CIP-2021 : B23K 11/24 : Circuitos de alimentación o de control apropiados.
CIP-2021 › B › B23 › B23K › B23K 11/00 › B23K 11/24[1] › Circuitos de alimentación o de control apropiados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
B23K 11/24 · Circuitos de alimentación o de control apropiados.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo de soldadura por resistencia.
(29/04/2020) Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura a través de un respectivo recorrido de alimentación de corriente para soldar material de soldadura , que debe disponerse entre los electrodos , pudiendo moverse al menos uno de los electrodos por medio de una unidad de traslado en relación con el otro electrodo desde una posición de distancia de electrodos a una posición de soldadura, para aplicar una fuerza al material de soldadura entre los electrodos y a este respecto soldarlo, presentando la unidad de traslado un elemento de empuje guiado de manera móvil por medio de una disposición de guiado para el movimiento del…
Dispositivo de fuente de alimentación, sistema de unión y método de procesamiento por conducción.
(26/02/2020) Un dispositivo de fuente de alimentación que suministra una corriente de salida a un dispositivo de procesamiento eléctrico que realiza procesamiento eléctrico sobre piezas de trabajo, comprendiendo el dispositivo de fuente de alimentación:
una primera fuente de alimentación;
un interruptor de recuperación de energía magnética que recibe una corriente suministrada desde la primera fuente de alimentación y convierte la corriente recibida en la corriente de salida;
y estando caracterizado por:
una unidad de control que está configurada para controlar el interruptor de recuperación de energía magnética de manera que una frecuencia de corriente eléctrica de la corriente de salida incluye una primera frecuencia de corriente…
Método de soldadura por puntos por resistencia.
(23/10/2019) Un método de soldadura por puntos por resistencia para soldar una pluralidad de láminas de acero que incluye una lámina de acero de alta resistencia a tracción superpuesta, en el cual en dicho método de soldadura por puntos por resistencia, el sistema de conducción es conducción por pulsación utilizando una fuente de energía de soldadura, y,
en la pluralidad de pulsos de corriente que forman la conducción por pulsación,
en los respectivos pulsos de corriente, el tiempo de conducción, los intervalos de los pulsos de corriente definidos como el tiempo de reposo de conducción, y las corrientes de soldadura aplicadas por los pulsos de corriente se controlan de manera variable,
estando el método de soldadura por puntos por resistencia…
Procedimientos y sistemas para soldadura por puntos de resistencia utilizando micropulsos de corriente directa.
(17/07/2019). Solicitante/s: Arcelormittal. Inventor/es: HOU,WENKAO.
Un método para la soldadura por puntos de resistencia de láminas de acero, que comprende aplicar una pluralidad de micropulsos de corriente continua al menos a dos láminas de acero a través de un primer y un segundo electrodo para formar una junta de soldadura que une las láminas de acero entre sí,
en el que cada micropulso se aplica durante un tiempo de encendido de corriente de soldadura de 1 ms a 10 ms para fundir localmente las láminas de acero, y
el método comprende además alternar los tiempos de encendido de corriente de soldadura con tiempos de desconexión de corriente de soldadura de 1 ms a 10 ms, en los que no se aplica corriente o se aplica una corriente muy baja en relación con los micropulsos de corriente continua a través del primer electrodo y el segundo electrodo.
PDF original: ES-2743301_T3.pdf
Unión soldada por puntos y método de soldadura por puntos.
(26/06/2019) Una unión soldada por puntos de una plancha de acero de alta resistencia, que comprende:
dos o más planchas (1A, 1B, 1C) de acero delgadas que se sueldan por puntos entre sí; y
un botón de soldadura formado en una superficie de unión de las planchas de acero delgadas,
donde al menos una de las dos o más planchas de acero delgadas es una plancha de acero de alta resistencia cuya resistencia a la tracción es 750 MPa a 1850 MPa y cuyo equivalente de carbono Ceq representado por la fórmula siguiente es 0,22 % en masa a 0,55 % en masa, caracterizada por que
en una zona (3c) de capa exterior del botón de soldadura que es una zona con excepción de una zona (3b) de forma similar que es tan grande como el 90% de la forma exterior (3a) de botón de soldadura…
Disposición de transformador.
