CIP-2021 : B23K 11/10 : Soldadura por puntos; Soldadura en línea continua por puntos.
CIP-2021 › B › B23 › B23K › B23K 11/00 › B23K 11/10[1] › Soldadura por puntos; Soldadura en línea continua por puntos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
B23K 11/10 · Soldadura por puntos; Soldadura en línea continua por puntos.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la fabricación de un componente de un material sándwich y componente de un material sándwich.
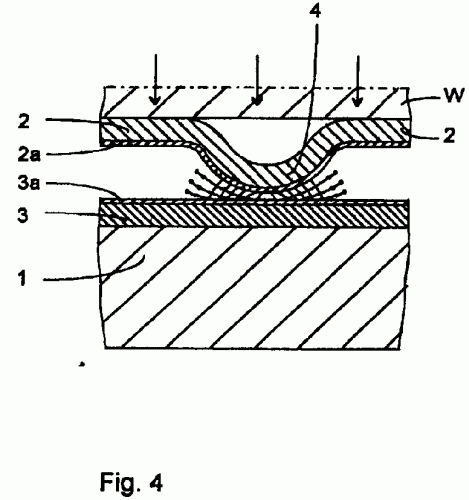
(20/03/2019) Procedimiento para la fabricación de un componente a partir de un material sándwich con forma de chapa o de banda que comprende al menos dos capas de recubrimiento metálicas y al menos una capa de un plástico dispuesta entre las capas de recubrimiento metálicas , calentándose el material sándwich a lo largo de dos zonas de canto al menos parcialmente para ablandar el plástico en las zonas de canto, que, mediante aplicación de fuerza sobre al menos una de las capas de recubrimiento metálicas , es desplazado esencialmente por completo de las zonas de canto y, de esta manera, se generan dos zonas de canto exentas de plástico (6, 6') en las que las capas de recubrimiento metálicas se tocan por zonas o por puntos,…
Procedimiento de selección para espesores de chapa y combinaciones de calidades de material para puntos de soldadura cargados por tracción en cruz y de cizallamiento.
(20/04/2016) Procedimiento para la determinación de valores de carga máxima para uniones de chapa de chapas de una calidad de material dependiendo de varios parámetros de soldadura,
caracterizado porque
la calidad de material depende del espesor de chapa t y del diámetro de punto de soldadura dp, que se aplica en un intervalo de espesor de chapa (ti,ti+1) para una calidad de material, en el que a partir de datos de tracción en cruz o de tracción de cizallamiento de uniones de chapa con distintos diámetros de punto de soldadura usando una regresión lineal de los datos de medición de tracción en cruz o de tracción de cizallamiento de al menos dos espesores de chapa distintos ti y ti+1, que corresponden al límite superior y al límite inferior del intervalo de espesor de chapa (ti,ti+1), se determina una función común para la carga máxima…
Máquina de soldadura por puntos de resistencia.
(04/09/2013) Una máquina de soldadura por puntos de resistencia, que comprende:
un motor , que tiene un árbol ;
una carcasa cilíndrica ;
una barra de guía hueca , insertada en la carcasa y adaptada para ser movida linealmente para moveruna primera punta de electrodo (E1) enfrentada a una segunda punta de electrodo (E2) prevista en un brazo de lapistola ;
una tuerca de bola , fijada en una circunferencia interior de la barra de guía ;
un tornillo de bola , montado a través de la tuerca de bola ;
un acoplamiento , que incluye una primera porción de fijación en la que se inserta el árbol delmotor y una segunda porción de fijación en la que se inserta el tornillo de bola y que está opuesta a laprimera porción de fijación ; y
un cojinete , montado entre una circunferencia…
Soldadura por puntos por resistencia.
(03/10/2012) Una soldadora por puntos por resistencia que comprende:
un motor , que tiene un eje ;
una carcasa cilíndrica ;
una barra de guía hueca , insertada dentro de la carcasa y adaptada para moverse linealmente para el movimiento de un primera punta de electrodo (E1) que mira a una segunda punta de electrodo (E2) provista en un brazo de pistola ;
una tuerca de bolas , fijada a una circunferencia interior de la barra de guía ;
un husillo de bolas , ajustado a través de la tuerca de bolas ; y
un acoplamiento , que incluye una primera parte de fijación en la que se inserta el eje del motor y una segunda parte de fijación dentro de la que se inserta el husillo de bolas y que está en oposición a la primera parte de fijación ; en la que la barra de guía se mueve entre un primer punto que es un lado de motor…
PROCEDIMIENTO PARA LA FABRICACION DE INTERCAMBIADORES DE CALOR RESISTENTES A LA CORROSION.
