CIP-2021 : B23K 11/087 : para juntas rectilíneas.
CIP-2021 › B › B23 › B23K › B23K 11/00 › B23K 11/087[2] › para juntas rectilíneas.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
B23K 11/087 · · para juntas rectilíneas.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y dispositivo para la soldadura de costura con roldana de cuerpos de recipiente.
(01/02/2017). Solicitante/s: SOUDRONIC AG. Inventor/es: MULLER, WILLI, DIETERICH,DANIEL.
Procedimiento para la soldadura de costura con roldana de los cantos colocados de manera solapada o borde con borde de una sucesión de piezas en bruto de cuerpo de recipiente , con lo que se forma una sucesión de cuerpos de recipiente, en el que durante la soldadura de una pieza en bruto de cuerpo de recipiente se detecta y evalúa en cada caso al menos un parámetro de soldadura relevante para la calidad de soldadura,
caracterizado por que
- en al menos un cuerpo de recipiente de la sucesión de cuerpos de recipiente la costura de soldadura generada previamente se somete a una segunda soldadura de costura con roldana,
- en el que la fuerza de soldadura de la segunda soldadura se ajusta en función del al menos un parámetro de soldadura detectado.
PDF original: ES-2618279_T3.pdf
Procedimiento y dispositivo de soldadura para la determinación de la intensidad de la corriente de soldadura al soldar marcos de recipientes.
(18/01/2017). Solicitante/s: SOUDRONIC AG. Inventor/es: ZIEGLER,PATRICK.
Procedimiento para la determinación de la intensidad de corriente de soldadura a emplear para la soldadura eléctrica de costuras de resistencia a tope por costura de soldaduras de solapamiento de marcos de recipiente sucesivos, caracterizado por que se suelda al menos un marco de prueba con una intensidad de corriente de soldadura que disminuye y aumenta durante la soldadura de la costura, determinándose la zona de la costura en la que la intensidad de corriente de soldadura ha sido eficaz.
PDF original: ES-2612924_T3.pdf
Procedimiento y dispositivo de soldadura para determinar la corriente eléctrica de soldadura a aplicar durante la soldadura de engastes de envases.
(14/12/2016). Solicitante/s: SOUDRONIC AG. Inventor/es: ZIEGLER,PATRICK.
Procedimiento para determinar la corriente de soldadura a aplicar durante la soldadura de costuras con resistencia de engastes de envases sucesivos, que presentan una anchura de solape, que se modifica a lo largo de la costura, en el que se suelda al menos un engaste de prueba con intensidad de la corriente de soldadura decreciente o creciente durante la soldadura de su costura, en el que la intensidad de la corriente de soldadura se selecciona mayor cuando aumenta la anchura de solape y menos cuando disminuye el solape de soldadura y en el que se determina qué intensidad de la corriente de soldadura se aplica allí sobre la costura y en el que a través de ensayo mecánico y/u óptico del engaste de prueba se determina un desarrollo decreciente o creciente de la corriente de soldadura, que proporciona una soldadura correcta de la costura tanto cuando aumenta la anchura de solape como también cuando se reduce la anchura de solape.
PDF original: ES-2615335_T3.pdf
Cabeza de rodillo para una máquina de soldadura por resistencia con canales de refrigerante en el interior de una caja de cojinete; máquina de soldadura de costuras por resistencia con esta cabeza de rodillo; procedimiento de soldadura de costuras por resistencia de cascos de botes.
(13/07/2016). Solicitante/s: SOUDRONIC AG. Inventor/es: DIETRICH,DANIEL.
Cabeza de rodillo para una máquina de soldadura de costuras por resistencia, que comprende un estator , un rodillo de electrodo que está montado de manera giratoria como rotor en el estator por medio de rodamientos (16, 16'), para lo cual están previstas unas cajas interiores de cojinete (20, 20') unidas con el rotor y una cajas exteriores de cojinete (18, 18') unidas con el estator , un dispositivo de transmisión de corriente por contactos deslizantes que está dispuesto entre el estator y el rotor, y unos canales para conducir un refrigerante a través del estator, el rotor y las cajas interiores de cojinete (20, 20'), caracterizada por que están previstos también en el interior de las cajas exteriores de cojinete (18, 18') unos canales de refrigerante (2, 2', 3, 4, 4') que están en unión de fluido con unos canales del estator.
PDF original: ES-2584854_T3.pdf
Método y sistema para soldar partes juntas utilizando un proceso de soldadura con recalcado por resistencia.
(29/06/2016) Un método para soldar partes soldables juntas, por ejemplo para soldar objetos anulares, en donde las partes (1A, 1B) se someten a un proceso de soldadura térmica para hacer que las partes (1A, 1B) fluyan juntas en superficies de contacto (S), en donde el proceso de soldadura (W) depende de una cantida de parámetros de entrada, que comprende una presión ejercida sobre las partes que se van a soldar y una corriente de calentamiento cargada a través de las partes (1A, 1B), en donde una cantidad de parámetros de salida del proceso de soldadura, por ejemplo una temperatura de soldadura y un desplazamiento de las partes (1A, 1B), depende de los parámetros de entrada, en donde, durante el proceso de soldadura (W), por lo menos se determina…
Procedimiento para fabricar una pieza de chapa compuesta con zona metálica; herramienta de conformación correspondiente.