(12/06/2019) Disposición de transformador que tiene un eje de transformador, que comprende:
una bobina primaria que comprende tres capas (12b) de bobinado primario, comprendiendo cada capa (12b) de bobinado primario una pluralidad de bobinados (12a) primarios enrollados alrededor del eje de transformador en un rango de distancia de capa de bobinado primario respectivo desde el eje de transformador,
una bobina secundaria que comprende dos capas (14b) de bobinado secundario, comprendiendo cada capa (14b) de bobinado secundario al menos un bobinado (14a) secundario enrollado alrededor del eje de transformador en un rango de distancia de capa de bobinado secundario respectivo desde el eje de transformador,
…
Electrodo de soldadura, procedimiento y dispositivo para soldar paneles sándwich.
(06/06/2019) Electrodo de soldadura que comprende
- un cuerpo de electrodo de soldadura (2, 2') y
- una caperuza de electrodo de soldadura (18, 18', 18") unida o que puede unirse al cuerpo de electrodo de soldadura (2, 2') para poner en contacto el electrodo de soldadura (1, 1', 26a) con una pieza constructiva para producir una unión soldada,
caracterizado por que está previsto un elemento de resistencia eléctricamente conductor, integrado o que puede integrarse en el electrodo de soldadura (1, 1', 26a), que está conectado o puede conectarse mediante conducción eléctrica al cuerpo de electrodo de soldadura (2, 2') y la caperuza de electrodo de soldadura (18, 18', 18"), para el calentamiento de la pieza constructiva ,
el electrodo de soldadura (1, 1', 26a) está configurado de tal modo que el…
Dispositivo y procedimiento para la soldadura por descarga de condensadores.
(24/04/2019) Dispositivo de soldadura para llevar a cabo un procedimiento de soldadura por descarga de condensadores,
siendo el procedimiento de soldadura por descarga de condensadores un procedimiento de soldadura de resistencia, en cuyo caso una corriente de soldadura (IW) se genera mediante descarga de al menos un condensador, y el dispositivo de soldadura presenta al menos una primera fuente de corriente para generar una primera corriente de condensador (I1) para generar la corriente de soldadura (IW) y
estando previsto un transformador (T1) con lado primario y lado secundario y estando conmutada cada fuente de corriente con el lado primario del transformador (T1) de tal…
Circuito convertidor de corriente.
(22/02/2019) Disposición de circuito convertidor de corriente para una corriente de alta intensidad (I), particularmente para soldadura a resistencia, industrial; con un soporte de componentes y con un primer y un segundo medio de conmutación controlables para corriente de alta intensidad (I), cada uno con una conexión de control propia; donde los medios de conmutación están integrados al menos parcialmente, de manera preferida totalmente en el soporte de componentes ; donde el soporte de componentes está dispuesto entre una primera placa conductora de corriente de conductividad eléctrica, y una segunda placa conductora de corriente de conductividad eléctrica (23a, 23b), esencialmente en paralelo…
Dispositivo de predicción de fracturas para parte soldada por puntos, método del mismo, programa informático y soporte de registro legible por ordenador.
(16/08/2017) Dispositivo de predicción de fracturas para una parte soldada por puntos, que comprende:
un medio de entrada configurado para introducir al menos uno de los siguientes parámetros: una resistencia, TS, a la tracción de un material, un espesor t de plancha, un diámetro d de punto de soldadura de una soldadura por puntos, una anchura W de plancha de una unión, o un ángulo θ de rotación de las planchas unidas en un ensayo de tracción que es un ensayo de tracción en U y/o un ensayo de tracción y cizallamiento en una unión soldada por puntos;
un primer medio de cálculo configurado para determinar una carga límite de fractura, Fcts, como parámetro de resistencia a la fractura de la…
Transformador de alta corriente con al menos cuatro puntos de empalme.
(15/03/2017). Solicitante/s: FRONIUS INTERNATIONAL GMBH. Inventor/es: ARTELSMAIR,BERNHARD, SCHULTSCHIK,CHRISTOPH, NEUBÖCK,JOHANNES, WOLFSGRUBER,STEFAN.
