Dispositivo para la unión por soldadura por rozamiento de, como mínimo, dos placas, mediante un elemento de unión, con un dispositivo para medir el esfuerzo ejercido y la longitud de avance durante la unión.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10172958.
Solicitante: EJOT GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: UNTERE BIENHECKE 57334 BAD LAASPHE ALEMANIA.
Inventor/es: CHRIST,DR.-ING. EBERHARD, THIEM,DIPL.-ING. JÖRG, WERKMEISTER,MARCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
- B29C65/06 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando fricción, p. ej. soldadura por rotación.
- F16B37/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 37/00 Tuercas o piezas similares con entradas de rosca (clavijas para paredes F16B 13/00). › por soldadura o remachado.
PDF original: ES-2431587_T3.pdf
Fragmento de la descripción:
Dispositivo para la unión por soldadura por rozamiento de, como mínimo, dos placas, mediante un elemento de unión, con un dispositivo para medir el esfuerzo ejercido y la longitud de avance durante la unión La invención se refiere a un dispositivo para la unión de, como mínimo, dos placas de las que una es una placa de soporte con una mayor resistencia que una placa dispuesta sobre aquella o placa soportada, mediante un elemento de unión puesto en rotación por un dispositivo de avance y rotación, cuyo elemento presiona mediante una valona la placa soportada sobre la placa de soporte y con un vástago produce una unión de soldadura por rozamiento con la placa de soporte (ver reivindicación 1) .
Para la fabricación de una unión de soldadura por rozamiento entre un vástago y una placa se ha utilizado ya, de acuerdo con el documento DE 10 2004 034 498 A1, un dispositivo mediante el cual un perno puesto en giro por un dispositivo de avance y rotación presiona sobre una placa con un régimen de giro y presión de tal tipo que por el calentamiento por rozamiento generado entre el perno y la placa, se produce la fusión del perno en la zona de contacto con la placa y, asimismo, una fusión de la superficie de la placa en el mismo punto, de manera que se produce el proceso de soldadura por rozamiento que, por una reducción repentina del rozamiento entre perno y placa y una reducción del momento de giro determinada por esta razón, señala que se ha conseguido el proceso de soldadura por rozamiento mediante el mantenimiento de la presión del perno sobre la placa y el enfriamiento de la zona de rozamiento. El dispositivo está dotado para ello de un sensor de desplazamiento, un sensor de par de giro y un sensor de esfuerzo de prensado, para facilitar estos datos a un control que en base a la determinación de estos datos de medición, controla de manera correspondiente el dispositivo de avance y giro y lo lleva a la posición de reposo, para posibilitar la solidificación del caldo de fusión generado, fabricando de esa manera de forma apropiada la unión de soldadura por rozamiento.
Una unión de soldadura por rozamiento de este tipo ha sido descrita y mostrada en especial en el documento DE 196 20 814 A1. En la unión por soldadura por rozamiento que se da a conocer en dicho documento se trata de una unión de tres cuerpos, que está constituida por una pieza metálica plana y un sustrato metálico, que son unidos entre sí mediante un cuerpo de unión, de manera tal que el cuerpo de unión es presionado con rotación sobre la pieza metálica plana, ésta se funde en la zona del cuerpo de unión y la introduce en el sustrato metálico con lo que el cuerpo de unión se une mediante soldadura por rozamiento. Mediante un cuello, o bien valona del cuerpo de unión, éste presiona sobre la pieza metálica plana, de manera que su vástago, que ha atravesado la pieza metálica plana, queda unido con el sustrato metálico mediante soldadura por rozamiento, de manera que, la unión de varios cuerpos queda mantenida conjuntamente de manera fija mediante el cuerpo de unión.
Para fabricar una unión de varios cuerpos de este tipo y, por lo tanto, poder utilizar un procedimiento practicable es necesario, en dependencia de los materiales de las placas a unir, aplicar el cuerpo de unión con una presión determinada sobre la pieza metálica plana, para llevar a fusión su material y, por lo tanto, penetrar también en el sustrato metálico donde tiene lugar una unión por soldadura por rozamiento. El régimen de giro y presiones que se deben mantener son determinadas normalmente por investigaciones que se mantendrán como valores óptimos de régimen de giro y de presión que se mantendrán durante el proceso de unión propiamente dicho, de manera que se pueda conseguir una unión por soldadura por rozamiento suficientemente sólida.
