Estación de acabado de estructura variable para una máquina para la conformación de tubos.
Estación de acabado (1) con estructura variable para una máquina para la conformación de tubos por curvado de una tira de chapa metálica,
comprendiendo la estación dos placas (36, 36'), unidas integralmente entre sí y que deslizan a lo largo de dos soportes de guiado verticales (44), que soportan, como mínimo, una pluralidad de rodillos de conformación (29), caracterizada porque los rodillos de conformación (29) están montados sobre zapatas deslizantes capaces de deslizar en guías radiales (30) constituidas en las placas (36, 36'), siendo desplazadas las zapatas deslizantes que soportan los rodillos de conformación (29) por palancas (32) articuladas a las placas (36, 36') y conectadas entre sí por varillas de conexión (34), estando articuladas dos de las varillas de conexión (34) a palancas (35) que a su vez están articuladas a las placas (36, 36') y que son adecuadas para su fijación al suelo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09169385.
Solicitante: OLIMPIA 80 SRL.
Nacionalidad solicitante: Italia.
Dirección: VIA ROMA 87 27020 BORGO SAN SIRO PV ITALIA.
Inventor/es: TRAVINI, VITTORIO, Bosoni,Riccardo.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B17/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 17/00 Laminado de tubos por cilindros cuyos ejes son prácticamente perpendiculares al eje de las piezas trabajadas, p. ej. laminado "axial". › sin mandril.
- B21B31/28 B21B […] › B21B 31/00 Estructura de las cajas de laminadores; Montaje, regulación o cambio de cilindros, de los soportes de cilindros o de los chasis. › por medio de mecanismos con palancas articuladas.
- B21C37/08 B21 […] › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › Fabricación de tubos a base de juntas soldadas.
- B21C37/30 B21C 37/00 […] › Acabado de tubos, p. ej. calibrado, pulido.
- B21D5/12 B21 […] › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › utilizando rodillos de conformación.
PDF original: ES-2478246_T3.pdf
Descripción:
E09169385
DESCRIPCIÓN
Estación de acabado de estructura variable para una máquina para la conformación de tubos La presente invención se refiere a una estación de acabado, de acuerdo con el preámbulo de la reivindicación 1. Esta estación de acabado se da a conocer, por ejemplo, en el documento US-A-5607098.
Las máquinas para la conformación de tubos por curvado continuo de una tira de chapa metálica son bien conocidos en la técnica y comprenden, en serie entre sí, una pluralidad de estaciones de conformación en las que la tira de chapa metálica es curvada progresivamente mediante pares de rodillos de conformación para formar el tubo, comprendiendo, como mínimo, una estación de acabado, unos rodillos de conformación que juntan los bordes de la tira de chapa metálica curvada para â??cerrarâ?? el tubo que consiste en la tira de chapa metálica curvada y una estación de soldadura para los bordes del tubo â??cerradoâ?? mediante, como mínimo, una estación de acabado.
De manera típica, el ángulo en el centro de la tira de chapa metálica curvada es de 300º -320º a la salida de la pluralidad de estaciones de conformación y de unos 360º a la salida de la, como mínimo, una estación de acabado.
Las estaciones de acabado de la técnica anteriormente conocida comprenden un soporte que soporta los rodillos de conformación que actúan sobre la superficie externa de la tira de chapa metálica curvada a efectos de acercar los bordes de dicha tira y medios capaces de impedir la rotación del tubo que está siendo conformado.
Estas máquinas de acabado de la técnica anteriormente conocida tienen el inconveniente de hacer necesaria la sustitución de los rodillos de conformación cuando se desea (o es necesario) cambiar el diámetro del tubo producido, y ello conduce a pérdidas de tiempo de máquina más o menos largas, que reducen la productividad de la instalación.
Es objetivo de la presente invención conseguir una estación de acabado de estructura variable que no tiene el inconveniente de las estaciones de acabado de la técnica anterior, dado que permite que los tubos que tienen un diámetro dentro de un rango de valores predeterminado, sean acabados sin tener que sustituir los rodillos de conformación.
Este objetivo es conseguido por medio de una estación de acabado de estructura variable que tiene las características indicadas en la reivindicación independiente 1.
Otras características ventajosas de la invención constituyen la materia de las reivindicaciones dependientes.
Una estación de acabado realizada de acuerdo con la invención comprende dos placas, integrales una con otra, que deslizan a lo largo de dos soportes de guía verticales, que soportan una pluralidad de rodillos de conformación de giro libre, montados sobre zapatas capaces de deslizar en guías radiales constituidas en dichas placas y, preferentemente, otro rodillo de conformación de giro libre fijado al suelo.
Las zapatas que soportan los rodillos de conformación son desplazadas por palancas articuladas a las placas, que están conectadas entre sí mediante varillas de conexión; dos de las varillas de conexión están articuladas a dos palancas, articuladas también en las placas, fijadas al suelo.
En la parte interna de cada uno de los dos rodillos de conformación situados en la parte superior de las placas, está formada una cuchilla de disco para controlar la posición de los bordes de la tira curvada de chapa metálica durante la operación de acabado.
