11 patentes, modelos y diseños de KOCKS TECHNIK GMBH & CO
BLOQUE LAMINADOR PARA LA LAMINACION DE ALAMBRE, BARRAS, TUBOS O PRODUCTO LAMINADO METALICO PLANO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2002). Ver ilustración. Inventor/es: MICHAELY,KLAUS, WEINGARTNER,HARRY. Clasificación: B21B1/16.
Bloque laminador para la laminación de alambre, barras, tubos o producto laminado metálico plano con varias cajas laminadoras intercambiables, dispuestas estrechamente en serie en una línea de laminación, cada una de las cuales posee varios cilindros, que están soportadas por un común o varios marcos en forma de C, en el que o en los que para cada caja laminadora están previstos un engranaje distribuidor, árboles de unión, engranaje inversor y árboles accionados para el accionamiento de los cilindros. Al menos uno, preferentemente todos los escalones de engranaje entre engranaje distribuidor y árbol de unión y entre engranaje inversor y árbol de unión, deben estar configurados como dentados de ruedas planas, para obtener así un bloque laminador más pequeño, más fácil de fabricar.
BLOQUE DE LAMINACION PARA LAMINAR ALAMBRE, VARILLAS, TUBOS O PRODUCTOS LAMINADOS METALICOS PLANOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2002). Ver ilustración. Inventor/es: WEINGARTNER,HARRY, BINDERNAGEL,ALI. Clasificación: B23B13/08.
Bloque de laminación para laminar alambre, varillas, tubos o productos laminados metálicos planos, con un número determinado de cajas de laminación intercambiables dispuestas juntas una tras otra en una línea de laminación, cada una de las cuales posee varios cilindros, y que están sujetas por varios bastidores en forma de C situados juntos uno tras otro. Para configurar el bloque de laminación según el principio de construcción modular y con ello adaptable en gran medida a cada exigencia, este posee un número de bastidores en forma de C correspondiendo a su número máximo de cajas de laminación, en cuyo lado de accionamiento se encuentra, a distancia de los mismos, una carcasa de montante común en cuyo lado delantero están fijados engranajes intermedios, y en cuyo lado posterior van fijados motores de accionamiento acoplados con los engranajes, siendo todos ellos intercambiables por separado.
PROCEDIMIENTO E INSTALACION DE LAMINACION PARA FABRICAR TUBOS SIN COSTURA.
(16/04/1988) EL INVENTO SE REFIERE A UN PROCEDIMIENTO, UNA INSTALACION DE LAMINACION Y UN TREN DE LAMINACION TRANSVERSAL PARA LA FABRICACION DE TUBOS SIN COSTURA. PARA ELLO, UN BLOQUE ES CALENTADO A LA TEMPERATURA DE LAMINACION, PUNZONADO PASANTE EN DIRECCION LONGITUDINAL, ESTIRADO PARA FORMAR UN TOCHO TUBULAR Y LAMINADO PARA FORMAR UN TUBO ACABADO. EL OBJETO DEL INVENTO CONSISTE EN REALIZAR EL ESTIRADO DEL BLOQUE HUECO PARA FORMAR EL TOCHO TUBULAR EN VARIOS PASOS, PERO SIN EMBARGO SIMULTANEAMENTE EN EL MISMO BLOQUE HUECO, A SABER CON AYUDA DE UN PROCEDIMIENTO DE LAMINACION TRANSVERSAL. SE EMPLEA PARA ELLO UNA INSTALACION DE LAMINACION DE TIPO NUEVO, QUE RESULTA SIN HORNO DE RECALENTAMIENTO ANTES DEL LAMINADO DE ACABADO Y QUE EMPLEA UN TREN DE LAMINACION…
TREN DE LAMINACION Y PROCEDIMIENTO PARA REDUCIR POR ESTIRAJE TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1987). Clasificación: B21B17/14.
TREN DE LAMINACION Y PROCEDIMIENTO PARA REDUCIR TUBOS POR ESTIRADO. EL ESTIRADO DE TUBOS SE LLEVA A CABO CON VARIOS ARMAZONES DE LAMINACION COLOCADOS CERCA UNO DETRAS DE OTRO. SON ACCIONADOS MEDIANTE UN GRUPO DE ACCIONAMIENTO , ESTANDO LOS ARMAZONES DE LAMINACION, O AL MENOS UNA PARTE DE ELLOS, DIVIDIDOS EN GRUPOS Y LIMITANDO A LOS GRUPOS UNOS ARBOLES DE ACCIONAMIENTO QUE ACTUAN DIRECTAMENTE. LOS ASIENTOS DE ARMAZON SITUADOS ENTRE ESTOS ARBOLES SON ACCIONADOS A TRAVES DE ESCALONES DE ENGRANAJES DIFERENCIALES , QUE EN CADA CASO COMPRENDEN DOS NUMEROS DE REVOLUCIONES, QUE SE DERIVAN A TRAVES DE SERIES DE RUEDAS DENTADAS DESDE LOS ARBOLES LIMITADORES DE ACCIONAMIENTO.