La invención se propone el objetivo de conseguir un dispositivo para la unión de, como mínimo, dos placas con intermedio de un elemento de unión con el que se pueden ajustar opcionalmente los parámetros de trabajo correspondientes, en especial, régimen de giro, avance y presión de avance, de manera que se puede tener en cuenta también los diferentes materiales, puesto que se pueden unir entre sí tanto placas metálicas como también placas de material plástico en un proceso de soldadura por rozamiento. En el caso a que se refiere la invención, de la unión de las placas, la placa de soporte, debe presentar una resistencia más elevada que la placa soportada dispuesta sobre aquella.
El problema se soluciona con el dispositivo indicado al principio que se caracteriza porque el dispositivo de avance y rotación está dotado de un dispositivo de medición, que mide tanto el esfuerzo axial ejercido por el dispositivo de avance y rotación, como también el recorrido de avance correspondiente y señala el aumento de presión que se genera en la colocación del vástago del elemento de unión sobre la placa soportada, de manera que ajusta el dispositivo de avance y rotación, cuyo avance es ajustable, como mínimo, en tres etapas de unión sucesivas, de manera que la primera etapa es ajustada al atravesamiento de la placa soportada, la segunda a la soldadura por rozamiento del vástago con la placa de soporte, y la tercera termina el proceso de soldadura por la elevación del esfuerzo axial del elemento de unión sobre la placa de soporte.
La rotación a presión sobre la pieza metálica, lleva a ésta a la fusión en la zona del cuerpo de unión y alcanza el sustrato metálico con el que se une el cuerpo de unión por soldadura por rozamiento. Mediante una valona o cuello del cuerpo de unión éste presiona sobre la pieza metálica plana, de manera que su vástago, que ha atravesado la pieza metálica plana, se une por soldadura por rozamiento con el sustrato metálico, de manera que la unión de piezas múltiples quedará mantenida en su conjunto de forma fija con intermedio del cuerpo de unión.
En la publicación “Fachbeiträge” Untersuchung zur Anwendbarkeit des ReibbolzenschweiBens (DVS Verlag Düsseldorf, DE, Bd. 46, Nr. 7, 1. Juli 1994 (1994-07-01) , Páginas 319-324 XP000457270, ISSN: 0036-7184, se describe un procedimiento para la soldadura de pernos por rozamiento de forma muy general, sin explicar las peculiaridades de la configuración de la soldadura por rozamiento en situación de desplazamiento en la soldadura por rozamiento que resulta esencial a este respecto y al que se hará referencia, de manera más detallada más adelante (base de la parte introductoria de la reivindicación 1) .
Existe, además el documento USA 3.477.115, que muestra igualmente de forma muy general la soldadura por rozamiento de dos placas, sin que para ello se refiera de manera decisiva a características específicas de fases individuales de la penetración de la placa superior con penetración de un perno de soldadura por rozamiento sobre la otra placa con el dispositivo que se define actualmente, es posible, disponer para el proceso de la soldadura por rozamiento el necesario avance con rotación de modo individual teniendo en cuenta la correspondiente longitud de avance y en consideración del material de las placas a unir, es decir, según el grosor del material de las placas a unir, prever el funcionamiento del avance con rotación con una longitud adecuada tanto al espesor de las placas a unir como también a su material.
Con el dispositivo actual es posible ajustar el avance con rotación del proceso de soldadura por rozamiento necesario individualmente teniendo en cuenta la longitud correspondiente de avance y, asimismo, el material de las placas a unir, es decir, según el grosor de material de las placas a unir se permite la actuación del proceso de rotación y avance con una longitud que está adecuada al grosor de las placas a unir y también a los materiales de las mismas.