(01/01/2004). Ver ilustración. Solicitante/s: BALCKE-DURR GMBH. Inventor/es: PODHORSKY,MIROSLAN,DR.-ING., LEITZ,RICHARD,DIPL.-ING., HOLTEN,WOLFGANG,DIPL.-ING.
LA INVENCION CONSISTE EN UN PROCEDIMIENTO PARA LA FABRICACION DE TRANSMISORES TERMICOS RESISTENTES A LA CORROSION, UTILIZANDO PARA ELLO TUBOS QUE, AL MENOS EN UNA PARTE DE SU SUPERFICIE, INCORPOREN UNAS NERVADURAS QUE AUMENTEN LA SUPERFICIE DE TRANSMISION TERMICA. LOS TUBOS Y/O LAS NERVADURAS DEBEN SER DE METAL LIGERO, EN ESPECIAL ALUMINIO, O DE UN MATERIAL REVESTIDO O CHAPADO CON UN METAL LIGERO. PARA QUE ESTE PROCEDIMIENTO SEA RENTABLE A ESCALA INDUSTRIAL, ES PRECISO UNIR POR SOLDADURA AL MENOS ALGUNAS SECCIONES DE LA SUPERFICIE DE CONTACTO QUE HAY ENTRE LA BASE DE LAS NERVADURAS Y LA SUPERFICIE LATERAL DE LOS TUBOS. ANTES DEL PROCEDIMIENTO DE SOLDADURA PROPIAMENTE DICHO, LAS CAPAS DE OXIDO DE LAS SUPERFICIES DE CONTACTO SE DESTRUYEN MEDIANTE AL MENOS UN IMPULSO DE CORRIENTE DE GRAN ENERGIA Y CORTA DURACION. AL MENOS ALGUNAS SECCIONES DE LAS SUPERFICIES DE CONTACTO SE PUEDEN UNIR ENTRE SI EN ARRASTRE DE FORMA MEDIANTE ENSAMBLADURA DE MEZCLA.
SISTEMA DE SUPERVISION DE SOLDADURA POR PUNTOS.
(01/10/2001) Sistema de supervisión de soldadura por puntos. El sistema está previsto para diagnosticar y controlar la calidad de los puntos de soldadura que se realizan en la unión de piezas metálicas. El sistema se basa en un ensayo no destructivo, efectuando el control tanto de la evolución de la curva de resistencia dinámica durante el proceso de soldadura como de la energía total aplicada durante el proceso, en orden a obtener, en tiempo real durante el proceso de fabricación, un diagnóstico de punto bueno o malo para todos y cada uno de los puntos de soldadura realizados. Comparando la curva de resistencia dinámica del punto soldado con la curva patrón obtenida durante el proceso…
DISPOSITIVO PARA LA SOLDADURA POR PUNTOS DE PIEZAS DE CHAPA REVESTIDAS.
(16/07/1986). Solicitante/s: ELPATRONIC AG.
DISPOSITIVO PARA SOLDAR POR PUNTOS PIEZAS DE CHAPA REVESTIDA. CONSTA DE: UN PORTAELECTRODOS INFERIOR FIJO; UN PORTAELECTRODOS SUPERIOR MOVIDO HACIA ARRIBA Y HACIA ABAJO Y PRETENSADO HACIA ARRIBA MEDIANTE UN MUELLE DE COMPRESION CON UNA FUERZA DE 40 KG Y PRESIONADO HACIA ABAJO POR UN EMPUJADOR HIDRAULICAMENTE ACCIONABLE; UN TRANSFORMADOR DE SOLDADURA QUE PROPORCIONA UNA CORRIENTE DE SOLDADURA DE 4.000 AMPERIOS; UNOS ELECTRODOS DE SOLDADURA QUE TIENE FORMA DE DISCO, SE APOYAN EN UN BASTIDOR Y PRESENTAN UNAS SUPERFICIES FRONTALES ANULARES O ACCIONAMIENTOS.
"METODO DE SOLDADURA POR PUNTOS DE PARTES METALICAS, ENTRE LAS QUE SE INTERPONE UN SELLADOR".
(16/02/1983). Solicitante/s: BOSTIK, S.A..