La invención se describirá a continuación con referencia a una realización de la misma, que tiene simplemente carácter de ejemplo (y por lo tanto, no es limitativa) , que se ha mostrado en las figuras adjuntas, en las que:
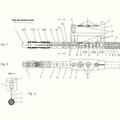
La figura 1 muestra esquemáticamente una vista frontal (figura 1a) y una vista en perspectiva (figura 1b) de una estación de acabado realizada de acuerdo con la invención;
La figura 2 muestra esquemáticamente la estación de acabado de la figura 1b sin la placa frontal;
La figura 3 muestra esquemáticamente una vista lateral de la estación de acabado de la figura 1.
En las figuras adjuntas, las partes correspondientes serán identificadas con los mismos numerales de referencia.
La figura 1 muestra esquemáticamente una vista frontal (figura 1a) y una vista en perspectiva (figura 1b) de una estación de acabado 1 realizada de acuerdo con la invención, que comprende las placas 36 y 36â?, unidas integralmente entre sí, y susceptibles de deslizar a lo largo de dos soportes de guía 44, que soportan una serie de rodillos de conformación de giro libre 29 montados sobre zapatas capaces de deslizar en guías radiales 30 formadas en las placas 36 y 36â? y un rodillo de conformación de giro libre 40 situado en la parte inferior de las placas 36 y 36â?, 2 5
E09169385
que desliza en un asiento formado en dichas placas, que está fijado al suelo, preferentemente por medio de soportes 39.
En las figuras 1 y 2, solamente uno de los rodillos de conformación 29 y solamente una de las guías radiales 30 han sido designadas con los numerales de referencia correspondientes, a efectos de simplicidad de la representación gráfica.
Las placas 36 y 36â? comprenden ventajosamente, como mínimo, un par de zapatas 42 (dos pares en las figuras adjuntas) que deslizan, como mínimo, en un par de guías 43 (dos pares en las figuras adjuntas) formadas en los soportes de guía verticales 44.
En la parte interna de cada uno de los rodillos de conformación 29 situada en la parte superior de las placas 36 y 36â? está conformada una cuchilla en forma de disco 46 que, durante la operación de acabado, controla la posición de los bordes de la tira curvada de chapa metálica.
La cuchilla en forma de disco 46 puede ser omitida si el ángulo en el centro de la tira curvada de la chapa metálica que sale de la estación de acabado 1 ha llegado aproximadamente a 360º .
La figura 2 muestra esquemáticamente una vista en perspectiva de la estación de acabado 1 de la figura 1b, sin la placa frontal 36.
Tal como se ha mostrado en la figura 2, las zapatas que soportan los rodillos de conformación 29 son desplazadas por palancas 32, articuladas a las placas 36 (omitidas en la figura 2) y 36â?, que están conectadas entre sí por varillas de conexión 34, dos de las cuales están articuladas a las palancas 35, articuladas a las placas 36 y 36â? y fijadas al suelo, preferentemente por medio de una varilla de conexión 37 articulada a los soportes 39 (figura 1) .
Los rodillos de conformación 29 y 40 tienen un perfil circular con un radio de curvatura que corresponde a la curvatura máxima del tubo que se prevé acabar con la estación de acabado 1.
Un movimiento vertical de las placas 36 y 36â? (conseguido por medio de dispositivos de impulsión no indicados explícitamente porque son conocidos en sí mismos) provoca la rotación de las palancas 35, fijadas al suelo (preferentemente) por varillas de conexión 37, que se transmite por las varillas de conexión 34 a las palancas 32 las cuales, a su vez, provocan que las zapatas que soportan los rodillos de conformación 29 deslicen en las guías radiales 30 formadas en las placas 36 y 36â?.
El sistema de varillas de conexión 34 hace iguales los movimientos radiales a lo largo de las guías 30 de las zapatas y los rodillos de conformación 29, que son, por lo tanto, equidistantes con respecto al centro del tubo que está siendo conformado; esto hace posible adaptar la posición de los rodillos de conformación 29 de manera simple y efectiva al diámetro del tubo que está siendo conformado.
El rodillo de conformación de giro libre 40 situado en la parte inferior de las placas 36 y 36â? está fijado preferentemente al suelo por medio de los soportes 39 para mantener la tangente inferior de la tira curvada de chapa metálica a una altura constante con respecto al suelo, es decir, para conseguir un mecanismo de â??ranura de fondo fijaâ??. Sin apartarse del alcance de la invención, el rodillo de conformación 40 puede estar soportado también por una zapata desplazada por las palancas 32.
La figura 3 muestra esquemáticamente un vista lateral de la sección de acabado 1 en la que se pueden apreciar las guías 43, formadas en los soportes de guía 44, en los que deslizan las zapatas que soportan las placas 36 y 36â?.
Los técnicos en la materia podrán introducir modificaciones y mejoras en la estación de acabado que se ha descrito, sugeridas por la experiencia normal y/o por la natural evolución de la técnica, sin salir del alcance de las reivindicaciones.