De esta manera, partiendo del grosor conocido de las placas a unir, en consideración de su material, se determinará la longitud de la trayectoria recorrida por etapas por el avance con rotación, que ejecuta el dispositivo y que consigue, de manera automática la unión deseada entre las placas, con intermedio del elemento de unión. El proceso de la unión se divide de acuerdo con la invención en tres etapas que son llevadas a cabo desde la posición de partida por la carrera de rotación, en la que, de manera correspondiente tiene lugar una manipulación diferenciada del material de las placas con intermedio del elemento de unión. En la posición de partida se trata de que la carrera de rotación es llevada en principio a una posición inicial, en la que al establecer contacto el elemento de unión sobre la placa soportada, se genera en el avance con rotación un aumento de la presión, que constituye la señal de... [Seguir leyendo]
Reivindicaciones:
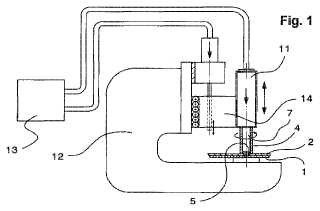
1. Dispositivo para la unión de, como mínimo, dos placas (1, 2) , de las que una placa de soporte (1) presenta una resistencia más elevada que la placa soportada (2) que descansa sobre aquella, por medio de un elemento de unión 5 (5) , que se obliga a girar mediante el dispositivo de rotación y avance (11) , teniendo dicho elemento de unión (5) , una valona (6) que presiona la placa soportada (2) sobre la placa de soporte (1) y poseyendo el vástago (10) mediante el cual se produce una unión de soldadura por rozamiento sobre la placa de soporte (1) , caracterizado porque el dispositivo de avance y rotación (11) está dotado de un dispositivo de medición (14) que mide la fuerza axial ejercida por el dispositivo de avance y rotación (11) y la correspondiente distancia de avance, de manera que el 10 dispositivo de avance y rotación (11) es obligada automáticamente a girar, una vez que el vástago del elemento de unión (5) establece contacto con la placa soportada (2) y, de manera que el dispositivo de medición (14) señala el incremento de presión que se produce en esta situación, provocando, por lo tanto, que el dispositivo de avance y rotación (11) avance a la etapa siguiente, cuyo avance puede ser ajustado como mínimo, en tres etapas de unión, de manera que la primera etapa es ajustada a la penetración de la placa soportada (2) , la segunda etapa es ajustada a la soldadura por fricción del vástago (10) con la placa de soporte (1) y la tercera etapa termina el proceso de soldadura por rozamiento al incrementar la fuerza axial del vástago del elemento de unión (5) sobre la placa de soporte (1) .
2. Dispositivo, según la reivindicación 1, caracterizado porque entre la primera y segunda etapas, el dispositivo de rotación y avance (11) gira, en una etapa intermedia, con una distinta velocidad de rotación y distinta fuerza axial en comparación con la primera etapa.
3. Dispositivo para la unión de un mínimo de dos placas (1, 2) , según la reivindicación 1, caracterizado porque la placa de soporte (1) , está realizada en acero. 25
4. Dispositivo para la unión de un mínimo de dos placas (1, 2) , según la reivindicación 1, caracterizado porque la placa soportada (2) está realizada en un metal ligero.
5. Dispositivo para la unión de un mínimo de dos placas (1, 2) , según la reivindicación 1, caracterizado porque el 30 elemento de unión (5) está realizado en acero.
6. Dispositivo para la unión de un mínimo de dos placas (1, 2) , según la reivindicación 1, caracterizado porque el elemento de unión (5) está realizado en aluminio.
7. Dispositivo para la unión de un mínimo de dos placas (1, 2) , según la reivindicación 1, caracterizado porque las placas y el elemento de unión están realizados en material plástico.
8. Dispositivo, según una de las reivindicaciones anteriores, caracterizado porque el dispositivo de avance y
rotación (11) ajusta su velocidad de rotación y de fuerza axial basándose en el grosor de la placa soportado (2) a 40 efectos de provocar la fluidificación del material de la placa soportada (2) , en la zona del elemento de unión (5) .
9. Dispositivo, según una de las reivindicaciones anteriores, caracterizado porque el dispositivo de avance y rotación (11) en la segunda etapa gira, con respecto a la primera etapa con un régimen de giro más reducido y un mayor esfuerzo axial.
10. Dispositivo, según una de las reivindicaciones anteriores, caracterizado porque en la tercera etapa la rotación del dispositivo de avance y rotación (11) es ajustada a 0 y de avance y rotación (11) ejerce una presión sobre el elemento de conexión (5) para provocar su compresión contra la placa de soporte (1) .
Patentes similares o relacionadas:
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]
Dispositivo de soldadura por presión y procedimiento de soldadura por presión, del 1 de Enero de 2020, de KUKA Deutschland GmbH: Dispositivo de soldadura por presión con un dispositivo de plastificación y un dispositivo de recalcado así como también alojamientos para componentes […]
Método para unir dos piezas mediante soldadura por fricción-agitación, del 20 de Noviembre de 2019, de RUAG Aerospace Structures GmbH: Un método para unir dos piezas mediante soldadura por fricción-agitación, comprendiendo el método las etapas de: proporcionar una primera […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Dispositivo para la unión de componentes, especialmente mediante perforación directa, en especial perforación de agujeros de flujo o mediante soldadura por fricción, así como procedimiento para la unión de componentes, especialmente mediante atornillado directo o soldadura por fricción, del 30 de Octubre de 2019, de DEPRAG Schulz GmbH u. Co: Dispositivo para la unión de componentes , especialmente mediante perforación directa, en especial perforación de agujeros de flujo, o también mediante soldadura […]