Horno de paso continuo de varias cámaras con funcionamiento de gas protector y procedimiento para el calentamiento libre de óxido de piezas de trabajo galvanizadas.
Procedimiento para calentar una pieza de trabajo galvanizada (20),
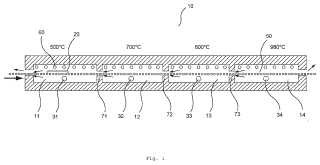
en el que la pieza de trabajo (20) se conduce por medio de un medio de transporte (50) a través de varias zonas de cámara consecutivas (11;12;13;14) de un horno de paso continuo (10) y se calienta en el mismo mediante un medio de calefacción (60), alimentándose en las zonas de cámara (11;12;13;14) del horno de paso continuo (10) a través de puntos de alimentación respectivos (31;32;33;34) una mezcla de gas protector, caracterizado porque sistemas de guía (71;72;73) entre las zonas de cámara (11;12;13;14) provocan una corriente total de la mezcla de gas protector en contra de la dirección de paso de la pieza de trabajo (20) a través del horno de paso continuo (10), favoreciéndose la corriente de gas deseada mediante una posición ligeramente oblicua de todo el horno de paso continuo (10), en el que un extremo anterior del horno de paso continuo (10) se encuentra más alto que un extremo posterior y porque el medio de transporte (50) conduce la pieza de trabajo (20) mediante los sistemas de guía (71; 72;73), siendo los sistemas de guía (71;72;73) paredes de separación con en cada caso una abertura e impidiéndose una circulación por convección de gas protector a través de todo el horno de paso continuo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06004360.
Solicitante: SCHWARTZ, EVA.
Nacionalidad solicitante: Alemania.
Dirección: MUHLRADSTRASSE 6 52066 AACHEN ALEMANIA.
Inventor/es: Schwartz,Rolf-Josef.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C21D1/76 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 1/00 Métodos o dispositivos generales para tratamientos térmicos, p. ej. recocido, endurecido, temple o revenido. › Regulando la composición de la atmósfera.
- C21D9/00 C21D […] › Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
- F27B9/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 9/00 Hornos en los cuales la carga se desplaza mecánicamente, p. ej. de tipo túnel (F27B 7/14 tiene prioridad ); Hornos similares en los cuales la carga se desplaza por gravedad. › con caminos múltiples; con varias cámaras; Combinaciones de hornos.
- F27B9/04 F27B 9/00 […] › adaptados para el tratamiento de la carga bajo vacío o en atmósfera controlada.
- F27B9/30 F27B 9/00 […] › Partes constitutivas, accesorios o equipos particulares a los hornos de estos tipos.
- F27D7/02 F27 […] › F27D PARTES CONSTITUTIVAS O ACCESORIOS DE LOS HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN LA MEDIDA EN QUE SON COMUNES A MAS DE UN TIPO DE HORNO (aparatos de combustión F23; calefacción eléctrica H05B). › F27D 7/00 Producción, mantenimiento o circulación de una atmósfera en las cámaras de calentamiento. › Alimentación de vapor de agua, de gas, o de líquido.
- F27D7/06 F27D 7/00 […] › Producción o mantenimiento de una atmósfera particular o de vacío en las cámaras de calentamiento (F27D 7/02 tiene prioridad).
PDF original: ES-2383964_T3.pdf
Fragmento de la descripción:
Horno de paso continuo de varias cámaras con funcionamiento de gas protector y procedimiento para el calentamiento libre de óxido de piezas de trabajo galvanizadas La invención se refiere a un procedimiento para calentar una pieza de trabajo galvanizada, en el que la pieza de trabajo se conduce por medio de un medio de transporte a través de varias zonas de cámara consecutivas de un horno de paso continuo y se calienta en el mismo mediante un medio de calefacción, alimentándose en las zonas de cámara del horno de paso continuo a través de puntos de alimentación respectivos una mezcla de gas protector.
La invención se refiere también a un horno de paso continuo para la realización del procedimiento.
En el campo de la industria automovilística se da el empeño de desarrollar vehículos con el menor consumo de combustible posible. Un medio habitual para reducir el consumo de combustible se basa a este respecto en la reducción del peso del vehículo. Sin embargo, para corresponder a requisitos de seguridad en aumento, los aceros estructurales de carrocería usados deben presentar, con un peso reducido, una mayor resistencia. Esto se consigue habitualmente mediante el proceso del denominado templado en prensa. En este caso se calienta una pieza de chapa hasta aproximadamente 800-1000 ºC y a continuación se conforma en una herramienta enfriada y se enfría bruscamente. La resistencia de la pieza se aumenta de esta manera hasta aproximadamente tres veces.