PROCEDIMIENTO PARA LA LAMINACION CONTROLADA DE VARILLAS O ALAMBRES DE ACERO ALEADOS, EN ESPECIAL DE ACEROS AUSTENITICOS.
Sección de la CIP Química y metalurgia
(16/01/1987). Clasificación: C21D8/06.
PROCEDIMIENTO PARA LA LAMINACION CONTROLASDA DE VARILLAS O ALAMBRES DE ACERO ALEADOS, EN ESPECIAL DE ACEROS AUSATENITICOS. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UN TREN DE LAMINACION CONSISTENTE EN VARIOS BASTIDORES, EN EL CUAL SE VAN A LAMINAR LAS VARILLAS O LOS ALAMBRES DE ACERO ALEADOS; SEGUNDA, LA TEMPERATURA DE LAMINACION ES AJUSTADA A UN VALOR PREFIJADO DETRAS DE CADA BASTIDOR, POR ENFRIAMIENTO O CALENTAMIENTO FORZOSOS, AL OBJETO DE HACER POSIBLE UNA LAMINACION A TEMPERATURAS O DIFERENCIAS DE TEMPERATURAS DETERMINADAS, ENTRE LA SUPERFICIE Y EL NUCLEO DEL MATERIAL QUE SE LAMINA; Y POR ULTIMO, EL MATERIAL LAMINADO SE DEFORMA CON UN RENDIMIENTO DE ESTIRAMIENTO DE, AL MENOS, UN 75%.
INSTALACION DE ENFRIAMIENTO PARA ENFRIAR ALAMBRE EN ESTADO CALIENTE DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1983). Clasificación: B21C47/26.
INSTALACION DE ENFRIAMIENTO PARA ENFRIAR ALAMBRE EN ESTADO CALIENTE PROCEDENTE DE LAMINACION.CONSTA DE UN TUBO DE GUIA PARA ALIMENTAR ALAMBRE ; DE UN COLOCADOR DE ESPIRAS QUE DEPOSITA EL ALAMBRE EN ESPIRAS EXTENDIDAS Y SOLAPADAS ENTRE SI; DE UN PUESTO FORMADOR DE ROLLOS QUE RECOGE LAS ESPIRAS CERCA DEL COLOCADOR DE ESPIRAS , ESTANDO PROVISTO DICHO PUESTO FORMADOR DE ROLLOS DE MANDRILES , CUBETAS, DEVANADERAS O CESTAS PARA LAS ESPIRAS DE ALAMBRE, LOS CUALES PUEDEN DESPLAZARSE O BASCULAR SELECTIVAMENTE A LA POSICIONDE RECOGIDA; Y DE UNA INSTALACION TRANSPORTADORA QUE TRANSPORTA Y ENFRIA LAS ESPIRAS.
"INSTALACION PARA LA FABRICACION DE TUBOS SIN COSTURA".
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1983). Clasificación: B21C1/26.
INSTALACION PARA LA FABRICACION DE TUBOS SIN COSTURA. COMPRENDE UN EQUIPO DE ALARGAMIENTO PREVIO QUE FORMA PIEZAS EN BRUTO PARA TUBOS, A CONTINUACION DEL CUAL SE ENCUENTRA UNA DISPOSICION PARA INSERTAR UNA BARRA DE MANDRIL EN DICHAS PIEZAS EN BRUTO. POSTERIORMENTE EXISTE UN BANCO DE ESTIRADO DE ACABADO , EQUIPADO CON CALIBRES DE AISLAMIENTO Y CON CALIBRES DE ALARGAMIENTO QUE PUEDEN APLICARSE SILMULTANEAMENTE.
DISPOSICION DE TRAMO DE REFRIGERACION PARA ENFRIAR ALAMBRE LAMINADO EN CALIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1980). Clasificación: B21B45/02.
TRAMO DE REFRIGERACION POR LIQUIDO PARA ENFRIAR ALAMBRE LAMINADO EN CALIENTE, QUE IMPIDE QUE EL ALAMBRE SE DOBLE, INCLUSO A ELEVADAS VELOCIDADES DE PASO. EL TRAMO DE REFRIGERACION , DE ESTRUCTURA TUBULAR, DE UNA LONGITUD APORXIMADA DE 30 METROS, VA COLOCADO A LA SALIDA DE UN TREN DE LAMINACION DE ALAMBRE EN CALIENTE. EL LIQUIDO REFRIGERANTE SE HACE ACTUAR SOBRE EL ALAMBRE. LA CARACTERISTICA PRINCIPAL DE ESTE TRAMO DE REFRIGERACION ES SU INCLINACION HACIA ABAJO, RESPECTO A LA HORIZONTAL, CON UN ANGULO ALFA IGUAL O MAYOR A 3G. LA SALIDA DEL TREN DE LAMINACION EN SU ULTIMA PARTE TAMBIEN DEBE ESTAR INCLINADA HACIA ABAJO. EL ANGULO DE INCLINACION ALFA DEPENDE DE MUCHOS FACTORES, ENTRE ELLOS ESTAN LOS CONDICIONAMIENTOS DE LOS LOCALES DE INSTALACION.
