CIP-2021 : B29L 31/58 : Tapizado o cojines, p. ej. tapizado o rellenado de vehículos.
CIP-2021 › B › B29 › B29L › B29L 31/00 › B29L 31/58[1] › Tapizado o cojines, p. ej. tapizado o rellenado de vehículos.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES.
B29L 31/00 Otros objetos particulares.
B29L 31/58 · Tapizado o cojines, p. ej. tapizado o rellenado de vehículos.
CIP2021: Invenciones publicadas en esta sección.
Elemento de asiento de espuma y proceso y molde para su producción.
(06/05/2019). Solicitante/s: Proprietect L.P. Inventor/es: ROSSI,PASQUALE, SAN MIGUEL,EDGARDO A.
Elemento acolchado que comprende un sustrato de espuma que tiene dispuestas en su interior una primera superficie interna y una segunda superficie interna opuesta a la primera superficie interna , estando dispuesta la primera superficie interna entre una superficie exterior del sustrato de espuma y la segunda superficie interna, en donde la primera superficie interna tiene textura, el sustrato de espuma está moldeado a partir de una parte de espuma unitaria y en donde un espacio libre está dispuesto entre ambas superficies internas ;
caracterizado por que
la segunda superficie interna no tiene textura.
PDF original: ES-2711645_T3.pdf
Procedimiento y máquina de encolado de un revestimiento flexible sobre un soporte utilizando ondas electromagnéticas.
(20/02/2019). Solicitante/s: C-Gex System''s. Inventor/es: GUILHEM, CHRISTIAN, GUILHEM, JACQUES, GUILHEM, MARC.
Máquina para el termoencolado de un revestimiento flexible sobre un soporte del tipo que comprende:
- un recinto para lecho de partículas fluidizado por un flujo de gas, que comprende un distribuidor de gas, una rejilla de difusión, un lecho de partículas y una tela flexible de cubierta,
- un sistema de alimentación de gas,
- un órgano de compresión apto para presionar el soporte sobre el lecho de partículas caracterizado por que
- el sistema de alimentación de gas comprende medios para proporcionar un flujo de gas que presenta un porcentaje de humedad relativa comprendido entre un 70% y un 100%,
- el recinto comprende al menos un emisor de ondas electromagnéticas colocado de forma que las ondas estén orientadas en dirección al órgano de compresión.
PDF original: ES-2720740_T3.pdf
Un método para procesar un colchón usado y un aparato de destrucción para procesar un colchón usado.
(13/12/2018). Solicitante/s: Mattrec International Limited. Inventor/es: COOKE,PHILIP ANDREW.
Un método para procesar un colchón usado, el método comprendiendo:
una etapa de compresión para comprimir el colchón a un estado comprimido;
mantener el colchón en estado comprimido para facilitar el transporte o la destrucción del colchón; y
una etapa de destrucción en la que el colchón se descompone utilizando chorros de agua a alta presión mientras está en estado comprimido.
PDF original: ES-2693762_T3.pdf
Procedimiento de realización de un componente de guarnición de un asiento de vehículo automóvil.
(24/09/2018) Procedimiento de realización de un componente de guarnición de un asiento de vehículo automóvil, comprendiendo dicho procedimiento las etapas siguientes:
* prever dos piezas de tela de material de revestimiento, comprendiendo cada una de dichas piezas de tela una cara del derecho , una cara del revés y una orilla de unión,
* prever un elemento perfilado de acabado de una zona de costura, comprendiendo dicho elemento un cordón de presencia y una protuberancia radial que forma parte de la asociación con dichas orillas,
* prever una banda flexible de estanquidad de espuma,
comprendiendo dicho procedimiento además la etapa de disponer por separado y simultáneamente enfrentados a una aguja de costura a la que se suministra un hilo de costura:
* dichas orillas dispuestas…
Procedimiento de fabricación de un colchón estanco y colchón estanco obtenido de esta manera.
(23/03/2016) Procedimiento de fabricación de un colchón estanco que incluye al menos dos partes que forman almohadones , unidas entre sí mediante una zona de articulación , caracterizado por que incluye las siguientes etapas:
- termoformar al menos una hoja termoplástica con el fin de realizar una concha termoformada flexible o semirrígida que incluye al menos dos huellas en hueco provistas de un reborde perimétrico del que algunas partes unen entre sí las huellas en hueco, abriéndose las dos huellas según una misma cara de la concha formada de esta manera y que presentan una forma que corresponde al menos parcialmente a las partes del colchón que forman almohadón,
- llenar las huellas en hueco de la concha…
Método para fabricar una parte de guarnicionería para un automóvil o por lo menos una tapicería para el mismo.
(26/06/2013) Un método para fabricar una parte de guarnicionería que comprende por lo menos una tapicería flexible de un material plástico que forma una superficie frontal visible de la parte de guarnicionería , una capa derespaldo estructural unida a un lado posterior de la tapicería flexible y por lo menos una pieza de inserciónprefabricada que muestra una cara anterior y una cara posterior que está situada a una distancia pordetrás de la superficie visible formada por dicho material plástico, en dicho método la tapicería se hacemediante la aplicación de por lo menos un material de tapicería fluyente que comprende una mezcla reactiva paraproducir una tapicería de poliuretano elastomérico no celular o microcelular contra por lo menos…
Método de moldeado de un componente.
