CIP-2021 : B23K 11/00 : Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
CIP-2021 › B › B23 › B23K › B23K 11/00[m] › Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B23K 11/02 · Soldadura a tope por presión.
B23K 11/04 · Soldadura a tope por chispa.
B23K 11/06 · utilizando electrodos de rodillo.
B23K 11/08 · Soldadura de juntas continuas no limitada a uno de los subgrupos precedentes.
B23K 11/087 · · para juntas rectilíneas.
B23K 11/093 · · para juntas curvilíneas situadas en un plano.
B23K 11/10 · Soldadura por puntos; Soldadura en línea continua por puntos.
B23K 11/11 · · Soldadura por puntos.
B23K 11/12 · · utilizando vibraciones.
B23K 11/14 · Soldadura por proyección.
B23K 11/16 · Soldadura por resistencia teniendo en cuenta las propiedades del metal que se va a soldar.
B23K 11/18 · · de metales no férreos (B23K 11/20 tiene prioridad).
B23K 11/20 · · de metales diferentes.
B23K 11/22 · Seccionamiento por calentamiento por resistencia.
B23K 11/24 · Circuitos de alimentación o de control apropiados.
B23K 11/25 · · Dispositivos de vigilancia.
B23K 11/26 · · Soldadura por descarga de energía acumulada.
B23K 11/28 · Equipos portátiles de soldadura.
B23K 11/30 · Características relativas a los electrodos (formas o composiciones de los electrodos B23K 35/00).
B23K 11/31 · · Portaelectrodos (no limitados a la soldadura por resistencia eléctrica o al seccionamiento por calentamiento por resistencia B23K 37/02).
B23K 11/34 · Tratamiento previo.
B23K 11/36 · Equipo auxiliar (B23K 11/31 tiene prioridad).
CIP2021: Invenciones publicadas en esta sección.
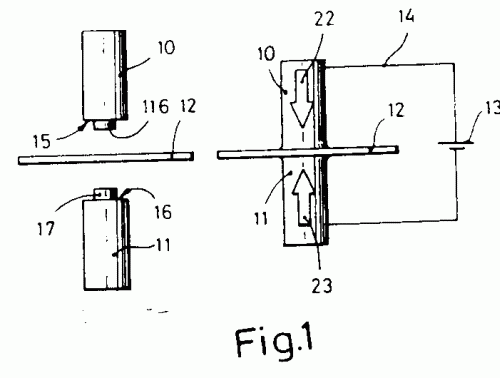
PROCEDIMIENTO PARA LA SOLDADURA FRONTAL Y COAXIAL CON EL PROCEDIMIENTO DE SOLDADURA ELECTRICA POR RESISTENCIA DE UN PERFIL DE BARRA CON UN ELEMENTO DE CHAPA INTERCALADO EN EL PUNTO DE UNION.
(01/02/1997). Ver ilustración. Solicitante/s: ADAM OPEL AG. Inventor/es: MATTHES, PETER, VOLZ, REIMER.
PROCEDIMIENTO PARA LA SOLDADURA FRONTAL Y COAXIAL CON EL PROCEDIMIENTO DE SOLDADURA ELECTRICA POR RESISTENCIA DE UN PERFIL DE BARRA CON UN ELEMENTO DE CHAPA INTERCALADO EN EL PUNTO DE UNION. EN UN PROCEDIMIENTO PARA LA SOLDADURA FRONTAL Y COAXIAL CON EL PROCEDIMIENTO DE SOLDADURA ELECTRICA POR RESISTENCIA DE UN PERFIL DE BARRA DE DOS PIEZAS CON UN ELEMENTO DE CHAPA INTERCALADO EN EL PUNTO DE UNION, EN ESPECIAL UN VASTAGO DE EMBOLO DE DOS PIEZAS CON LA TAPA DE CILINDRO DE UN AMORTIGUADOR, EN ESPECIAL DE VEHICULOS DE MOTOR, SE UTILIZAN COMO ELECTRODOS LAS DOS PIEZAS MISMAS DEL PERFIL DE BARRA. CON ELLO SE CONSIGUE REALIZAR EN UNA SOLA OPERACION UNA SOLDADURA ESTANCA A GASES DE TRES PIEZAS DE MATERIAL.
