CIP-2021 : B23K 20/12 : siendo producido el calor por fricción; Soldadura por fricción.
CIP-2021 › B › B23 › B23K › B23K 20/00 › B23K 20/12[1] › siendo producido el calor por fricción; Soldadura por fricción.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado.
B23K 20/12 · siendo producido el calor por fricción; Soldadura por fricción.
CIP2021: Invenciones publicadas en esta sección.
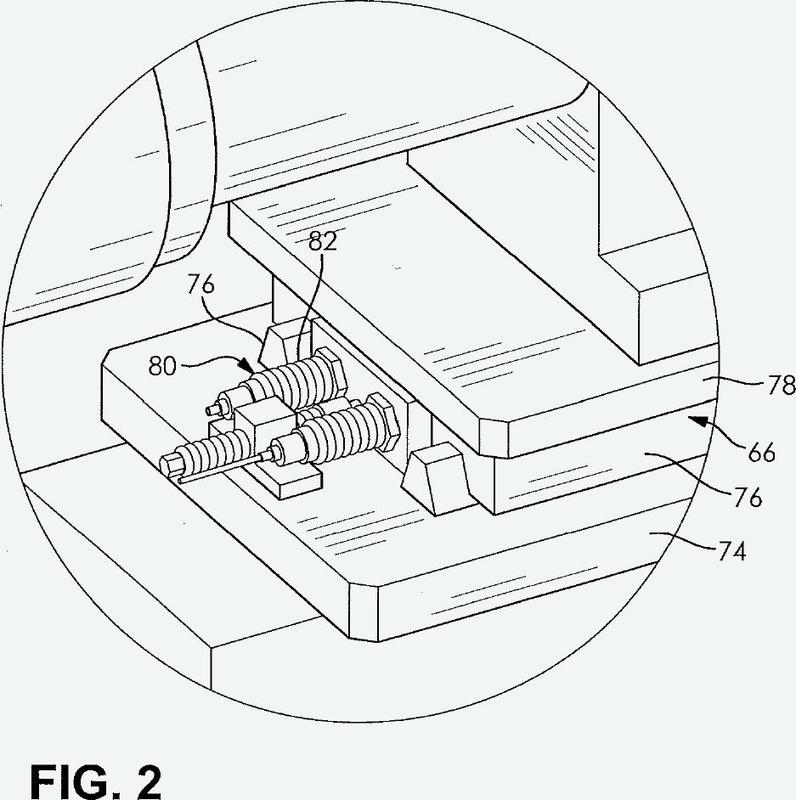
Aparato de soldadura por fricción lineal.
(15/03/2017). Solicitante/s: CYRIL BATH COMPANY. Inventor/es: POLEN, LARRY ALEXANDER, ALESSI,SALVATORE, DALY,NEIL.
Un aparato de soldadura por fricción lineal por forjado de doble eje, que comprende:
un bloque de oscilación soportado por un aparato cabezal de soldadura ;
al menos un actuador de oscilación en el eje Y soportado en los lados laterales opuestos del bloque de oscilación ;
al menos un actuador de forja en el eje Z soportado por el bloque de oscilación para proporcionar una primera carga de forja a lo largo de un primer eje de forja; y
al menos un actuador de forja en el eje X soportado por el bloque de oscilación para proporcionar una segunda carga de forja a lo largo de un segundo eje de forja;
en donde el primer eje de forja y el segundo eje de forja son ortogonales y en donde el aparato está adaptado específicamente para formar soldaduras a lo largo de un plano de soldadura que no es, en esencia, perpendicular al primer eje de forja o el segundo eje de forja.
PDF original: ES-2626072_T3.pdf
Aparato para soldar por fricción-agitación con un resalte que comprende agujeros pasantes primero y segundo.