Transformador de alta corriente en especial para una fuente de corriente para proporcionar una corriente de soldadura de un dispositivo de soldadura por resistencia , con al menos un devanado primario y al menos un devanado secundario con toma central, caracterizado porque para formar un empalme multipunto están previstos al menos cuatro contactos , con lo que la corriente de soldadura al menos se divide por dos y de este modo se reducen las pérdidas de transición. contactos que están formados por cuatro superficies de contacto, dentro de las cuales el al menos un devanado primario y el al menos un devanado secundario están dispuestos en un circuito serie/paralelo.
PDF original: ES-2627867_T3.pdf
Fuente de corriente y procedimiento para la refrigeración de una fuente de corriente de este tipo.
(14/12/2016) Fuente de corriente para proporcionar una corriente continua, con un transformador de alta corriente con al menos un devanado primario y al menos un devanado secundario con toma central, con un rectificador síncrono conectado al al menos un devanado secundario del transformador de alta corriente con elementos de conmutación y con un circuito para excitar los elementos de conmutación del rectificador síncrono y con un circuito de alimentación para alimentar el rectificador síncrono y el circuito de excitación , caracterizada porque el rectificador síncrono y el circuito de excitación y su circuito de…
Procedimiento para la fabricación de un transformador de alto voltaje.
(22/06/2016). Solicitante/s: FRONIUS INTERNATIONAL GMBH. Inventor/es: ARTELSMAIR,BERNHARD, SCHULTSCHIK,CHRISTOPH, NEUBÖCK,JOHANNES, WOLFSGRUBER,STEFAN.
Procedimiento para la fabricación de un transformador de alto voltaje con al menos un arrollamiento primario y al menos un arrollamiento secundario con superficies para la puesta en contacto, caracterizado porque en primer lugar, superficies interiores del al menos un arrollamiento secundario se unen a un soporte en I de un material electroconductor del transformador de alto voltaje con un primer material de soldadura blanda con una primera temperatura de fusión (TS1) más elevada, y a continuación, al menos una placa de contacto de un material electroconductor se une a superficies exteriores del al menos un arrollamiento secundario con un segundo material de soldadura blanda con una segunda temperatura de fusión (TS2) más baja en comparación con la primera temperatura de fusión (TS1).
PDF original: ES-2592680_T3.pdf
Estructura unida soldada por puntos y método de soldadura por puntos.
(13/04/2016) Una estructura unida soldada por puntos formada superponiendo una pluralidad de pedazos de planchas de acero (1A, 1B) y realizando soldadura por puntos sobre las planchas de acero (1A, 1B), la estructura unida soldada por puntos comprende:
la pluralidad de pedazos de planchas de acero (1A, 1B),
una zona afectada por calor , y
un botón de soldadura ,
en donde
en la pluralidad de pedazos de planchas de acero (1A, 1B), al menos un pedazo de plancha de acero es plancha de acero de alta resistencia cuya resistencia a la tracción es de 750 MPa a 2500 MPa, en donde
un equivalente de carbono Ceq de la plancha de acero de alta resistencia representado por la siguiente…
(29/02/2016) Rectificador síncrono para la integración en una fuente de corriente para facilitar una corriente continua, en particular en una unidad en forma de cubo o en forma de paralelepípedo de un transformador de gran amperaje con elementos de conmutación, un circuito de excitación para excitar los elementos de conmutación y un circuito de suministro, estando prevista una placa de circuitos impresos con pistas y superficies de conexión para el alojamiento de componentes electrónicos, estando dispuestos los elementos de conmutación, el circuito de excitación y el circuito de suministro para el funcionamiento autárquico sobre la placa de circuitos impresos, caracterizado…
Sistema de soldadura por resistencia aplicable en máquinas de movimiento continuo.