PROCESO DE FABRICACION DE TRENZAS CONDUCTORAS PARA EQUIPOS ELECTROMECANICOS Y DISPOSITIVO DE APLICACION.
(16/09/1995). Solicitante/s: TECHNAX. Inventor/es: SAUNIER, CLAUDE, LEVERT, GERARD.
EL DISPOSITIVO ES DEL TIPO QUE COMPRENDE DOS ELECTRODOS Y UNA MORDAZA, APTOS PARA PILLAR EL CABLE SEGUN DOS DIRECCIONES PERPENDICULARES Y CUYAS CARAS EN CONTACTO CON EL CABLE DELIMITAN ENTRE SI LA FORMA QUE DEBE ADQUIRIR, TRAS LA FUSION DE LOS HILOS, LAS PARTES DEL CABLES DEN LAS QUE LOS HILOS DEBEN SER FUSIONADOS. SEGUN LA INVENCION, LAS GARRAS (16A) DE LA MORDAZA PRESENTAN CADA UNA UN EXTREMO (16B) QUE TIENE UN ESPESOR SENSIBLEMENTE IGUAL AL QUE DEBEN TENER, TRAS LA FUSION DE LOS HILOS DE COBRE, LAS PARTES DEL CABLE EN LAS QUE LOS HILOS DEBEN ESTAR FUSIONADOS Y LOS ELECTRODOS TIENEN UNA SECCION TRANSVERSAL TAL QUE LES PERMITE PILLAR Y APRETAR ENTRE SI TANTO EL CABLE COMO DICHOS EXTREMOS (16B) DE LAS GARRAS (16A) DE LA MORDAZA.
DISPOSICION PARA LA VIGILANCIA DE LOS PRODUCTOS DE LAS SOLDADURAS ELECTRICAS.
(16/12/1993) AQUI SE DESCRIBE UN PROCEDIMIENTO PARA VIGILAR LAS MERCANCIAS SOLDADAS ELECTRICAMENTE EN CERCOS COMO SUCEDE EN LA FABRICACION DE LATAS. EN UN DISPOSITIVO DE VALORACION SE MIDEN ESTADISTICAMENTE LOS PARAMETROS DE SOLDADURA (FI) QUE HAN SIDO MEDIDOS EN CIERTO NUMERO DES CERCOS DE CIERRE DE LAS LATAS. CON ESTE PROPOSITO SE TRAZA UN DETERMINADO PERFIL MEDIO DEL PARAMETRO DE SOLDADURA. POR LO TANTO, SE INVESTIGA EL PERFIL DE SOLDADURA MEDIO QUE ENVUELVE LA BANDA DE VALOR LIMITE DE EXPULSION (FG+) DEL VALOR INTERMEDIO Y DEL PRODUCTO DE LA DESVIACION STANDARD DEL VALOR DEL PARAMETRO DE SOLDADURA (FI) QUE SE HA ESTABLECIDO COMO PRESUPUESTO COMO CUOTA NORMAL Y AL MENOS UN FACTOR DE SENSIBILIDAD. COMO CRITERIO PARA ESTO, SE ELIGE UN NUMERO ESTIMABLE DE PRODUCTOS FALLIDOS POR MILLON DE PUNTOS…
PROCEDIMIENTO PARA FABRICACION DE UN FILTRO Y FILTRO FABRICADO SEGUN ELLO.
(01/06/1993). Solicitante/s: SCHWABISCHE HUTTENWERKE GESELLSCHAFT MIT BESCHRANKTER HAFTUNG. Inventor/es: HARLE, HANS A., DIPL.-ING..
PROCEDIMIENTO PARA FABRICACION DE UN FILTRO PARA MEDIOS LIQUIDOS O GASEOSOS, ESPECIALMENTE PARA GASES DE ESCAPE DE MOTORES DE COMBUSTION. ESTA FORMADO DE UNA O VARIAS PLACAS , DE UN ENREJADO O TEJIDO DE ALAMBRES METALICOS . LA PLACA , DE VARIAS CAPAS DE ALAMBRES , SE LLEVA ENTRE LOS ELECTRODOS DE UN DISPOSITIVO DE SOLDADURA DE RESISTENCIA . FINALMENTE, SE PRODUCE UNA SOLDADURA DE RESISTENCIA PARA CONEXION PARCIAL DE LOS ALAMBRES.