(21/09/2016) Un aparato para soldar por fricción-agitación, que comprende:
un árbol de accionamiento que se extiende a lo largo de una dirección longitudinal, que coincide con un eje de rotación del árbol de accionamiento , y que tiene un extremo de accionamiento y un segundo extremo opuesto al extremo de accionamiento , estando el extremo de accionamiento adaptado para ser acoplado a medios de accionamiento rotatorios,
una sonda formada en el segundo extremo del árbol de accionamiento , que se extiende a lo largo de la dirección longitudinal, que tiene una primera superficie de fricción circunferencial que se extiende a lo largo de la dirección longitudinal y que tiene un extremo distal alejado del árbol de accionamiento , y
un elemento de resalte…
Herramienta de soldadura por fricción con hombro no periférico y procedimiento de soldadura por fricción realizable con ella.
(10/08/2016). Solicitante/s: Airbus Defence and Space GmbH. Inventor/es: JÜRGEN,SILVANUS, BRUNZEL,TOMMY.
Herramienta de fricción-agitación para realizar una operación de fricción-agitación, que comprende un hombro para presionar sobre una superficie de pieza de trabajo y un vástago accionable giratoriamente, sobresaliente del hombro , para su introducción con efecto de plastificación en al menos una pieza de trabajo a mecanizar , caracterizada por que el hombro presenta en una zona periférica, en una zona de captura configurada para el ataque de fricción de piezas de trabajo , una abertura de interrupción que se extiende continuamente en la zona de captura desde el exterior hasta el vástago , de modo que el hombro no es guiado alrededor del perímetro completo del vástago.
PDF original: ES-2602322_T3.pdf
Método de obtención de una estructura en la que elementos de placas solapadas se unen por puntos mediante soldadura por fricción-agitación.
(13/07/2016) Método de obtención de una estructura de unión por puntos por fricción en el que un primer elemento de placa (W1) y un segundo elemento de placa (W2) se unen por puntos entre sí mediante una fluencia plástica de manera que se usa una herramienta rotativa , teniendo la herramienta rotativa: una parte de pasador en una parte de punta de la misma y una parte saliente que tiene un diámetro mayor que el de la parte de pasador en un extremo de base de la parte de pasador , y un elemento de recepción dispuesto de modo que se enfrente a la herramienta rotativa en una dirección axial de un eje de rotación (X),
el primer elemento de placa (W1) y el segundo elemento de placa (W2) solapados entre sí se interponen entre la herramienta rotativa y el elemento de recepción ,
la parte…
Herramienta para soldar por rozamiento de agitación con rodamiento de apoyo accionado por rotación para montaje en un dispositivo de manipulación.
(01/06/2016). Solicitante/s: Helmholtz-Zentrum Geesthacht Zentrum für Material- und Küstenforschung GmbH. Inventor/es: LOITZ,HENRY, DOS SANTOS,JORGE F, SHEIKHI,SHAHRAM, WULFSBERG,JENS PETER.
Dispositivo para soldar por rozamiento de agitación para montaje en un dispositivo de manipulación, con un accionamiento de herramienta , con un elemento de sujeción para unirlo con el dispositivo de manipulación, y con una herramienta para soldar por rozamiento de agitación que está accionada por el accionamiento de herramienta de manera giratoria alrededor de un eje de rotación caracterizado por una rueda de rodamiento de apoyo y un accionamiento de rodamiento de apoyo , en donde el accionamiento de rodamiento de apoyo acciona de manera giratoria a la rueda de rodamiento de apoyo alrededor de un eje de rodamiento de apoyo y donde la superficie periférica de la rueda de rodamiento de apoyo está situada enfrentada a la herramienta para soldar por rozamiento de agitación.
PDF original: ES-2581560_T3.pdf
Método de unión de piezas de trabajo.
(23/03/2016). Ver ilustración. Solicitante/s: DANA AUTOMOTIVE SYSTEMS GROUP, LLC. Inventor/es: NIJAKOWSKI,CHRISTOPHER M, KEHRES,ANTHONY F.
Un método de unión de piezas de trabajo, que comprende:
ubicar primeros extremos de dos primeras piezas en una parte de acoplamiento de piezas , estando dicha parte de acoplamiento de piezas fijada a un dispositivo de deslizamiento con capacidad de movimiento axial;
medir simultáneamente la longitud de dichas dos primeras piezas ;
determinar una diferencia en la longitud de dichas dos primeras piezas ;
ajustar una ubicación axial de las dos primeras piezas simultáneamente para ajustar cualquier diferencia de longitud;
ubicar dos segundas piezas adyacentes a dos segundos extremos de dichas dos primeras piezas ; y
simultáneamente soldar entre sí dichas piezas primera y segunda.