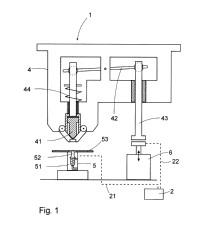
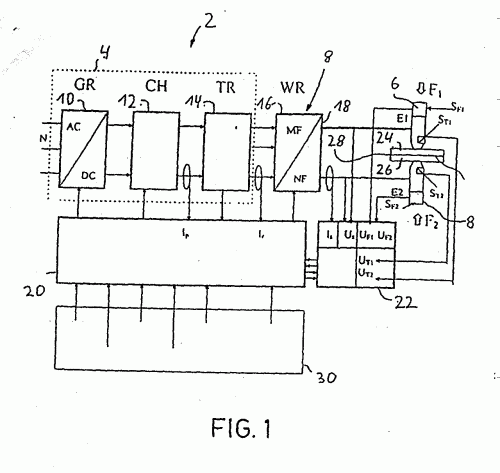
(14/05/2015) Sistema de soldadura por resistencia aplicable en máquinas de movimiento continuo; que comprende al menos un dispositivo de soldadura conectado a un equipo de potencia de soldadura mediante unos cables de alimentación; comprendiendo cada dispositivo de soldadura : - un grupo principal , adecuado para instalarse en una parte móvil de una máquina y que comprende; un primer electrodo y un dispositivo de palanca conectado al primer electrodo y a un eje alineado con un pistón neumático encargado del accionamiento del dicho primer electrodo hacia una posición operativa y de proveer de corriente de soldadura al primer electrodo ; y -…
SISTEMA DE SOLDADURA POR RESISTENCIA APLICABLE EN MÁQUINAS DE MOVIMIENTO CONTINUO.
(23/04/2015). Ver ilustración. Solicitante/s: ZAMORA AGÜERO, Juan Carlos. Inventor/es: ZAMORA AGÜERO,Juan Carlos.
Sistema de soldadura por resistencia aplicable en máquinas de movimiento continuo; que comprende al menos un dispositivo de soldadura conectado a un equipo de potencia de soldadura mediante unos cables de alimentación; comprendiendo cada dispositivo de soldadura : - un grupo principal , adecuado para instalarse en una parte móvil de una máquina y que comprende: un primer electrodo y un dispositivo de palanca conectado al primer electrodo y a un eje alineado con un pistón neumático encargado del accionamiento del dicho primer electrodo hacia una posición operativa y de proveer de corriente de soldadura al primer electrodo ; y - un grupo secundario adecuado para instalarse en la parte contraria a la parte móvil de la máquina y que comprende un segundo electrodo de soldadura alineado con el primer electrodo.
Procedimiento y dispositivo de soldadura eléctrica por resistencia a través de una descarga de condensadores.
(08/04/2015) Procedimiento para la soldadura por resistencia eléctrica de piezas metálicas, en el que dos electrodos de soldadura son juntados el uno al otro, intercalando los componentes a ser soldados, y una corriente de soldadura eléctrica es guiada por los electrodos y a través de las piezas, en el que la corriente de soldadura es generada a partir de una memoria de condensadores como impulso de corriente a través de la descarga de condensador, en el que una electrónica de potencia realizada como convertidor reductor y destinada para el mando de la descarga de condensador y del impulso de corriente es activada…
Procedimiento de gestión de sesiones de rastreo en una red y sistema de gestión de sesiones de rastreo.
(12/11/2014) Procedimiento para gestionar sesiones de rastreo en una red, en el que cada sesión de rastreo tiene asignado un ID de traza, que está incluido en un elemento de información de referencia de traza que se envía durante la activación de sesiones de rastreo a un equipo de usuario UE y a una entidad de recopilación de trazas TCE específica de una pluralidad de TCE dispuestas en dicha red para almacenar las mediciones relacionadas de dicha sesión de rastreo,
caracterizado por la etapas de
dividir el espacio del ID de traza de modo que cada partición se asocie a una o más de dicha pluralidad de TCE , codificar un ID de partición dentro de dicho ID de traza,
transmitir el ID de partición como parte del ID de traza…
Dispositivo de soldadura por resistencia con una fuente de corriente dispuesta en una pinza de soldadura.