En la construcción de vehículos se usan también preferentemente chapas de acero galvanizadas, dado que éstas presentan propiedades de corrosión adecuadas. El templado en prensa de chapas de acero galvanizadas no es posible de manera satisfactoria hasta el momento con los procedimientos y los hornos correspondientes. Cuando las superficies metálicas de chapa de acero galvanizada se calientan en un horno de paso continuo, se forma un óxido de metal en presencia de oxígeno en forma libre o químicamente unida, dado que se aumenta la reactividad mediante el oxígeno. De esta manera se encascarilla la pieza de trabajo y dado que el óxido de metal tiene un peso específico esencialmente menor que el metal, se desprende del material de base. De esta manera se estropea la propiedad de protección electrolítica del zinc sobre el material de base.
Para proteger frente a esta formación de cascarilla se conoce por ejemplo recubrir la chapa que va a calentarse a ambos lados con una aleación de Al-Si. Este recubrimiento de metal se alea por un lado en la superficie de acero y por otro lado forma una capa densa de óxido de Al-Si, que protege al material de base contra una formación de cascarilla adicional. Sin embargo, este recubrimiento es difícil de conformar antes de calentar, así como que tras el templado en prensa ya no se protege mediante galvanización.
Representan otras alternativas los recubrimientos con las denominadas NANO partículas de la empresa NANOX o con una aleación de zinc-aluminio. Si bien con el uso de un recubrimiento de una aleación de zinc-aluminio no es necesario ningún gas protector, sin embargo el recubrimiento es muy costoso y tras el templado en prensa no se forma tampoco ninguna capa protectora galvánicamente activa.
Representa una solución conocida adicional el uso de chapa de acero no recubierta, en la que sin embargo la atmósfera de aire que contiene oxígeno se cambia por una atmósfera de gas protector (por ejemplo endogas) . En cambio, también con el uso de un gas protector para calentar la pieza de trabajo, tras el templado en prensa debe eliminarse la cascarilla mediante chorros de arena, que se ha generado durante la transferencia a prensa.
Si se calienta una pieza de trabajo en una atmósfera de gas protector, se usan para un horno de manera convencional generadores de endogas internos o externos. Los generadores de gas conocidos prevén por ejemplo la conducción de la mezcla de gas a través de un lecho de catalizador de níquel a alta temperatura. En el caso de un generador de gas externo, el gas generado con el mismo debe enfriarse sin embargo para el transporte adicional al horno y pierde en este caso mediante la formación de cadenas de carbono en potencial de reducción.
Los generadores de endogas internos se conocen por ejemplo por el documento de patente alemana DE 196 21 036 C2. El documento describe el uso de un lecho de catalizador a base de níquel, que se incorpora en el espacio del horno. El lecho de catalizador sirve en este caso para fraccionar las mezclas de hidrocarburo-aire alimentadas con una unidad de calentamiento adicional. Este lecho de catalizador debe calentarse hasta aproximadamente 900 a 1100 ºC, para que sea reactivo.
Los hornos de paso continuo con atmósfera de gas protector conllevan habitualmente la desventaja de que la atmósfera se contamina debido a una convección que se genera durante la producción en el interior del horno continuamente por la humedad y el oxígeno arrastrado con la mercancía de la superficie de la mercancía. La convección se provoca mediante las piezas de trabajo aún frías al comienzo del horno, dado que éstas enfrían la atmósfera y una térmica que se genera de ello genera una gran circulación de gas protector a través de toda la instalación de horno, que provoca un mezclado indeseado de los gases oxidantes arrastrados en el lado de entrada en la zona de extremo crítica del horno.
El artículo "ANNEALING HOT-ROLLED SHEETS IN AN ATMOSPHERE OF NITROGEN WITH NATURAL GAS ADDITIONS" de I.M. Fomin, Yu.M. Brunzel y N.G. Ryabova, publicado en "STEEL IN TRANSLATION" en enero de 1993, da a conocer un horno de tratamiento térmico de tres cámaras continuo, con una corriente de gas protector que discurre en contra de la dirección de movimiento de las piezas de trabajo.
El documento de patente alemana DE 197 19 203 C2 da a conocer un procedimiento de sinterización para piezas moldeadas prensadas a base de polvo de hierro, en el que está prevista una conducción de gas protector en el horno. El funcionamiento de este horno de sinterizado conocido no puede aplicarse sin embargo al calentamiento y el templado en prensa de chapas de acero galvanizadas.
Por lo tanto, es objetivo de la invención proporcionar un procedimiento con cuya ayuda puedan calentarse piezas de trabajo galvanizadas en particular de chapa de acero endurecible, para templarlas en prensa a continuación, sin que deba perderse parte de la buena deformabilidad en frío y la alta resistencia a la corrosión.
A este respecto, el procedimiento debe tanto reducir los óxidos ya presentes sobre el metal, como evitar una nueva formación de óxido y también reducir el consumo de gas protector.