(23/03/2016) Procedimiento para la fabricación de una pieza de chapa compuesta con al menos una zona metálica a partir de una placa de chapa compuesta que presenta dos chapas de cubierta externas (4a) de metal y al menos una capa (4b) dispuesta entre las chapas de cubierta, de un plástico, en el que
- una placa de chapa compuesta se introduce en una herramienta de conformación (1, 1', 1"),
- en la herramienta de conformación (1, 1', 1") al menos una zona seleccionada de la placa de chapa compuesta se calienta de tal manera que la capa de plástico (4b) dispuesta entre las chapas de cubierta externas (4a) se ablanda,
- usando la herramienta de conformación (1, 1', 1") y aplicando fuerza sobre…
METODO PARA SOLDAR PRODUCTOS EN BANDAS DE ALEACION DE ALUMINIO.
(16/02/2007) Un método para unir por solapamiento dos o más productos de aleación de aluminio en forma de bandas, preferiblemente para un panel para automóvil o para un depósito de combustible, en el que los productos de aleación de aluminio en forma de bandas se mantienen juntos en un apilamiento con una capa de fusión entre ellos, al menos localmente, donde se va a formar la unión por solapamiento, y se hace pasar una corriente eléctrica de uno a otro producto de aleación de aluminio en forma de banda a través de la capa de fusión, por lo que el calor se disipa en el apilamiento fundiendo así, al menos localmente, la capa de fusión,…
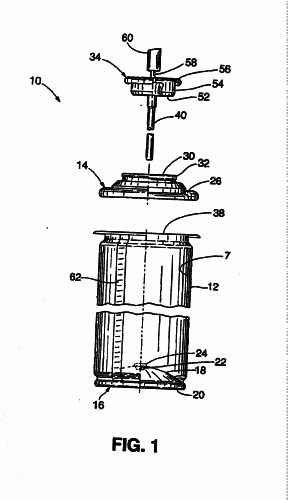
METODO PARA FABRICAR UN RECIPIENTE DISPENSADOR DE AEROSOLES.
(01/03/2005). Ver ilustración. Solicitante/s: U.S. CAN COMPANY. Inventor/es: GAPIHAN, JEAN.
Un método para producir un recipiente para aerosoles que comprende las operaciones de: proporcionar una chapa que incluye una capa metálica y una capa resistente a la corrosión en, al menos, una superficie de la capa metálica , estando la capa resistente a la corrosión en contacto íntimo con la capa metálica ; eliminar porciones de la capa resistente a la corrosión de la superficie de la capa metálica , de manera que la chapa tenga áreas expuestas en las que se ha retirado la capa resistente a la corrosión , curvar la chapa para solapar las capas expuestas respectivas; soldar las áreas expuestas solapadas; que se caracteriza porque las citadas porciones de la citada capa resistente a la corrosión se eliminan de la superficie de la capa metálica por medio de, al menos, un chorro de agua, en el que el chorro de agua tiene una presión de, aproximadamente, entre 2000-3000 bar.
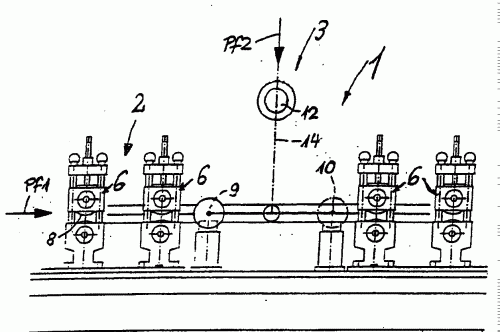
DISPOSITIVO DE SOLDADURA Y PROCEDIMIENTO PARA LA SOLDADURA LONGITUDINAL DE PERFILES DE MATERIAL DE BANDA METALICA.
(01/12/2003). Ver ilustración. Solicitante/s: DREISTERN-WERK MASCHINENBAU GMBH & CO. KG.
Dispositivo de soldadura para la soldadura longitudinal de perfiles , moldeados de material de banda metálica, con al menos una cabeza de soldadura y un dispositivo para el transporte continuo de un perfil a través de un dispositivo de soldadura, configurándose la cabeza de soldadura de modo que aplique un punto de soldadura en el perfil , transportado a través del dispositivo de soldadura, con el fin de crear un cordón de soldadura, caracterizado porque la cabeza de soldadura se configura con movimiento periódico para mover periódicamente el punto de soldadura hacia delante y hacia atrás a lo largo del cordón de soldadura en la dirección (Pf1) de avance del perfil.
(16/10/1998). Solicitante/s: UNOVA INDUSTRIAL AUTOMATION SYSTEMS, INC.. Inventor/es: BROWN, GERALD A., FAITEL, WILLIAM M.
UN MECANISMO DE FIJACION PARA FIJAR UNA PLACA A UNA BASE QUE CONSTA DE UN BRAZO QUE TIENE UNA CABEZA DE FIJACION EN UN EXTREMO Y UN MANGUITO QUE RECIBE DE FORMA DESLIZANTE AL BRAZO. EL MANGUITO SE ENCUENTRA MONTADO DE MODO QUE ROTE SOBRE UN EJE PERPENDICULAR AL BRAZO. HAY UN ACCIONADOR PARA HACER ROTAR AL MANGUITO DE UNA PRIMERA POSICION A UNA SEGUNDA POSICION EN LA QUE EL BRAZO QUEDA COLOCADO CON SU CABEZA UNA POSICION EN LA QUE FIJA LA PLACA A LA BASE Y PARA QUE EL BRAZO SE DESLICE A TRAVES DEL MANGUITO CUANDO EL MANGUITO SE ENCUENTRA EN LA SEGUNDA POSICION PARA ARRASTRAR LA CABEZA FIRMEMENTE HASTA QUE DE CONTRA LA PLACA Y FIJARLA A LA BASE.
{kind=link}
{kind=link}