(10/09/2014) Un dispositivo de soldadura por resistencia con una fuente de corriente para proporcionar una corriente de soldadura para soldar piezas de trabajo , con una pinza de soldadura con dos brazos de pinza con respectivamente un electrodo para aplicar la corriente de soldadura a las piezas de trabajo , presentando la fuente de corriente un transformador de corriente de alta intensidad con al menos un arrollamiento primario y al menos un arrollamiento secundario con toma central, un rectificador síncrono conectado con el al menos un arrollamiento secundario del transformador de corriente de alta intensidad con elementos de conmutación y un circuito para el mando de los elementos…
UN METODO DE ESTABLECER LOS PARAMETROS PARA UNA SOLDADURA POR RESISTENCIA.
(16/03/2007) Un método de establecer parámetros de soldadura para un aparato de control de soldadora por resistencia, incluyendo el método los pasos de: conectar a buses de datos tanto de un controlador de robot como un temporizador de soldadura mediante RAM de puerto doble; almacenar, en la ROM del temporizador de soldadura, cadenas de caracteres de elementos de parámetros de sol- dadura a visualizar sobre una caja de control de un robot y valores de referencia iniciales de dichos parámetros de soldadura en una misma secuencia y de manera correspon- diente; conectar inicialmente dicho robot y dicho temporiza- dor de soldadura entre sí; transferir dichas cadenas de caracteres de elementos y parámetros estándar desde dicho temporizador de solda- dura…
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDADURA POR RESISTENCIA.
(16/07/2004). Ver ilustración. Solicitante/s: KARAKAS, ERDOGAN. Inventor/es: KARAKAS, ERDOGAN.
Procedimiento de soldadura por resistencia, en especial de chapas de aluminio, en el que, para crear una corriente alterna de soldadura, una tensión contínua que se encuentra en los electrodos de soldadura es invertida durante el proceso de soldadura, caracterizado porque durante el desarrollo de la soldadura, se mide por lo menos un parámetro del proceso de soldadura, y porque el momento de inversión de la tensión continua es escogido en función de los parámetros medidos o de por lo menos uno de los parámetros medidos.
PINZAS DE SOLDADURA POR RESISTENCIA ELECTRICA CON CONTROL DE CIERRE.
(16/02/2004) 1. Pinzas de soldadura por resistencia eléctrica con control de cierre esencialmente caracterizadas por la incorporación en el circuito neumático, de un sistema de control permitiendo regular la velocidad de cierre de los brazos desplazables portadores de los electrodos, cuya regulación de velocidad de cierre, actúa cuando las pinzas están ejecutando solamente la tarea de fresar los electrodos, no influyendo en el trabajo normal de soldadura, consiguiendo este control de velocidad, estrangular el paso del aire del cilindro neumático de cierre de las pinzas, realizando de esta manera, un cierre con una baja velocidad controlada sobre la fresa, desapareciendo el impacto electrodos-fresa. 2. Pinzas de soldadura por resistencia eléctrica con control de cierre según la anterior reivindicación, esencialmente caracterizadas porque las pinzas…
DISPOSITIVO DE CONTROL DE SECUENCIAS DE SOLDADURA POR RESISTENCIA, PROGRAMABLE.
(01/12/1998) 1. DISPOSITIVO DE CONTROL DE SECUENCIAS DE SOLDADURA POR RESISTENCIA, PROGRAMABLE, PREVISTO PARA EL GOBIERNO DE LA TENSION ENTREGADA A UN TRANSFORMADOR DE SOLDADURA Y LA REGULACION DE LA DURACION, CONDICIONES DE ACTUACION Y PRESION EJERCIDA POR UNOS ELECTRODOS, DEL TIPO QUE COMPRENDE UN MICROPROCESADOR, UNAS MEMORIAS ASOCIADAS, UNOS MEDIOS PARA INTRODUCIR LOS PARAMETROS A PROGRAMAR, AL MENOS UN VISUALIZADOR, Y UNOS CIRCUITOS ELECTRICOS DE ENTRADA/SALIDA, CARACTERIZADO POR COMPRENDER DOS PLACAS DE CIRCUITOS ELECTRONICOS, INTERCONECTADAS ENTRE SI, CONTENIENDO UNA PRIMERA DE DICHAS PLACAS EL CITADO MICROPROCESADOR, UNAS UNIDADES DE MEMORIA, UNOS CIRCUITOS…
MAQUINA DE SOLDADURA POR RESISTENCIA DE PUNTOS MULTIPLES PARA LA SOLDADURA DE REJILLAS DE ALAMBRE.