UNA DISPOSICION DE SECCION DE ENFRIAMIENTO PARA ENFRIAR ALAMBRE CALIENTE DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1980). Clasificación: B21C47/26.
DISPOSITIVO PARA ENFRIAR ALAMBRE CALIENTE DE LAMINACION. EL COLOCADOR DE ESPIRAS VA COLOCANDO EL ALAMBRE EN LA INSTALACION DE TRANSPORTE , EN LA CUAL SE ENFRIA POR AIRE, PUDIENDOSE HACER DISTINTOS RECORRIDOS DE TRANSPORTE PARA ENFRIARLO DE ACUERDO A LAS CARACTERISTICAS DEL METAL LAMINADO. LAS ESPIRAS LLEGAN, POR LA INSTALACION DE TRANSPORTE , AL PUESTO DE FORMACION DE ROLLOS , TRAS EL CUAL LOS ROLLOS SE PUEDEN ENFRIAR AL AIRE, POR LA VIA DE GANCHOS , O EN UNA CAMARA DE MANTENIMIENTO DE CALOR.
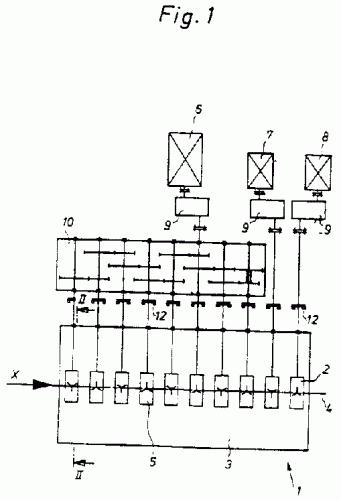
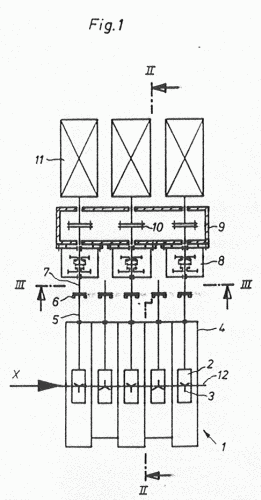
TREN DE LAMINACION CONTINUA PARA EL LAMINADO EN CALIENTE DE ALAMBRE O VARILLAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1980). Clasificación: B21B1/18.
TREN DE LAMINACION CONTINUA EN CALIENTE, DE ALAMBRE O VARILLA. CARACTERIZADO PORQUE LA ENTRADA DEL TREN DE LAMINACION ESTA HECHO CON BUCLES O CAMBIO DE SENTIDO Y LA SALIDA DEL TREN CONSISTE EN AL MENOS UN BLOQUE DE LAMINACION DE VARIOS BASTIDORES, EN EL QUE EL MATERIAL A LAMINAR ENTRA LIBRE DE TRACCIONES Y PRESIONES POR MEDIO DE UN BUCLE DE MATERIAL DE LAMINACION REGULABLE, ANTEPUESTO AL BLOQUE DE LAMINACION (2 A 9) ANTES DE PASAR A LOS BASTIDORES DEL BLOQUE . USADO PARA OBTENER ALAMBRE O VARILLA POR LAMINACION.
DISPOSICION DE AJUSTE PARA LA REGULACION DEL GRADO DE ESTIRAMIENTO GLOBAL DE UN LAMINADOR.REDUCTOR CON ESTIRAMIENTO.
(16/06/1980) Disposición de ajuste para la regulación del grado de estiramiento global de un laminador reductor con estiramiento de muchas cajas para la reducción por estiramiento de tubos, con el cual, para conseguir un espesor de pared terminado de tubo permanente y deseado, se puede ajustar el grado de estiramiento en función de mediciones efectuadas por el lado de entrada de los espesores medios de pared de los tubos, caracterizada porque está prevista una unidad calculadora, la cual a partir de los espesores de pared y de los diámetros exteriores, tanto de los tramos de tubo realmente entrantes como también de los tramos de tubo terminados deseados, calcula discontinuamente los estiramientos nominales, y a partir de las velocidades…
{kind=link}
{kind=link}