(18/06/2013) Método de moldeado de un componente compuesto de un cuerpo de componente y al menos una piezainserta adecuada para incluir al menos parcialmente en el cuerpo de componente, comprendiendo elmétodo las fases de:
- predisponer un molde que comprende al menos una matriz y un troquel que, en una configuracióncerrada, definen una primera cámara de inyección que respectivamente reproduce en negativo una primeraporción del cuerpo de compuesto para ser moldeado,
- posicionar una pieza inserta dentro de la primera cámara de inyección,
- predisponer la pieza inserta para usarla para separar la primera cámara de inyección de una segundacámara de inyección que reproduce en negativo una segunda porción del cuerpo de componente paraser moldeado, siendo definida la segunda cámara de inyección por…
REVESTIMIENTO DE TECHO APRESTADO PARA VEHÍCULOS CON UN PERÍMETRO ACABADO Y UN PROCEDIMIENTO PARA LA OBTENCIÓN DEL MISMO.
(05/07/2012). Ver ilustración. Solicitante/s: GRUPO ANTOLIN-INGENIERIA, S.A.. Inventor/es: EICKHOFF, THOMAS, GRANDE,Miguel Angel.
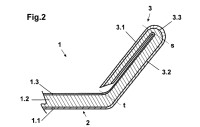
Revestimiento de techo aprestado para vehículos con un perímetro acabado y un procedimiento para la obtención del mismo donde dicho revestimiento comprende una primera capa de tapizado, una segunda capa autoportante termoendurecible y una tercera capa posterior termoplástica y donde dicho revestimiento comprende a su vez un cuerpo principal y al menos un dobladillo dividido en dos partes adyacentes por una línea de pliegue de forma tal que dichas partes se unen mediante la tercera capa posterior termoplástica sin necesidad de otros medios de conexión adicionales, siendo el espesor de la parte extrema inferior a la mitad del espesor de la parte contigua al cuerpo principal.
Procedimiento para la fabricación de una estructura plana, en particular un soporte de elemento acolchado, una estructura plana de este tipo y un elemento acolchado.
(13/06/2012) Procedimiento para la fabricación de una estructura plana que comprende una primera capa de espuma y/o de una lámina de plástico que tiene un lado superior , un lado inferior y un grosor , y unasegunda capa , con los siguientes pasos de procedimiento :
la superficie del lado superior y/o del lado inferior de la primera capa se perfila de manera que seconfiguran elevaciones y depresiones , así como zonas de capa delgada que tienen un grosor menor que el grosor de la primera capa ;
la primera capa se calienta al menos por secciones, se descompone así térmicamente de manera parcial,formando una capa adhesiva, y se une con la segunda capa por arrastre de material bajo el efecto de…
Método para fabricar una parte de guarnicionería para un automóvil.
(03/05/2012) Un método para fabricar una parte de guarnicionería que comprende al menos una tapicería flexible de un material plástico que forma una superficie frontal o anterior visible de la parte de guarnicionería , al menos una pieza de inserción prefabricada , que presenta una cara trasera o posterior situada a una cierta distancia por detrás de la superficie visible formada por dicho material plástico, y una capa de respaldo estructural , unida a un lado o cara posterior de la tapicería flexible , de tal manera que dicho método comprende las etapas de:
- colocar dicha pieza de inserción prefabricada adosada contra al menos una superficie de un molde ;
- aplicar al menos un material de tapicería fluyente, que comprende una mezcla reactiva para producir una tapicería de poliuretano no celular o microcelular, de elastómero…
Método para fabricar una parte de guarnicionería para un automóvil.
(25/04/2012) Un método para fabricar una parte de guarnicionería que está dispuesta para ser montada, en particular, en un vehículo automóvil de manera que forme parte del interior del mismo y que comprende al menos una tapicería flexible de un material plástico que forma una superficie frontal o anterior visible de la parte de guarnicionería, al menos una pieza de inserción prefabricada , que presenta una cara trasera o posterior situada a una cierta distancia por detrás de la superficie visible formada por dicho material plástico, y una capa de respaldo estructural , unida a un lado o cara posterior de la tapicería flexible , de tal manera que, en dicho método, dicha pieza de inserción prefabricada se coloca adosada contra al menos una superficie de un molde …
PROCEDIMIENTO PARA FABRICAR PRODUCTOS TALES COMO SIMILPIEL O SIMILARES.
(16/04/2003). Ver ilustración. Solicitante/s: INDUSTRIE ILPEA S.P.A.. Inventor/es: CITTADINI,PAOLO, LUISETTI, GIUSEPPE.