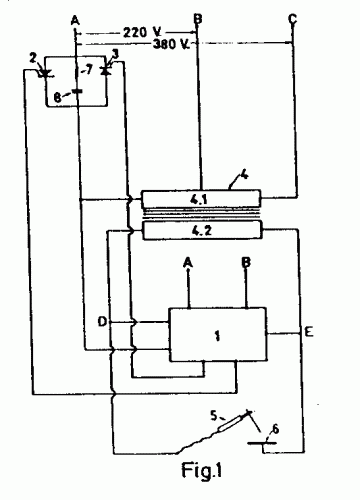
(01/04/1996). Solicitante/s: H.A. SCHLATTER AG. Inventor/es: WIDMER, ROBERT.
UNA MAQUINA DE SOLDADURA POR RESISTENCIA DE PUNTOS MULTIPLES PARA LA SOLDADURA DE REJILLAS DE ALAMBRE POR MEDIO DE CORRIENTE CONTINUA, ABARCA VARIOS ELECTRODOS DE CONTACTO , QUE HACEN CONTACTO POR LAS DOS CARAS CON EL PUNTO DE LA REJILLA CORRESPONDIENTE CADA VEZ. EL CIRCUITO PARA LA CARGA SIMULTANEA DE TODOS LOS PUNTOS DE LA REJILLA EN CONTACTO CON CORRIENTE DE SOLDADURA, TIENE PARA CADA PAR DE ELECTRODOS (4.1.1/4.2.1, ..., 4.1.5/ 4.2.5) UN TRANSFORMADOR DE SOLDADURA. LOS PARES DE ELECTRODOS DE SOLDADURA SITUADOS CONTIGUOS, DE ACUERDO CON LA INVENCION, SON FLOTANTES EN CUANTO AL POTENCIAL, DE FORMA QUE LA UNICA UNION TRANSVERSAL SE FORMA POR EL ALAMBRE TRANSVERSAL . PARA CADA PUNTO DE LA REJILLA ESTA PREVISTO UN PAR DE ELECTRODOS DE CONTACTO SEPARADOS.
MANDO SOLDADOR PARA UNAS INSTALACIONES DE SOLDADURA POR PUNTOS MULTIPLES.
(16/08/1995) SE PROPONE UN PROCESO PARA LA CONDUCCION DE CORRIENTE EN UNA DISPOSICION DE SOLDADURA DE RESISTENCIA, ESPECIALMENTE EN UNA INSTALACION DE PUNTOS MULTIPLES. LA GRADUACION DE LA CORRIENTE PRIMARIA SE CONSIGUE MEDIANTE TIRISTORES A TRAVES DE UNA CONDUCCION DE ENTRADA DE FASE. CON ARREGLO AL PROCEDIMIENTO, SE MIDE EN CADA SEMICICLO DE LA TRACCION PRIMARIA , EL RETRASO DE FASE EXISTENTE ENTRE LA CORRIENTE PRIMARIA I Y LA TRACCION PRIMARIA . EL VALOR HALLADO PARA EL RETRASO DE FASE SE COMPARA CON EL VALOR PREVISTO PARA EL SIGUIENTE ANGULO DE ENCENDIDO DEL TIRISTOR. SI EL VALOR DEL RETRASO DE FASE FUERA MAYOR QUE EL ANGULO DE ENCENDIDO PREVISTO, SE CONFIRMARA EL ANGULO DE ENCENDIDO PREVISTO; EN CASO CONTRARIO, SE PONDRIA UN…
APARATO DE SOLDEO POR RESISTENCIA.