Asimismo, es objetivo de la invención proporcionar un horno para la realización del procedimiento.
Según la invención este objetivo se soluciona mediante un procedimiento con las características de la reivindicación 1 independiente. Perfeccionamientos ventajosos del procedimiento resultan de las reivindicaciones dependientes 2-6 y el objeto de la reivindicación 7 completa la invención en torno a un procedimiento para templar en prensa piezas de trabajo, que se calentaron previamente con el procedimiento según la invención. El objetivo se soluciona además mediante un horno de paso continuo según la reivindicación 8. Formas de realización ventajosas de este horno resultan de las reivindicaciones dependientes 9-12.
La invención comprende un procedimiento según el preámbulo de la reivindicación 1, en el que sistemas de guía entre las zonas de cámara provocan una corriente total de la mezcla de gas protector en contra de la dirección de paso de la pieza de trabajo a través del horno de paso continuo, favoreciéndose la corriente de gas deseada mediante una posición ligeramente oblicua de todo el horno de paso continuo, en la que un extremo anterior del horno de paso continuo se encuentra más alto que un extremo posterior y porque el medio de transporte conduce la pieza de trabajo mediante los sistemas de guía, siendo los sistemas de guía paredes de separación con en cada caso una abertura, y evitándose una circulación por convección de gas protector a través de todo el horno de paso continuo.
En un ejemplo de realización especialmente preferido de la invención se genera una mezcla de gas protector mediante combustión parcial de una mezcla de hidrocarburo-aire en un catalizador de metal noble. El calor necesario para la combustión parcial se genera mediante el proceso de fraccionamiento en el catalizador. La combustión parcial en el... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para calentar una pieza de trabajo galvanizada (20) , en el que la pieza de trabajo (20) se conduce por medio de un medio de transporte (50) a través de varias zonas de cámara consecutivas (11;12;13;14) de un horno de paso continuo (10) y se calienta en el mismo mediante un medio de calefacción (60) , alimentándose en las zonas de cámara (11;12;13;14) del horno de paso continuo (10) a través de puntos de alimentación respectivos (31;32;33;34) una mezcla de gas protector, caracterizado porque sistemas de guía (71;72;73) entre las zonas de cámara (11;12;13;14) provocan una corriente total de la mezcla de gas protector en contra de la dirección de paso de la pieza de trabajo (20) a través del horno de paso continuo (10) , favoreciéndose la corriente de gas deseada mediante una posición ligeramente oblicua de todo el horno de paso continuo (10) , en el que un extremo anterior del horno de paso continuo (10) se encuentra más alto que un extremo posterior y porque el medio de transporte (50) conduce la pieza de trabajo (20) mediante los sistemas de guía (71; 72;73) , siendo los sistemas de guía (71;72;73) paredes de separación con en cada caso una abertura e impidiéndose una circulación por convección de gas protector a través de todo el horno de paso continuo.
2. Procedimiento según la reivindicación 1, caracterizado porque las composiciones de las mezclas de gas protector introducidas a través de los puntos de alimentación respectivos (31;32;33;34) en las zonas de cámara (11;12;13;14) se diferencian, presentando la mezcla de gas protector alimentada en la última zona de cámara (14) el menor porcentaje de oxígeno.
3. Procedimiento según una o las dos de las reivindicaciones 1 y 2, caracterizado porque se genera una mezcla de gas protector mediante combustión parcial de una mezcla de hidrocarburo-aire en un catalizador de metal noble (40) en la pared de horno (15) del horno de paso continuo (10) , generándose el calor necesario para la combustión parcial mediante el proceso de fraccionamiento en el catalizador (40) .
4. Procedimiento según la reivindicación 3, caracterizado porque la combustión parcial en el catalizador de metal noble (40) tiene lugar a temperaturas a partir de aproximadamente 700 ºC.
5. Procedimiento según una o varias de las reivindicaciones 1 a 4, caracterizado porque la composición de una mezclas de gas protector alimentada en una zona (11;12;13;14) del horno de paso continuo (10) se selecciona en función de la temperatura de la pieza de trabajo (20) en la zona respectiva (11;12;13;14) de modo que una galvanización de la pieza de trabajo (20) no oxida.
6. Procedimiento según una o varias de las reivindicaciones 1 a 5, caracterizado porque la velocidad de flujo de la mezcla de gas protector a través del horno (10) es mayor que la velocidad de retrodifusión.
7. Procedimiento para templar en prensa una pieza de trabajo en una prensa, caracterizado porque la pieza de trabajo antes de colocarse en la prensa se calentó con un procedimiento según una o varias de las reivindicaciones 1 a 6.