PROCEDIMIENTO PARA FABRICACION DE UN RECIPIENTE METALICO DE PAREDES FINAS CON MANGO SOLDADO Y DISPOSITIVO DE SOLDAR PARA LLEVAR A CABO EL PROCEDIMIENTO.
(16/05/1993) EL INVENTO CONSISTE EN UN PROCEDIMIENTO PARA FABRICACION DE UN RECIPIENTE METALICO CON UN REVESTIMIENTO INTERIOR Y UN MANGO Y UN DISPOSITIVO DE SOLDAR PARA SOLDADURAS DE RESISTENCIA CON DOS ELECTRODOS, ESPECIALMENTE PARA UTILIZACION EN EL PROCEDIMIENTO SEGUN EL INVENTO. EN LA FABRICACION DE RECIPIENTES METALICOS DE PAREDES FINAS RECUBIERTOS INTERIORMENTE NO ES POSIBLE SIN DAÑAR EL REVESTIMIENTO EL SOLDAR MANGOS O ELEMENTOS PORTATILES ADICIONALES EN EL RECIPIENTE METALICO. UNA SOLDADURA DEL MANGO ANTES DEL TRATAMIENTO DEL RECUBRIMIENTO SE REVELA COMO INCONVENIENTE PUESTO QUE SE DIFICULTA UNA LIMPIEZA CONSIGUIENTE DE LA SUPERFICIES…
APARATO PARA LA FABRICACION DE PANELES PARA EDIFICIOS.
(16/04/1993) EL APARATO, PARA FABRICAR PANELES DE EDIFICIOS PARA LA CONSTRUCCION DE PAREDES CON CARACTERISTICAS ANTISISMICAS Y DE AISLAMIENTO TERMOACUSTICO, INCLUYE UNA MESA HORIZONTAL PARA ENSAMBLAR UN PANEL FORMADO POR AL MENOS UNA CAPA DE MATERIAL AISLANTE Y POR UN PAR DE REJILLAS METALICAS ASOCIADAS A LAS CARAS OPUESTAS DE LA CAPA AISLANTE, UNOS ELEMENTOS PARA HACER AVANZAR DICHO PANEL GRADUALMENTE HACIA LA ESTACION DE INSERCION, CORTE Y SOLDEO PARA CONECTAR UN ELEMENTO DE LAS REJILLAS METALICAS . LA ESTACION DE INSERCION, CORTE Y SOLDEO CONSTA DE UN ELEMENTO ADAPTADO PARA INSERTAR EL ELEMENTO DE DE CONEXION DE FORMA TRANSVERSAL A LA CAPA AISLANTE, DE UN ELEMENTO DE SOLDEO INFERIOR ADAPTADO PARA SOLDAR EL ELEMENTO DE CONEXION, QUE PASA A TRAVES DE LA CAPA AISLANTE, CON LA REJILLA METALICA…
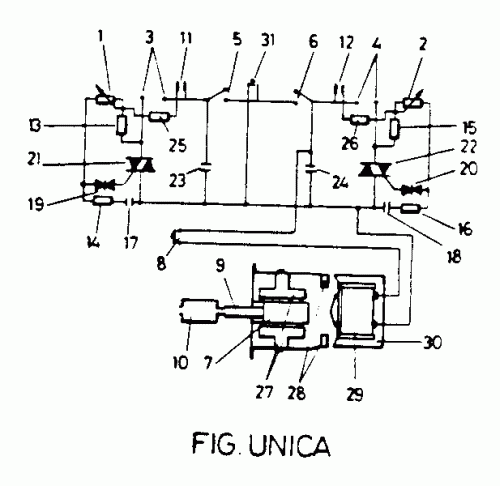
EQUIPO CONVERTIDOR DE SOLDADORES-DESOLDADORES MANUALES EN AUTOMATICOS.
(16/02/1992). Ver ilustración. Solicitante/s: BUENO LOPEZ, JAVIER.