METODO DE SOLDADURA POR PUNTOS DE PARTES METALICAS ENTRE LAS QUE SE INTERPONE UN SELLADOR. EL SELLADOR SE APLICA A LAS PARTES METALICAS EN FORMA DE MASA PLASTICA LA CUAL DESPUES DE UNIR ESTAS PARTES METALICAS POR.
DISPOSITIVO PARA MANIPULAR UN UTIL, ESPECIALMENTE UN UTIL, DE SOLDADURA POR RESISTENCIA EN TRENES DE MONTAJE DE GRUPOS CONSTRUCTIVOS DE VEHICULOS.
(16/02/1981). Solicitante/s: INDUSTRIE-WERKE KARLSRUHE AUGSBURG AG..
DISPOSITIVO PARA LA MANIPULACION Y POSICIONAMIENTO TRIDIMENSIONAL DE UN UTIL. EL SISTEMA DE PROPULSION DEL UTIL CONFIERE A ESTE UN MOVIMIENTO DE ROTACION Y OTRO DE BASCULACION. LOS EQUIPOS DE POPULSION MUEVEN HACIA ARRIBA O HACIA ABAJO EL SISTEMA DE ARTICULACION DEL CUADRILATERO CON FORMA DE PIRAMIDE Y CON EL TODO EL CONJUNTO DE PROPULSION . LA FECHA (X) SEÑALA LA BASCULACION ALREDEDOR DE UN MUÑON DE UN BASTIDOR DE SOPORTE , CON LO QUE SE AUMENTA EL TAMAÑO DE LA ZONA DE TRABAJO. OTRA POSIBILIDAD DE GIRO ALREDEDOR DEL EJE (W) SE OBTIENE MEDIANTE UNA CORONA DE ROTACION FIJA Y UN ANILLO INTRERIOR MOVIL EN QUE SE APOYA EL DISPOSITIVO COMO CONJUNTO MEDIANTE UNA MENSULA . DE APLICACION A LA SOLDADURA POR RESISTENCIA EN TRENES DE MONTAJE DE VEHICULOS.
PERFECCIONAMIENTOS EN APARATOS DE SOLDADURA ELECTRICA POR PUNTOS.
(16/06/1980). Solicitante/s: ROBERT FENOLLAR,THEODORE.
Perfeccionamientos en aparatos de soldadura eléctrica por puntos, destinados a ser alimentados de corriente eléctrica a partir de un contador habitual 220 V-30A ó 380V-16A para la soldadura de chapas de carrocería de automóvil que tienen un espesor de 3mm aproximadamente, como máximo, y que comprenden un transformador eléctrico, cables conductores y una pinza porta-electrodos, caracterizados porque el transformador se asocia a un temporizador electrónico de duración de acción regulable entre 0,5 y 2,5 segundo aproximadamente, mientras que la pinza comprende un par de empuñaduras articuladas de sujeción manual provisto de un estado de sujeción, estando equipada esta pinza de un botón de control a distancia del temporizador.
(16/05/1979). Solicitante/s: A.R.O. MASCHINERY CO. LTD.
Máquina de soldadura que tiene unos electrodos que pueden desplazarse acercándose y alejándose el uno respecto al otro para sujetar y liberar las piezas trabajadas que han de ser soldadas, caracterizado porque las puntas de los electrodos se cierran total o casi totalmente, de manera sustancial sin presión, por medio de la energía muscular, después de lo cual la elevada fuerza que se necesita en las puntas de los electrodos para realizar la soldadura es ejercida por la presión de un fluido, por ejemplo aire comprimido.
MAQUINA PARA LA UNION MEDIANTE SOLDADURA POR RESISTENCIA DE LOS BUJES A LAS LLANTAS, CON PROGRAMA DE PUNTADAS DE SOLDADURA.
(01/02/1977). Solicitante/s: SERRA SOLDADURA, S.A..
Resumen no disponible.
PROCEDIMIENTO PARA SOLDAR POR PUNTOS UNA JUNTA DOBLADA.
(16/09/1976). Solicitante/s: FORD MOTOR COMPANY.
Resumen no disponible.
UNA MAQUINA DE SOLDADURA POR PUNTOS MOVIL.
(16/09/1976). Solicitante/s: FORD MOTOR COMPANY.
Resumen no disponible.
UNA MAQUINA SOLDADORA PARA CONSTRUIR REJILLAS SOLDADAS DE VARILLAS DE ACERO.
(16/05/1975). Solicitante/s: BAU-STAHLGEWEBE G. M. B. H..
Resumen no disponible.
{kind=link}