PDF original: ES-2627922_T3.pdf
Herramienta de soldadura por fricción-agitación.
(16/03/2016) Herramienta de soldadura por fricción-agitación, con un pasador que puede ser accionado de forma giratoria alrededor de un eje de giro ,
presentando el pasador un extremo de accionamiento para el acoplamiento con un accionamiento de giro y un extremo libre , presentando el pasador una sección de enganche (9, 9', 9'') cilíndrica entre el extremo de accionamiento y el extremo libre , cuya superficie perimetral está prevista para el enganche con una pieza de trabajo (19, 19', 19''), con un elemento de resalte (21, 21''), el cual presenta una superficie de contacto que se extiende transversalmente…
Método de fabricación de una conexión conductiva entre un componente metálico y un componente nanocompuesto.
(09/03/2016) Método para la fabricación de una conexión conductiva entre un componente metálico y un componente nanocompuesto eléctricamente conductivo que comprende las etapas siguientes:
- proporcionar un componente metálico y un componente nanocompuesto conductivo , que presenta un material de matriz sintético y nanopartículas distribuidas en el mismo,
- disponer el componente metálico y el componente nanocompuesto de forma que las superficies de contacto de las piezas de trabajo estén dispuestas una junto a otra,
- disponer una herramienta de unión por fricción sobre una de las superficies opuestas al componente nanocompuesto del componente metálico ,
presentando la herramienta de unión por fricción una clavija , que se acciona de forma móvil y giratoria a lo largo de su dirección axial, y una manga , que rodea…
Dispositivo para soldar por fricción y agitación.
(02/03/2016) Dispositivo para soldar por fricción y agitación
con un pasador , que puede ser accionado de forma giratoria alrededor de un eje de giro , que presenta un extremo de accionamiento y un extremo libre ,
en el que entre el extremo de accionamiento y el extremo libre está prevista una sección cilíndrica de engrane , que se extiende axialmente en dirección del eje de giro y cuya superficie circunferencial está prevista para el engrane con una o varias piezas de trabajo,
con un primer elemento de hombro , que está dispuesto sobre el lado de la sección de engrane que apunta hacia el extremo de accionamiento concéntricamente con respecto al eje de giro alrededor del pasador y que presenta una primera superficie de apoyo que apunta…
Métodos de soldadura de una pluralidad de láminas metálicas para el conformado superplástico para obtener características iguales en las láminas.
(21/12/2015) Un método de fabricación, que comprende:
antes de soldar por fricción-agitación una pluralidad de láminas de metal:
realizar un ensayo en una probeta, comprendiendo el ensayo
introducir un conjunto de parámetros para la soldadura por fricción-agitación, formar una unión a tope para una probeta, soldar por fricción-agitación la unión a tope para formar un cordón de soldadura, realizar un ensayo mediante el alargamiento de la probeta para producir deformación superplástica en el cordón de soldadura y el material base de la probeta, y ajustar el conjunto de parámetros de forma tal que la relación entre el espesor…
Unión, por soldadura por rozamiento, de varias placas dispuestas una encima de la otra.
(12/08/2015) Unión de soldadura por rozamiento de, cómo mínimo, una placa con un cuerpo de unión de manera que el cuerpo de unión presenta un cono estrecho que termina en una punta de manera que el cuerpo de unión en la zona de la cabeza presenta un elemento de arrastre para la aplicación de una herramienta de presión y rotación y la placa presenta una abertura que sobresale de la placa en la dirección de accionamiento, cuya abertura es conformada por el cono estrecho , que a lo largo de su superficie interior constituye una zona de soldadura por rozamiento que se extiende sobre el cono , caracterizado porque la unión…
Elemento de conexión para una unión soldada por rozamiento para conectar, como mínimo, dos componentes en forma de placas.