EQUIPO CONVERTIDOR DE SOLDADORES-DESOLDADORES MANUALES EN AUTOMATICOS. EL EQUIPO OBJETO DE LA INVENCION ES TAL QUE PERMITE LA REGULACION DE TEMPERATURA Y RECOGIDA DEL ESTAÑO POR SUCCION. ESTA CONSTITUIDO POR UN CIRCUITO SIMETRICO, CON EL QUE SE REALIZA LA REGULACION DE TEMPERATURA MEDIANTE POTENCIOMETROS (1 Y 2) UTILIZANDO COMO INDICADORES DOS NEONES (11 Y 12). EL SISTEMA INCORPORA INTERRUPTORES (5 Y 6) INDEPENDIENTES PARA LAS SECCIONES DE SOLDADURA Y DESOLDADURA. EL DE DESOLDADURA , EN COMBINACION CON EL PULSADOR , PERMITE EL ACCIONAMIENTO DE UNA BOMBA DE VACIO AL DAR PASO A LA CORRIENTE A TRAVES DE UNA BOBINA , BOMBA QUE SUCCIONA EL ESTAÑO A TRAVES DE UN TUBO Y QUE QUEDA RETENIDO EN UN FILTRO.
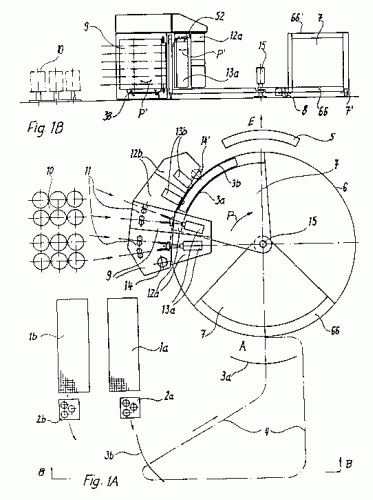
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE CUERPOS DE REJA SOLDADOS DE DOS CAPAS.
(01/09/1990). Ver ilustración. Solicitante/s: EVG ENTWICKLUNGS - U. VERWETUNGS - GESELLSCHAFT M.B.H. Inventor/es: SCHMIDT, GERHARD, RITTER, GERHARD, RITTER, KLAUS, LASSBACHER, ANTON.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE CUERPOS DE REJA SOLDADOS DE DOS CAPAS, QUE CONSISTEN EN REJAS SITUADAS OPUESTAMENTE Y ALAMBRES DE REGLETA, QUE MANTIENEN ESTAS A DISTANCIA, EN QUE PARA LA FABRICACION DE CUERPOS DE REJA EN FORMA DE SECTORES DE ANILLOS CIRCULARES, LAS DOS REJAS SE MUEVEN AVANZANDO EN TRAYECTORIAS DE AVANCE CIRCULARES, CONCENTRICAS, CORRESPONDIENTES AL GROSOR DESEADO DEL CUERPO DE REJA, DISTANCIADAS DE MODO CORRESPONDIENTE; CONCENTRICAMENTE ENTRE SI EN POSICION VERTICAL Y, DESPUES DE LA SOLDADURA DE APLICACION, EFECTUADA PREFERENTEMENTE A PARES DE LOS ALAMBRES DE REGLETA, APORTADOS DESDE LA CARA EXTERIOR DE LA TRAYECTORIA, A LAS REJAS, LOS CUERPOS DE REJA ACABADOS SE EXTRAEN DESDE LA CARA EXTERIOR DE LA TRAYECTORIA.
PERFECCIONAMIENTOS EN DISPOSITIVOS DE SOLDADURA ELECTRICA POR RESISTENCIA EN MAQUINAS A MOLETAS.
(16/05/1979) Perfeccionamientos en dispositivos de soldadura eléctrica por resistencia en máquinas a moletas, una exterior y la otra interior, en particular para cuerpos tubulares de embalajes metálicos en hojalata ensamblados por recubrimiento de los bordes de un lado ó flanco rodado, con creación de una zona de atmósfera controlada, en particular de gas neutro, comprendiendo estos dispositivos un brazo adaptado para introducirse en el interior del cuerpo tubular a soldar, can una cavidad que recibe la moleta de soldadura interior, así como medios de confinamiento de la atmósfera controlada cerca de los puntos de contacto con el cuerpo tubular…
{kind=link}
{kind=link}
{kind=link}