(01/06/1994) APARATO PARA SOLDAR COSTURAS LONGITUDINALES EN CUERPOS DE LATAS, INCLUYE UN ELECTRODO 10 DE DISCO INFERIOR, MONTADO SOBRE UN BRAZO 18, Y UN ELECTRODO 12 DE DISCO SUPERIOR, MONTADO SOBRE UN BRAZO 20. PIEZAS EN BRUTO DE METAL, CURVADAS EN FORMA TUBULAR, SE SUMINISTRAN AL ESTRECHAMIENTO EXISTENTE ENTRE LOS DISCOS 10, 12. EL APARATO INCLUYE TAMBIEN UN TRANSDUCTOR 40, PARA DETECTAR EL DESPLAZAMIENTO VERTICAL DEL DISCO 12, UN PAR DE EXTRACTORES 46, 48, PARA DETECTAR LAS POSICIONES ROTACIONALES DE LOS DISCOS 12, 10, Y UN CIRCUITO DE PROCESAMIENTO UNICO. CON OBJETO DE DETERMINAR EL PERFIL DE UNO DE LOS DISCOS 10, 12, LA SALIDA DEL TRANSDUCTOR…
APARATO DE SOLDADURA POR RESISTENCIA.
(01/02/1994) UN APARATO PARA SOLDAR JUNTAS LONGITUDINALES EN CUERPOS DE LATAS INCLUYE UNA RUEDA DE ELECTRODO INFERIOR 10 COLOCADA SOBRE UN BRAZO 18 Y UNA RUEDA DE ELECTRODO SUPERIOR COLOCADA SOBRE UN BRAZO 20. SE SUMINISTRAN PIEZAS DE METAL EN FORMA TUBULAR EN LA ZONA DE PELLIZCO ENTRE LAS DOS RUEDAS 10, 12. EL APARATO TAMBIEN INCLUYE UN TRANSDUCTOR 40 PARA DETECTAR EL DESPLAZAMIENTO VERTICAL DE LA RUEDA 12, UN PAR DE CAPTADORES 46, 48 PARA DETECTAR LAS POSICIONES ROTACIONALES DE LAS RUEDAS 12, 10 Y UN UNICO CIRCUITO DE PROCESAMIENTO. PARA DETERMINAR EL PERFIL DE UNA DE LAS RUEDAS 10, 12, EL TRANSDUCTOR DE SALIDA 40 ESTA DIVIDIDO EN UNA SERIE DE LINEAS, CADA UNA DE LAS CUALES CORRESPONDE A UNA UNICA ROTACION DE LA RUEDA. LAS LINEAS SE PROMEDIAN DESPUES PARA…
PERFECCIONAMIENTOS INTRODUCIDOS EN MAQUINAS DE SOLDAR.
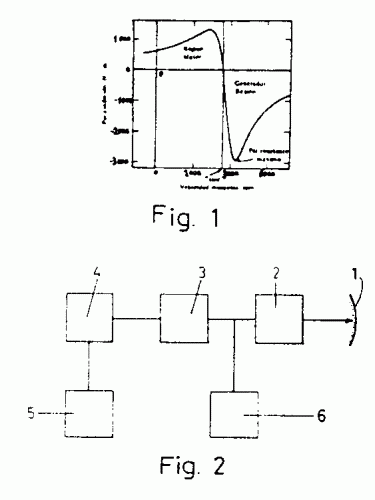
(01/06/1992). Ver ilustración. Solicitante/s: ECHEVARRIA PASCAL, JOSE JAVIER.
PERFECCIONAMIENTOS INTRODUCIDOS EN MAQUINA DE SOLDAR (DE LAS QUE CONSTAN DE UN CONJUNTO RECTIFICADOR, UN TRANSFORMADOR Y UN MOTOR GENERADOR) SEGUN LOS CUALES EL MOTOR GENERADOR MONTA UN CONTROL VARIADOR; CAPAZ DE HACER VARIAR, DE FORMA CONTINUA, EL REGIMEN DE GIRO DEL MOTOR Y EL TRANSFORMADOR ES REGULABLE MEDIANTE UN ALTERNADOR ASINCRONIZADO, DE VELOCIDAD VARIABLE, CON LO QUE SE OBTIENE, EN ULTIMA INSTANCIA, UNA INTENSIDAD VARIABLE DE FORMA CONTINUA Y DEL VALOR DESEADO EN CADA CASO, SIN MAS QUE VARIAR EL REGIMEN DE GIRO DEL MOTOR. DE APLICACION EN MAQUINAS DE SOLDAR.