(13/05/2015) Elemento de conexión para una conexión de soldadura por fricción para la conexión por rotación y presión de un mínimo de dos componentes en forma de placas con un vástago , que para atravesar el componente o componentes superiores está adaptado en su longitud al grosor del componente o componentes superiores y que presenta un perfil no redondo poligonal con zonas de esquina redondeadas (5a, 5b), caracterizado porque, el perfil no redondo está dispuesto en forma de rosca, de manera que las zonas de esquina que discurren a lo largo del vástago presentan un desplazamiento, de manera que el desplazamiento de las zonas de esquina (5a,…
Herramienta de soldadura por fricción-agitación.
(17/12/2014) Herramienta de soldadura por fricción-agitación con un árbol esencialmente cilíndrico , que en un extremo partiendo de una región de reborde del árbol presenta un resalte sobresaliente de diámetro reducido, en la que la herramienta de soldadura por fricción-agitación presenta al menos en la región del resalte y en la región de reborde de un metal duro que contiene del 80 por ciento en peso al 98 por ciento en peso de carburo de wolframio, caracterizada por que el carburo de wolframio está formado de un tamaño de grano promedio de más de 2 μm y hasta el 20 por ciento en peso de cobalto así como opcionalmente en total…
Herramienta de soldeo por fricción autosujetante.
(01/10/2014) Herramienta de soldeo por fricción autosujetante con una clavija que presenta un extremos de acoplamiento y un extremo de contacto opuesto al extremo de acoplamiento y que está previsto para realizar un movimiento rotativo sobre su eje longitudinal que se extiende entre el extremo de acoplamiento y el extremo de contacto y, en este caso, contactar con su extremo de contacto la superficie de una disposición de piezas, y con un dispositivo de apriete que rodea la clavija , móvil a lo largo del eje longitudinal de la clavija y previsto para ejercer presión sobre la superficie de la disposición de piezas.
presentando el dispositivo de…
Procedimiento de soldadura por fricción.
(10/09/2014) Procedimiento de soldadura por fricción para la unión de de un primer componente provisto con una escotadura con un segundo componente que encaja en la escotadura bajo la formación de un intersticio anular , en el que al menos dos superficies de fricción de los dos componentes son presionadas entre sí bajo rotación relativa, en el que las superficies de fricción de los dos componentes son configuradas, respectivamente, a continuación en el intersticio anular y las superficies de fricción son friccionadas entre sí hasta que también el intersticio anular adyacente a ellas está esencialmente totalmente soldado, caracterizado por que las superficies de fricción de los dos componentes se configuran, respectivamente, inclinadas con relación a la dirección…
Dispositivo y procedimiento de soldadura por presión.
(27/08/2014) Dispositivo de soldadura por presión con un dispositivo de plastificación y con un dispositivo de recalcado así como con dispositivos de sujeción para los componentes a soldar con una orientación espacial en ángulo uno respecto a otro, en que el ángulo sólido es ajustable a través de sus componentes angulares referidas a los ejes y a través de varios ángulos de aplicación α, β, γ correspondientes y en que el dispositivo de soldadura por presión incluye un sistema de ajuste angular para la orientación espacial en ángulo uno respecto a otro de los componentes a soldar según varios ángulos de aplicación α, ß, γ
Unión de soldadura por rozamiento, con varias piezas planas dispuestas una encima de otra y con un cuerpo de conexión, con deformación de una valona del cuerpo de conexión después de la soldadura por rozamiento; procedimiento para la fabricación de dicha unión de soldadura por rozamiento.
(30/07/2014) Unión de soldadura por rozamiento, con varias piezas planas dispuestas una encima de otra y un cuerpo de conexión , de manera que las piezas son unidas entre sí por el cuerpo de conexión que se asienta sobre una pieza superior mediante una valona , cuya pieza superior presenta un paso para recibir el cuerpo de conexión que, con su cara frontal, constituye una zona de soldadura por rozamiento generada por rotación y presión del cuerpo de conexión con una pieza inferior , caracterizada por una valona dotada de flexibilidad axial y constituida en forma de arandela cónica en una sola pieza con el cuerpo de conexión, que con una superficie…
Procedimiento de soldadura por fricción.
