CIP-2021 : B21B 17/14 : sin mandril.
CIP-2021 › B › B21 › B21B › B21B 17/00 › B21B 17/14[1] › sin mandril.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21B 17/00 hasta B21B 25/00: Métodos de laminado o laminadores especialmente concebidos para la fabricación o el tratamiento de tubos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 17/00 Laminado de tubos por cilindros cuyos ejes son prácticamente perpendiculares al eje de las piezas trabajadas, p. ej. laminado "axial".
B21B 17/14 · sin mandril.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de fabricación de un tubo de acero sin soldadura acabado en frío para un árbol de transmisión integralmente moldeado.
(05/11/2014) Un procedimiento de producción de un tubo de acero sin soldadura acabado en frío para un árbol de transmisión de tipo formado integralmente que usa una palanquilla en el que su composición química comprende: en % en masa: C: 0,30 a 0,38%, Si: 0,50% o menos, Mn: 0,30 a 2,00%, P: 0,025% o menos, S: 0,005% o menos, Cr: 0,15 a 1,0%, Al: 0,001 a 0,05%, Ti: 0,005 a 0,05%, N: 0,02% o menos, B: 0,0005 a 0,01%, y O (oxígeno): 0,0050% o menos, siendo el resto Fe e impurezas, y Beff definido por (1a) y (1b) anterior satisface 0,0001% o más, dado que Ti, N, y B están representados en términos de contenido (%), cuando N - 14 x Ti/47,9 ≥…
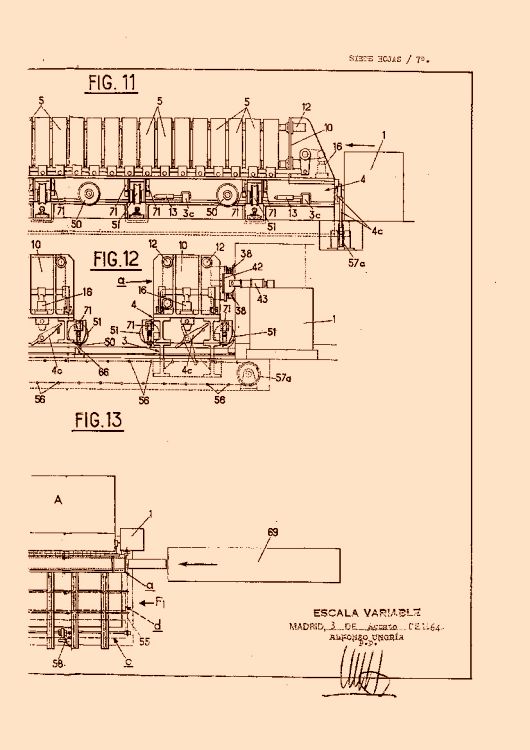
Estación de acabado de estructura variable para una máquina para la conformación de tubos.
(16/04/2014) Estación de acabado con estructura variable para una máquina para la conformación de tubos por curvado de una tira de chapa metálica, comprendiendo la estación dos placas (36, 36'), unidas integralmente entre sí y que deslizan a lo largo de dos soportes de guiado verticales , que soportan, como mínimo, una pluralidad de rodillos de conformación , caracterizada porque los rodillos de conformación están montados sobre zapatas deslizantes capaces de deslizar en guías radiales constituidas en las placas (36, 36'), siendo desplazadas las zapatas deslizantes que soportan los rodillos de conformación por palancas articuladas a las placas (36, 36') y conectadas entre sí por varillas de conexión , estando articuladas…
Tubo de acero sin costura acabado en frío para eje de transmisión y procedimiento de producción del mismo.
(30/10/2013) Un tubo de acero sin costura acabado en frío para un eje de transmisión, que presenta una composición de acero que comprende, en % en masa, C: 0,30-0,47%, Si: 0,50% o inferior, Mn: 0,50-2,00%, P: 0,20% o inferior, S: 0,005% o inferior y Al: 0,001-0,050%, siendo el resto Fe e impurezas, caracterizado porque presenta una resistencia a la tracción no inferior a 784 MPa y no superior a 950 MPa y la profundidad de cada pliegue en superficie interior que queda en la superficie interior del mismo, tal como se aprecia en una sección transversal perpendicular a la dirección longitudinal, no es más de 0,20 mm.