SISTEMA DESCONECTADOR PARA MAQUINAS DE SOLDAR ELECTRICAS.
(16/12/1991). Ver ilustración. Solicitante/s: URRUTIA ECEIZA, M. JESUS.
SISTEMA DESCONECTADOR PARA MAQUINAS DE SOLDAR ELECTRICAS. ESTE SISTEMA TIENE COMO FIN QUE AL CESAR EN EL TRABAJO DE SOLDADURA, DURANTE UN TIEMPO REGULADO POR UN TEMPORIZADOR, SE BLOQUEEN UNOS TIRISTORES DESCONECTANDOSE LA MAQUINA AUTOMATICAMENTE POR SI MISMA. LA MAQUINA SE MANTIENE DESCONECTADA HASTA QUE AL TOCAR CON EL ELECTRODO DE LA PINZA LA MASA , LOS TIRISTORES SE DESBLOQUEAN FUNCIONANDO SIN MAS LA MAQUINA NORMALMENTE.
MAQUINA DE SOLDADURA DE COSTURA DE RESISTENCIA.
(16/07/1990). Solicitante/s: ELPATRONIC AG. Inventor/es: FREI, MATTHIAS, MUELLER, WILLI, SUTTER, WERNER.
SE DESCRIBE UNA MAQUINA DE SOLDADURA DE COSTURA DE RESISTENCIA, ESPECIALMENTE PARA SOLDADURAS DE COSTURAS LONGITUDINALES DE TRONCOS DE LATAS EN QUE EN EL FILO SECUNDARIO SE FORMAN UNA CONDUCCION ANTERIOR Y UNA POSTERIOR EN PARTE COMO CONDUCCION DOBLE Y EN LA PARTE TOTAL RESTANTE (18A, 18B, 18C, 20, 24, 26) COMO EN LA CONDUCCION ESENCIALMENTE COAXIAL. LA PERDIDA DE TENSION QUE SE PRESENTA EN EL FILO SECUNDARIO ENTRE EL TRANSFORMADOR DE SOLDAR Y EL PUNTO DE SOLDADURA Y LA PERDIDA DE CALOR EN LAS PARTES DE LA MAQUINA PROXIMAS AL FILO SECUNDARIO SE DISMINUYE CONSIDERABLEMENTE EN BASE A ESTA FORMACION DE CONDUCCION ANTERIOR Y POSTERIOR.
PROCEDIMIENTO Y DISPOSICION PARA LA REGULACION DEL PROCESO DE SOLDADURA EN UNA MAQUINA DE SOLDADURA POR RESISTENCIA.
(01/10/1988) SE DESCRIBE UN PROCEDIMIENTO Y UNA DISPOSICION PARA LA REGULACION DEL PROCESO DE SOLDADURA EN UNA MAQUINA DE SOLDADURA POR RESISTENCIA POR EXPLORACION DE LA CORRIENTE DE SOLDADURA Y CONTROL DEL TIEMPO DE SOLDADURA. UN PRIMER INTEGRADOR DETERMINA LA ENERGIA NOMINAL TOTAL A SUMINISTRAR A UN PUNTO DE SOLDADURA DE UNA CORRIENTE DE SOLDADURA NOMINAL PREESTABLECIDA POR MEDIO DE UN GENERADOR DE FUNCION Y UN TIEMPO DE SOLDADURA PREESTABLECIDO. UNA INSTALACION DE INTEGRACION UNIDA CON LA SONDA PARA LA CORRIENTE DE SOLDADURA DETERMINA LA ENERGIA REAL SUMINISTRADA. UN COMPARADOR COMPARA LA ENERGIA NOMINAL TOTAL CON LA ENERGIA REAL, PARA DESCONECTAR LA CORRIENTE DE SOLDADURA POR MEDIO DE UN MODULO DE ARRANQUE/PARADA CON IGUALDAD DEL VALOR NOMINAL©VALOR REAL. DE ESTA FORMA SE COMPENSAN…
{kind=link}
{kind=link}
{kind=link}
{kind=link}