(16/07/2014) Procedimiento para unir componentes de agujas de cambio de vía o de cruzamientos de fundición de acero duro al manganeso o de carriles de acero duro al manganeso con carriles de acero al carbono, caracterizado por el hecho de que los componentes a unir entre sí, se unen sin interposición de una pieza intermedia por soldadura por fricción, donde la unión por soldadura se enfría en contacto con aire estático, sin tratamiento térmico.
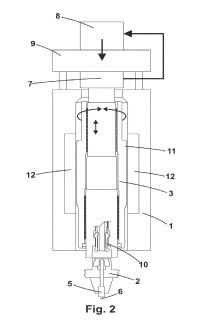
Electromandrino con control de fuerza axial para soldadura por fricción y otras aplicaciones.
(23/12/2013) Electromandrino con control de fuerza axial para soldadura por fricción y otras aplicaciones, del tipo de los utilizados industrialmente para la soldadura automatizada de planchas o elementos metálicos, caracterizado porque integra en el interior del cuerpo del electromandrino un sensor de fuerza, relacionado con la herramienta mediante un eje interno desplazable axialmente, y que, mediante un actuador electromecánico, permite regular en tiempo real y de manera local la altura de la herramienta sobre el material a trabajar, consiguiendo mantener una fuerza axial constante y una posición controlada durante el procesos de soldadura y/o mecanizado.
La invención que se presenta aporta la principal ventaja de conseguir una corrección de la altura…
Cigüeñal hueco de dos piezas y su procedimiento de fabricación.
(09/12/2013) Procedimiento de fabricación de un cigüeñal hueco en dos semi-partes destinadas a ser montadasponiendo en práctica las fases siguientes:
- realización por forjado con calor de las dos semi-coquillas (A, B) del cigüeñal realizando, a lo largo delborde periférico de cada semi-coquilla, una forma destinada a su unión,
- montaje de las dos semi-coquillas (A, B) enfrentando los bordes (d) de cada una de ellas,
- desbarbado del cigüeñal sobre la parte exterior de la unión de las dos semi-coquillas y mecanizado de lasaberturas (2a - 3a) establecidas sobre los muñones del cigüeñal y contrapesos para el paso delfluido de lubrificación,
caracterizado…
Rotor ranurado con álabes integrados.
(04/12/2013) Una estructura disco-álabes unitaria , que comprende: un disco que incluye un reborde (16a); una fila de álabes que se extiende en dirección radial hacia fuera desde dicho reborde en una estructura unitaria con éste para delimitar entre ellos unos correspondientes pasos de flujo ; incluyendo el reborde (16a) del disco unos talones solidarios que presentan una superficie de soldadura plana que se complementa con una correspondiente raíz del álabe y dicho reborde del disco incluye unos canales interiores de vía de flujo ranurados que se extienden axialmente entre dichos álabes para deslindar dichos pasos y Caracterizado por extenderse cada uno de dichos canales ranurados en círculo entre los…
Dispositivo para la unión por soldadura por rozamiento de, como mínimo, dos placas, mediante un elemento de unión, con un dispositivo para medir el esfuerzo ejercido y la longitud de avance durante la unión.
(27/11/2013) Dispositivo para la unión de, como mínimo, dos placas , de las que una placa de soporte presenta unaresistencia más elevada que la placa soportada que descansa sobre aquella, por medio de un elemento de unión , que se obliga a girar mediante el dispositivo de rotación y avance , teniendo dicho elemento de unión ,una valona que presiona la placa soportada sobre la placa de soporte y poseyendo el vástago mediante el cual se produce una unión de soldadura por rozamiento sobre la placa de soporte , caracterizadoporque el dispositivo de avance y rotación está dotado de un dispositivo de medición que mide la fuerzaaxial ejercida por el dispositivo de avance y rotación y la correspondiente distancia de avance, de manera que eldispositivo de avance…
ELECTROMANDRINO CON CONTROL DE FUERZA AXIAL PARA SOLDADURA POR FRICCIÓN Y OTRAS APLICACIONES.