TUBO DE ACERO SOLDADO CON EXCELENTE HIDROFORMABILIDAD Y PROCEDIMIENTO PARA SU PRODUCCION.
(16/11/2005) Un tubo de acero soldado que tiene excelente capacidad de hidroformación y una resistencia a tracción de al menos 590 MPa, caracterizado porque dicho tubo de acero tiene una composición que comprende, sobre la base de porcentaje en masa: entre 0, 03 % y 0, 2 % de C; entre 0, 01 % y 1, 3 % de Si; entre 1, 0n% y 1, 5 % de Mn; entre 0, 01 % y 0, 05 % de P; entre 0, 01 % o menor de S; entre 0, 01 % y 1, 0 % de Cr; entre 0, 01 % y 0m04 % de Al; entre 0, 01 % y 0, 1 % de Nb; entre 0, 01 % y 0, 1 % de Ti; entre 0, 01 % y 0, 1 % de V; entre 0, 001 % y 0, 01 % de N; y que comprende opcionalmente al menos un grupo del Grupo A y el Grupo B, donde el Grupo A incluye al menos un elemento entre 0, 1 % y 1, 0 % de Cu, entre…
PROCEDIMIENTO PARA EL FUNCIONAMIENTO DE UN TREN LAMINADOR REDUCTOR DE DESBASTE Y TREN LAMINADOR REDUCTOR DE DESBASTE.
(01/07/2005). Ver ilustración. Solicitante/s: SMS MEER GMBH. Inventor/es: PEHLE, HANS JOACHIM, DR.
Procedimiento para el hidroformilado continuo de polialquilenos, esencialmente monoinsaturados, con 30 a 700 átomos de carbono, en el que: i) se obtiene un catalizador de carbonilo de cobalto con actividad de hidroformilado en ausencia de polialquilenos, a partir de un precursor de catalizador disuelto en una fase acuosa, ii) se hidroformilan los polialquilenos en una zona de reacción en presencia del catalizador de carbonilo de cobalto con gas de síntesis, iii) a partir de la descarga de la zona de reacción se separa el catalizador de carbonilo de cobalto bajo recuperación, al menos parcial, del precursor de catalizador, y se devuelve al precursor de catalizador en el paso i).
PROCEDIMIENTO PARA EL LAMINADO DE TUBOS CON UN TREN DE LAMINACION REDUCTOR POR ESTIRADO DE CAJAS MULTIPLES SIN MADRILES DE TRANSPORTE.
(01/05/2004). Ver ilustración. Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: THIEVEN, PETER DR.ING.
LA INVENCION SE REFIERE A UNA LAMINADORA REDUCTORA SIN MANDRIL DE EQUIPACION MULTIPLE CON UNA CALIBRACION DE RODILLOS PARA EL CONJUNTO DE RODILLOS, QUE SE COMPONE RESPECTIVAMENTE DE TRES RODILLOS CON UN MOLDE DE CALIBRACION, QUE ACTUA CONTRA UN DIAMETRO EXTERIOR TUBULAR NO REDONDEADO Y TENIENDO EN CUENTA LAS MODIFICACIONES DE FORMA EN SECCION TRANSVERSAL DEL TUBO. CON ELLO LOS ULTIMOS CALIBRES (CALIBRE DE FABRICACION) DE LA LAMINADORA REDUCTORA SON AUMENTADOS LOCALMENTE EN LAS PARTES PERIMETRICAS, EN DONDE SE DESVIAN DEL DIAMETRO TUBULAR ESPERADO DEL TUBO CIRCULANTE CON RESPECTO AL VALOR TEORICO HACIA ADENTRO Y SE REDUCE LOCALMENTE EN LOS LUGARES PERIFERICOS, EN DONDE SE DESVIA HACIA ABAJO EL DIAMETRO ESPERADO DE LA MEDIDA TEORICA.
