiento de esta banda y su flotación sin contacto material, siendo organizado el soplado por una sucesión de elementos cada uno de los cuales comprende un cajón de soplado inferior y un cajón de soplado superior que alimentan a través de las paredes perforadas respectivamente que se extienden paralelamente a la banda a uno y otro lado y en la proximidad de la misma, caracterizado porque en el flujo de gas caliente que recorre cada cajón de soplado inferior está interpuesta una chapa perforada reguladora del flujo que desemboca en la pared perforada correspondiente que asegura el soplado desde dicho cajón inferior, extendiéndose dicha chapa perforada reguladora paralelamente a dicha pared perforada sobre toda su longitud.
HORNO-TUNEL REFRIGERADO Y CON EFECTO DE SUELO.
(16/05/1977). Solicitante/s: BERTIN & CIE.
Resumen no disponible.
UN APARATO ADAPTADO PARA EL TRANSPORTE DE MATERIAL EN LAMINAS.
(01/03/1965). Ver ilustración. Solicitante/s: ASSOCIATED ELECTRICAL INDUSTRIES LIMITED.
Resumen no disponible.
PROCEDIMIENTO Y APARATO PARA EL TRATAMIENTO TÉRMICO DE BANDAS METÁLICAS.
(01/02/1963). Ver ilustración. Solicitante/s: KAISER ALUMINUM & CHEMICAL CORPORATION.
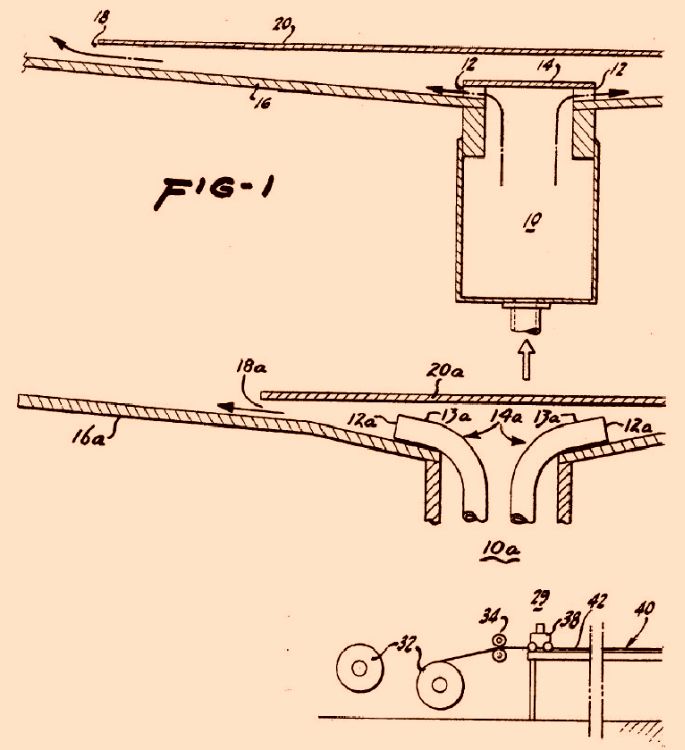
Procedimiento para el tratamiento térmico de bandas metálicas, caracterizado por comprender el introducir dichas bandas en un horno de tratamiento térmico; el hacer pasar las bandas citadas a través de una serie de secciones de soporte, en las que labanda metálica se somete a la temperatura de tratamiento térmico, el sostener dichas tiras durante su paso a través de las mencionadas secciones de soporte, por expulsión de un gas a través de un orificio dispuesto por debajo de las bandas metálicas; el dirigir por lo menos una parte de la corriente de gas hacia el exterior, en trayectorias opuestas, alejándose de dicho orificio y el cerrar progresivamente las trayectorias de circulación del gas dirigido hacia el exterior para descargar el gas citado a lo largo y por debajo de los bordes laterales de las bandas metálicas sostenidas.
{kind=link}
{kind=link}
{kind=link}