(21/11/2013). Ver ilustración. Solicitante/s: LOXIN 2002, S.L.. Inventor/es: BAIGORRI HERMOSO, JULIAN, AGUIRRE ARTIEDA,JOSE MARIA.
Electromandrino con control de fuerza axial para soldadura por fricción y otras aplicaciones, del tipo de los utilizados industrialmente para la soldadura automatizada de planchas o elementos metálicos, caracterizado porque integra en el interior del cuerpo del electromandrino un sensor de fuerza, relacionado con la herramienta mediante un eje interno desplazable axialmente, y que, mediante un actuador electromecánico, permite regular en tiempo real y de manera local la altura de la herramienta sobre el material a trabajar, consiguiendo mantener una fuerza axial constante y una posición controlada durante el procesos de soldadura y/o mecanizado. La invención que se presenta aporta la principal ventaja de conseguir una corrección de la altura en función de la fuerza, de manera automática en el propio electromandrino, con mucha mayor precisión y rapidez, consiguiendo unos resultados de soldadura más uniforme y sin irregularidades.
Herramienta para el soldeo de batido por fricción de dos piezas metálicas con una unión en ángulo que tiene un tetón y un hombro con forma de cuña.
(13/11/2013) La invención se refiere a una herramienta para el soldeo de batido por fricción de dos piezas metálicas con un ángulo de unión menor a 180°, que comprende un hombro y un tetón que sale de dicho hombro . Dicho hombro está configurado en forma de cuña con dos paredes formando un ángulo igual al ángulo de unión de las piezas metálicas y con una zona de interferencia en la unión de dichas paredes. La zona de interferencia está configurada para penetrar en las piezas metálicas en suángulo de unión. El tetón sale en dicha zona de interferencia . Con el hombro configurado de este modo, éste podrá concentrar la presión en la zona en la que el…
Mandrino para sujeción de elementos de fijación para una unión de soldadura por fricción.
(30/10/2013) Mandrino para el soporte de elementos de fijación dotado, cada uno de ellos, de una superficie depresión radial y un perfil de arrastre para una unión por soldadura por fricción a una pieza estructural ypara la transferencia de las fuerzas de rotación y de presión que actúan sobre un elemento de fijación ,estando dotado el mandrino , para la transferencia de la fuerza de rotación, de un soporte anular con un perfilde múltiples caras, que rodea por completo un elemento de fijación introducido que está dotado de un perfilde múltiples caras , caracterizado porque el mandrino presenta una pieza de presión , que se puederetraer dentro del soporte anular , que se puede retraer…
Procedimiento para unir placas de tubos y tubos.
(28/10/2013) Procedimiento para unir placas de tubos y tubos en un transmisor de calor de haz de tubos con ayuda deun útil de fricción rotativo, caracterizado por que el útil de fricción se mueve rotativamente hacia dentro del extremoabierto de un tubo rodeado por la placa de tubos , avanzando así en la dirección axial de dicho tubo, y espresionado contra la superficie frontal del tubo de tal manera que el extremo del tubo y la zona de la placade tubos que rodea al extremo del tubo son plastificados y establecen una unión de soldadura entre ellos.
Método para la preparación de titanio de grano ultrafino y artículos de aleación de titanio y artículos preparados por dicho método.
(30/07/2013) Un método para fabricar un titanio de grano ultra fino o un articulo de aleación de titanio, que comprende lasetapas de:
proporcionar un titanio de grano basto o un material de aleación de titanio que tenga una primeradimensión del grano;
calentar el mencionado titanio o el material de la aleación de titanio a una primera temperatura, en dondela primera temperatura está por debajo de la temperatura de tratamiento de la solución y la temperatura defusión del mencionado titanio o el material de la aleación de titanio;
introducir el mencionado titanio calentado o el material de la aleación de titanio dentro de un dispositivo de instrumentación de…
Procedimiento de soldadura de piezas por fricción-agitación utilizando un dispositivo de doble hombro.