Procedimiento para minimizar los extremos más gruesos durante la laminación de tubos en una instalación de laminación reductora por estiramiento.
(16/03/2003) Procedimiento para minimizar los extremos más gruesos durante la laminación de tubos en una instalación de laminación reductora por estiramiento, por medio de un cambio temporal del par de giro de cajas de laminación accionadas individualmente al pasar el comienzo del tubo o el final del tubo por la instalación de laminación reductora por estiramiento de manera que se laminan los extremos de tubo con relaciones de velocidades de laminación mayores que las estacionarias, caracterizado porque entre las relaciones de velocidad estacionarias y las aumentadas se ajustan relaciones de velocidad menores que las estacionarias. -------- -------------------------------- Leyenda de las figuras: Fig. 1 Walzendrehzahlen…
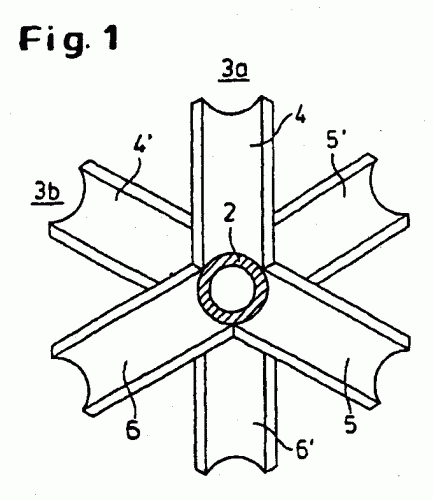
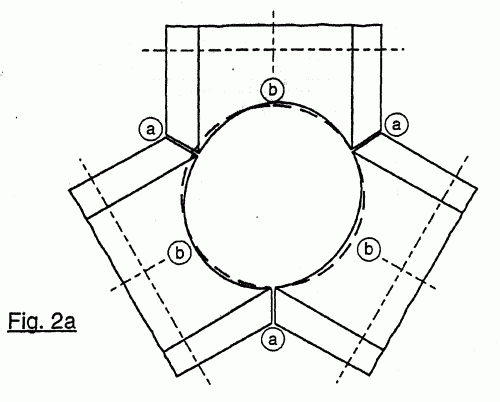
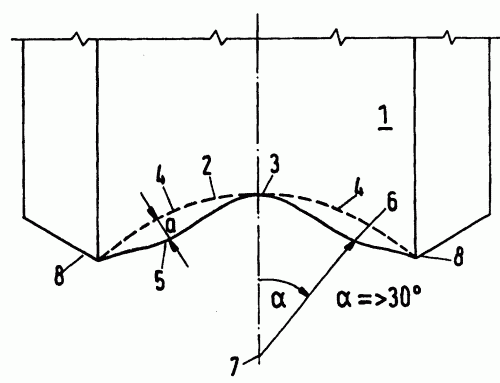
CALIBRACION DE CILINDROS PARA UN TREN DE LAMINACION REDUCTOR DE TUBOS.
(16/06/1999). Ver ilustración. Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: PEHLE, HANS JOACHIM, DR., THIEVEN, PETER.
LA INVENCION SE REFIERE AL CALIBRADO DE RODILLOS DE LOS JUEGOS DE RODILLOS QUE CONSTAN CADA UNO DE TRES RODILLOS EN UN LAMINADOR REDUCTOR DE TUBOS DE VARIOS PUESTOS SIN MANDRILES. PARA MEJORAR EL CALIBRADO DE LOS TUBOS Y CONSEGUIR UNA INFLUENCIA LOCAL SOBRE EL FLUJO DE MATERIAL EN EL TUBO DE MANERA QUE TENGA LUGAR UN ENGROSAMIENTO LOCAL DE LA PARED DEL TUBO MAS PEQUEÑA EN PUNTOS CRITICOS A LO LARGO DE LA PERIFERIA DEL TUBO DURANTE LA REDUCCION, LA INVENCION PROPONE QUE EL TAMAÑO (A) DE LA CURVATURA PRELIMINAR (B) DE LOS FLANCOS DE CALIBRE AUMENTE EN CANTIDADES CONSTANTES O EN TANTOS POR CIENTO IGUALES AL MENOS EN VARIOS JUEGOS DE RODILLOS SUCESIVOS EN EL SENTIDO DEL LAMINADO.