Reivindicaciones:
E09169385
1. Estación de acabado (1) con estructura variable para una máquina para la conformación de tubos por curvado de una tira de chapa metálica, comprendiendo la estación dos placas (36, 36â?) , unidas integralmente entre sí y que 5 deslizan a lo largo de dos soportes de guiado verticales (44) , que soportan, como mínimo, una pluralidad de rodillos de conformación (29) , caracterizada porque los rodillos de conformación (29) están montados sobre zapatas deslizantes capaces de deslizar en guías radiales (30) constituidas en las placas (36, 36â?) , siendo desplazadas las zapatas deslizantes que soportan los rodillos de conformación (29) por palancas (32) articuladas a las placas (36, 36â?) y conectadas entre sí por varillas de conexión (34) , estando articuladas dos de las varillas de conexión (34) a palancas (35) que a su vez están articuladas a las placas (36, 36â?) y que son adecuadas para su fijación al suelo.
2. Estación de acabado (1) , según la reivindicación 1, caracterizada porque en la parte interna de cada uno de los dos rodillos de conformación (29) situados en la parte superior de las placas (36, 36â?) , está dispuesta una cuchilla en forma de disco (46) capaz de controlar, durante la operación de acabado, la posición de los bordes de la tira curvada de chapa metálica.
3. Estación de acabado (1) , según la reivindicación 1, caracterizada porque las palancas (35) están fijadas al suelo por medio de un par de varillas de conexión (37) articuladas a dos soportes (39) integrales con el suelo.
4. Estación de acabado (1) , según la reivindicación 1, caracterizada porque las placas (36, 36â?) incluyen, como mínimo, un par de zapatas deslizantes (42) capaces de deslizar, como mínimo, en un par de guías (43) formadas en los soportes de guía (44) .
5. Estación de acabado (1) , según la reivindicación 1, caracterizada porque comprende también un rodillo de conformación (40) situado en la parte inferior de las placas (36, 36â?) , que desliza en un asiento formado en dichas placas y que está fijado al suelo.
6. Estación de acabado (1) , según las reivindicaciones 1 ó 5, caracterizada porque los rodillos de conformación (29, 40) tienen un perfil circular con un radio de curvatura que corresponde a la curvatura máxima del tubo que debe ser 30 acabado con la estación de acabado (1) .
Patentes similares o relacionadas:
 Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura dentro de secciones de perfil tales como tubos y similares, del 13 de Febrero de 2019, de FIVES OTO S.P.A: Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura longitudinales dentro de secciones tales como […]
Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura dentro de secciones de perfil tales como tubos y similares, del 13 de Febrero de 2019, de FIVES OTO S.P.A: Un dispositivo para ajustar la profundidad de corte para la remoción de cordones de soldadura longitudinales dentro de secciones tales como […]
Procedimiento de fabricación de una banda de espesor variable y banda asociada, del 18 de Enero de 2019, de Aperam: Procedimiento de fabricación de una banda de espesor variable según su longitud, dicha banda está realizada en una aleación que comprende, en peso: 34,5% ≤ Ni ≤ […]
Estabilizador hueco, y tubo de acero para estabilizadores huecos y método para producir el mismo, del 23 de Noviembre de 2018, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un estabilizador hueco que tiene una composición química que comprende como componentes químicos, en términos de % en masa: del 0,26% al 0,30% de C, del 0,05% […]
Aparato para conformar de forma automatizada piezas en bruto de llantas de rueda, del 17 de Octubre de 2018, de MW Lublin SP. z o.o: Aparato para conformar piezas en bruto de llantas de rueda que comprende: - una estación (A) de enrollamiento para enrollar piezas en bruto de material en forma de […]
Brazo telescópico de alta resistencia, del 7 de Marzo de 2018, de EFFER S.P.A.: Un brazo telescópico de alta resistencia, que comprende una pluralidad de secciones coaxiales con unos tamaños en disminución sostenida […]
Método para fabricar una aguja y aguja, del 21 de Junio de 2017, de BECTON, DICKINSON AND COMPANY: Un método para formar un elemento característico en una cánula en una posición fija predeterminada inmutable a lo largo de la longitud de la cánula, que […]
Método de fabricación de una tubería de acero mediante soldadura por costura y su aparato de fabricación, del 13 de Abril de 2016, de JFE STEEL CORPORATION: Un método para fabricar una tubería de acero mediante soldadura por resistencia eléctrica que incluye las etapas de conformar una tira de acero en forma de tubería […]
 Disposición hidráulica de penetración de tubos y grupo constructivo para la misma, del 24 de Febrero de 2016, de Ernst Blissenbach GmbH: Disposición de penetración de tubos para sistemas de desbarbado interior de tubos que está destinada a unirse con un impedidor y/o una barra […]
Disposición hidráulica de penetración de tubos y grupo constructivo para la misma, del 24 de Febrero de 2016, de Ernst Blissenbach GmbH: Disposición de penetración de tubos para sistemas de desbarbado interior de tubos que está destinada a unirse con un impedidor y/o una barra […]