(18/07/2013) Procedimiento de soldadura de piezas por fricción-agitación, por medio de un dispositivo de soldadura dedoble hombro y un pasador de agitación, comprendiendo al menos un hombro dos discos concéntricos respectivamente interno y externo, creando dos superficies de apoyo concéntricas planas,estando el procedimiento caracterizado porque comprende las siguientes etapas:
- se colocan las piezas a soldar la una con respecto a la otra en la posición en que se desee soldarlas, demanera que el disco interno, de menor diámetro, y el disco externo, de mayor diámetro, quedensituados de tal manera que el disco interno sea capaz de aplastar el material agitado de las piezas asoldar durante el avance del dispositivo de soldadura y de tal manera que el disco externo sea capazde formar un tope de hundimiento para el disco interno…
Procedimiento de soldadura por fricción-agitación con un dispositivo de perno retráctil con retracción del perno retráctil al final de la trayectoria.
(27/05/2013) Procedimiento de realización de una junta soldada por fricción-agitación de dos paneles , respectivamentepanel superior y panel inferior , siendo realizada la citada junta soldada entre una primera extremidaddenominada de inicio y una segunda extremidad denominada de final distinta de la primera extremidad, que utilizaun dispositivo de soldadura de perno retráctil , comprendiendo el citado procedimiento las etapas siguientes:
- situar y mantener los dos paneles en contacto según una zona de recubrimiento en la posición relativadeseada después de la soldadura,
- llevar el dispositivo de soldadura a contacto con uno o con los paneles en una zona en la proximidad de un bordetrasero de la zona de recubrimiento para formar el inicio de la junta soldada,
- soldar longitudinalmente los dos paneles desplazando el dispositivo de soldadura…
Parte componente para una turbina de gas y procedimiento para la fabricación de la parte componente.
(15/04/2013) Parle componenle para una lurbina de gas. sobre lodo conjunl0 "blisk" ó "bling" (bladed disk ó bladed ring, es decir, disco ó aro, provistos de alabes integrales); en este caso, la parte componente comprende un cuerpo básico de rolar así como una mullilud de alabes de lurbina que eslán ensamblados en el cuerpo básico del rolar, y cada álabe de lurbina comprende una hoja de álabe , hecha de una aleación de lilanio, como asimismo comprende un pie de álabe que eslá realizado en forma de un elemento de adaptación ; parte componente ésta que está caracterizada porque el cuerpo básico de rotor está hecho de una aleación de níquel, que es resistente a altas temperaturas, mientras que el elemento de adaptación está…
Procedimiento de soldadura por rozamiento de dos piezas planas que descansan una encima de otra.
(05/09/2012). Solicitante/s: EJOT GMBH & CO. KG. Inventor/es: EBERHARD,CHRIST, THIEM,JÖRG, FUCHS,TORSTEN, DUBIEL,GERHARD.
Unión de soldadura por rozamiento de varias piezas planas que descansan una encima de otra , que están mantenidas conjuntamente por un cuerpo de conexión que establece contacto mediante un reborde sobre una pieza superior , caracterizada porque, el cuerpo de conexión está construido en forma de pieza tubular dotado de rosca y la pieza superior es atravesada por un cuerpo de conexión que presenta una cuchilla anular en una cara frontal, que después de atravesar la pieza superior , por rotación y presión por su cara frontal y con la recepción del material cortado de la pieza superior en su espacio hueco , genera con la pieza inferior una zona de soldadura por rozamiento por rotación y presión del cuerpo de conexión , a través del cual el reborde es presionado sobre la pieza superior.
PDF original: ES-2393629_T3.pdf
Tonel de madera, procedimiento de fabricación y máquina para poner en práctica el procedimiento.
(01/08/2012) Tonel de madera, concretamente de madera de roble, destinado a contener un líquido, tal como vino, quecomprende un cuerpo hueco cerrado por dos fondos de tonel, comprendiendo cada fondo de tonel unconjunto de listones de madera sensiblemente rectangulares ensamblados en paralelo entre sí por caraslaterales opuestas, estando las caras laterales adyacentes de dos listones ensamblados entre sí en contacto íntimo estanco, caracterizado porque de las fibras de madera de cadauno de dichos listones están enredadas y mantenidas en una matriz de materiales intercelulares fundidos.
{kind=link}
{kind=link}