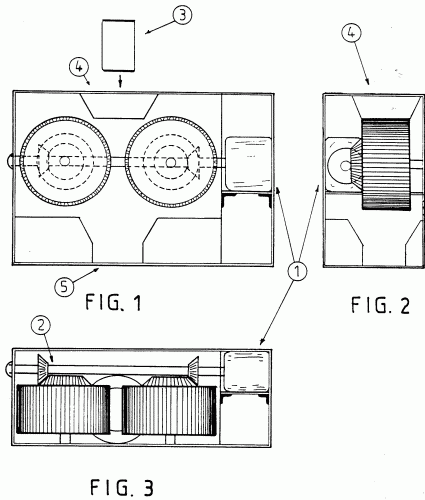
COMPACTADOR DE LATAS Y ENVASES DE USO DOMESTICO.
(01/05/1992). Ver ilustración. Solicitante/s: CARDENES DOMINGUEZ, JUAN CARLOS.
COMPACTADOR DE LATAS Y ENVASES DE USO DOMESTICO, CARACTERIZADO POR EL HECHO DE CONTAR CON DOS RODILLOS DENTADOS SOBREDIMENSIONADOS PARA RESISTIR TENSIONES DE APLASTAMIENTO, Y ENTRE LOS CUALES SE HACEN PASAR ENVASES CILINDRICOS, SIENDO APLASTADOS. LOS RODILLOS SE MUEVEN EN SENTIDO INVERSO ENTRE SI, DEBIDO A UN SISTEMA DE ENGRANAJES CONICOS DE DIENTES RECTOS, TRANSMITIDO POR UN ARBOL DE ENGRANAJES, QUE A SU VEZ ES MOVIDO POR UN MOTOR ELECTRICO O POR UNA MANIVELA.
TREN DE LAMINACION Y PROCEDIMIENTO PARA REDUCIR POR ESTIRAJE TUBOS.
(16/08/1987). Solicitante/s: KOCKS TECHNIK GMBH & CO.
TREN DE LAMINACION Y PROCEDIMIENTO PARA REDUCIR TUBOS POR ESTIRADO. EL ESTIRADO DE TUBOS SE LLEVA A CABO CON VARIOS ARMAZONES DE LAMINACION COLOCADOS CERCA UNO DETRAS DE OTRO. SON ACCIONADOS MEDIANTE UN GRUPO DE ACCIONAMIENTO , ESTANDO LOS ARMAZONES DE LAMINACION, O AL MENOS UNA PARTE DE ELLOS, DIVIDIDOS EN GRUPOS Y LIMITANDO A LOS GRUPOS UNOS ARBOLES DE ACCIONAMIENTO QUE ACTUAN DIRECTAMENTE. LOS ASIENTOS DE ARMAZON SITUADOS ENTRE ESTOS ARBOLES SON ACCIONADOS A TRAVES DE ESCALONES DE ENGRANAJES DIFERENCIALES , QUE EN CADA CASO COMPRENDEN DOS NUMEROS DE REVOLUCIONES, QUE SE DERIVAN A TRAVES DE SERIES DE RUEDAS DENTADAS DESDE LOS ARBOLES LIMITADORES DE ACCIONAMIENTO.
UN TREN LAMINADOR-REDUCTOR.
(16/01/1965). Ver ilustración. Solicitante/s: SOCIETE DE CONSTRUCTIONS DE MONTBARD.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}