8. Horno de paso continuo para calentar una pieza de trabajo galvanizada (20) , que comprende un medio de transporte (50) para conducir la pieza de trabajo (20) a través de varias zonas de cámara (11;12;13;14) del horno de paso continuo (10) y un medio de calefacción (60) para calentar la pieza de trabajo al pasar por el horno (10) , estando previsto en cada una de las zonas de cámara (11;12;13;14) al menos un punto de alimentación (31;32;33;34) para alimentar una mezcla de gas protector, caracterizado porque entre las zonas de cámara (11;12;13;14) están dispuestos sistemas de guía (71;72;73) para provocar un flujo de gas protector en contra de un movimiento de la pieza de trabajo y para evitar una circulación por convección de gas protector a través de todo el horno (10) , siendo los sistemas de guía (71;72;73) paredes de separación con en cada caso una abertura, a través de la que discurre el medio de transporte (50) y presentando el horno de paso continuo (10) una posición ligeramente oblicua, en la que un extremo anterior del horno de paso continuo (10) se encuentra más alto que un extremo posterior.
9. Horno de paso continuo según la reivindicación 8, caracterizado porque las composiciones de las mezclas de gas protector introducidas a través de los puntos de alimentación respectivos (31;32;33;34) en las zonas de cámara (11;12;13;14) se diferencian, presentando la mezcla de gas protector alimentada en la última zona de cámara (14) el menor porcentaje de oxígeno.
10. Horno de paso continuo según una o varias de las reivindicaciones 8 y 9, caracterizado porque en la pared de horno (15) del horno de paso continuo (10) está dispuesto al menos un catalizador de metal noble (40) , que genera un gas protector mediante combustión parcial de una mezcla de hidrocarburo-aire, generándose el 5 calor necesario para la combustión parcial mediante el proceso de fraccionamiento en el catalizador (40) .
11. Horno de paso continuo según una o varias de las reivindicaciones 8 a 10, caracterizado porque la velocidad de la corriente de gas protector a través del horno de paso continuo (10) es mayor que la velocidad de retrodifusión.
12. Horno de paso continuo según una o varias de las reivindicaciones 8 a 11, caracterizado porque el horno puede mantenerse termostáticamente a una temperatura que se encuentra por encima de la temperatura de calentamiento predeterminada de la pieza de trabajo (20) .
rico ---------pobre
Patentes similares o relacionadas:
Método para el enfriamiento homogéneo y sin contacto de superficies calientes no continuas y dispositivo para ello, del 15 de Julio de 2020, de VOESTALPINE STAHL GMBH: Dispositivo para el enfriamiento homogéneo y sin contacto de superficies calientes, primarias y no continuas, en donde el dispositivo para enfriamiento tiene […]
Acero inoxidable martensítico, del 15 de Julio de 2020, de JFE STEEL CORPORATION: Acero inoxidable martensítico que comprende una composición química que contiene, en % en masa: C: el 0,020% o más y menos del 0,10%, Si: más del 0,3% y […]
Sistema de carga para hornos continuos, particularmente para el tratamiento de artículos metálicos, y horno continuo que comprende dicho sistema, del 17 de Junio de 2020, de LM Industry S.R.L: Sistema de carga para hornos continuos, particularmente para el tratamiento de artículos metálicos, que comprende: - una primera cinta transportadora […]
Acero estabilizador que tiene alta resistencia y excelente resistencia a la corrosión, estabilizador del vehículo que lo emplea y método para fabricar el mismo, del 17 de Junio de 2020, de NHK SPRING CO.LTD.: Un acero estabilizador que consiste en, en % en masa: C: 0,21 % a 0,35 %; Si: 0,60 % o menos, pero sin incluir el 0 %; Mn: 0,30 […]
Pieza estampada en caliente que tiene una junta soldada y método de fabricación para la pieza estampada en caliente, del 10 de Junio de 2020, de NIPPON STEEL CORPORATION: Un método de producción de una pieza estampada en caliente que tiene una junta soldada según la reivindicación, comprendiendo el método: una etapa de calentamiento […]
Placa de acero con excelente durabilidad para cuchillas de troquelado en forma de banda y cuchilla de troquelado en forma de banda, del 6 de Mayo de 2020, de NIPPON STEEL CORPORATION: Una placa de acero para cuchillas de troquelado en forma de banda que tiene una excelente durabilidad, comprendiendo la placa de acero partes de capa superficial que tienen […]
Método y dispositivo para producir componentes de acero endurecidos, del 6 de Mayo de 2020, de VOESTALPINE STAHL GMBH: Método para el endurecimiento por presión de componentes de chapa de acero galvanizados, en donde se recorta una pletina de una banda de chapa de acero […]
Acero inoxidable austenítico y método de producción del mismo, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Un acero inoxidable austenítico que tiene una composición química que consiste, en porcentaje en masa, en C: de un 0,005 a un 0,015 %, […]