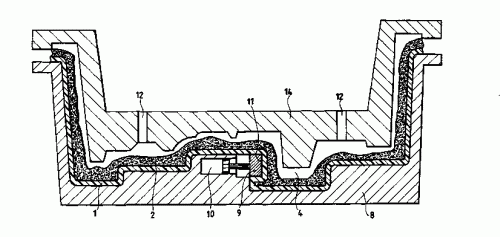
PROCEDIMIENTO PARA FABRICAR PRODUCTOS TALES COMO SIMILPIEL O SIMILARES, CON AL MENOS UNA CAPA EXPANDIDA REALIZADA CON MATERIALES TERMOPLASTICOS, TERMOENDURECIBLES O ELASTOMERICOS, Y QUE COMPRENDE LAS SIGUIENTES ETAPAS: FORMAR EN UN MOLDE EN MOLDE METALICO UNA PRIMERA CAPA DE MATERIAL COMPACTO, QUE REPRESENTA LA CAPA EXPUESTA DEL PRODUCTO ACABADO, FORMANDOSE SOBRE DICHA PRIMERA CAPA UNA SEGUNDA CAPA DE MATERIAL EXPANSIBLE POR UN NUEVO MOLDEO CON MOLDE METALICO, COMPLETANDOSE CON CALOR LA CONSOLIDACION DE DICHAS CAPAS POR GELIFICACION Y DILATACION DE LA SEGUNDA CAPA, ENCONTRANDOSE ACOPLADO AL MATERIAL EN CAPAS FORMADO DE ESTA MANERA UN SOPORTE DE MATERIAL RIGIDO , SI SE DESEA RELLENO CON FIBRAS DE REFUERZO, CARACTERIZADO PORQUE COMPRENDE UNA ETAPA QUE REPRESENTA EL RELLENO DE CADA POSIBLE ESPACIO INTERMEDIO ENTRE DICHO SOPORTE DE MATERIAL RIGIDO Y DICHA SEGUNDA CAPA EXPANDIDA O DILATADA.
PROCEDIMIENTO PARA LA FORMACION DE ARTICULOS QUE PRESENTAN CAPAS DE ESPESOR CONTROLADO.
(16/12/2001) LA INVENCION SE REFIERE A UN PROCESO PARA CONFORMAR ARTICULOS TALES COMO PIELES ARTIFICIALES O SIMILARES A PARTIR DE MATERIALES TERMOPLASTICOS, TERMOENDURECIDOS O ELASTOMEROS CON AL MENOS UNA CAPA DE ESPUMA. EL PROCESO SE CARACTERIZA PORQUE COMPRENDE LAS SIGUIENTES ETAPAS: A) DENTRO DE UN MOLDE PARA LIQUIDOS DENSOS, SE CONFORMA UNA PRIMERA CAPA DE MATERIAL QUE CONSTITUYE LA CAPA SUPERIOR (P. EJ., VISIBLE) DEL PRODUCTO FABRICADO TERMINADO, B) EN UNA SEGUNDA ETAPA DE MOLDEO DE LIQUIDOS DENSOS, SE FORMA SOBRE LA PRIMERA CAPA UNA SEGUNDA CAPA DE MATERIAL ESPUMOSO, C) EN CONDICIONES DE TEMPERATURA ELEVADA, SE FINALIZA LA CONSOLIDACION MEDIANTE LA SOLIDIFICACION DE DICHAS CAPAS Y LA ESPUMACION DE LA SEGUNDA CAPA,…
PROCEDIMIENTO PARA PREPARAR ARTICULOS DE ESPUMA DE DUREZAS MULTIPLES.
(01/06/1994). Solicitante/s: POLYOL INTERNATIONAL B.V.. Inventor/es: BROWN, MICHAEL, J., LIDY, WERNER, AUGUST.
UN ASIENTO DE ESPUMA DE DUREZA MULTIPLE PROVISTO DE RODILLOS LATERALES QUE COMPRENDE UNA O MAS ZONAS DE UNA SEGUNDA ESPUMA DE POLIURETANO ENCAPSULADA EN UNA PRIMERA ESPUMA DE POLIURETANO SE PREPARA AL DISPONER EL MOLDE DEL ASIENTO , DE FORMA QUE EL FONDO DEL RODILLO LATERAL SE INCLINE EN DIRECCION PARALELA A SU LONGITUD, INTRODUCIENDO UNA FORMULA DE LA PRIMERA ESPUMA LIQUIDA EN EL FONDO DEL RODILLO LATERAL, Y DESPUES, INTRODUCIENDO UNA FORMULA DE LA SEGUNDA ESPUMA LIQUIDA DENTRO DE UN ESPACIO DE TIEMPO QUE CORRESPONDE A 0.01 T A 1.5 T, DONDE T ES EL TIEMPO DE CREMA DE LA FORMULA DE LA PRIMERA ESPUMA. EL PROCEDIMIENTO SE UTILIZA PARTICULARMENTE , PARA LA PREPARACION DE ASIENTOS DE AUTOMOVILES PROVISTOS DE RODILLOS LATERALES.
{kind=link}
{kind=link}